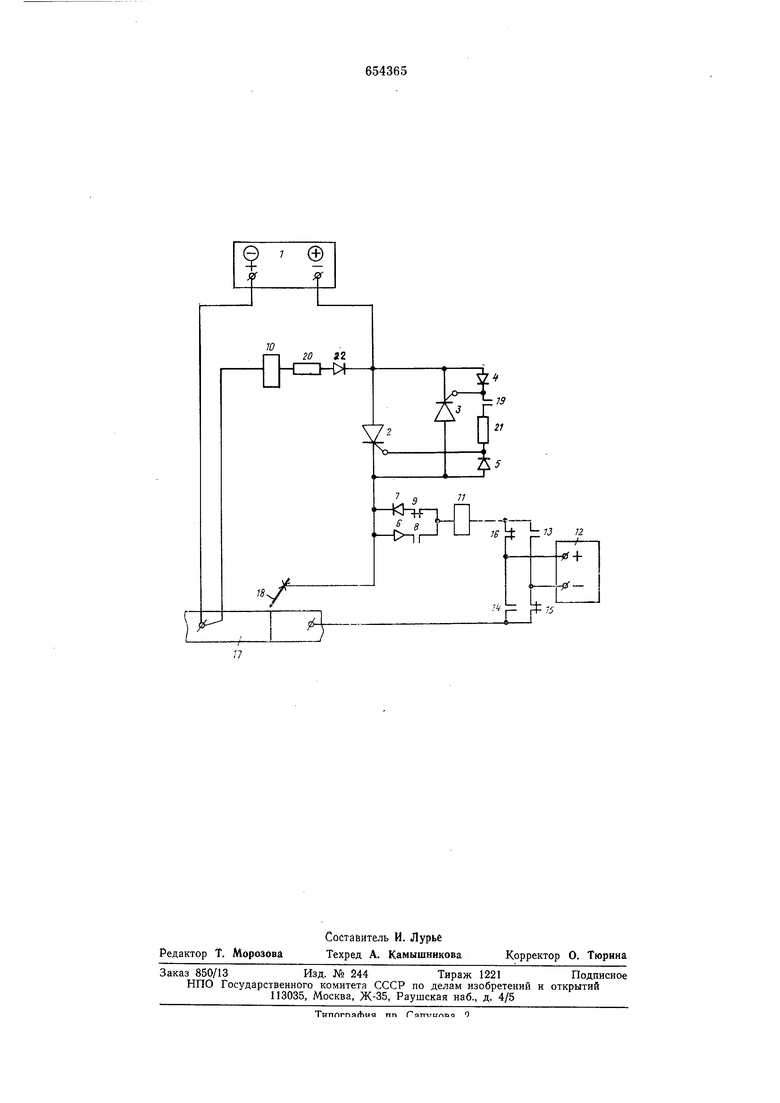
венно через замыкающий 8 и размыкающий 9 контакты промежуточного реле 10 последовательно катушке реле 11 управления, вспомогательный источник 12, подключенный через контакты 13, 14, 15 и 16, изделие 17 и сварочный электрод 18 к реле И управления с контактом 19 в цепь управления тиристора 2, 3, ограничительные резисторы 20, 21 и диод 22, включенный последовательно промежуточному реле 10.
Работа устройства.
При сварке на прямой полярности плюс от источника 1 прикладывается к изделию 17, причем одновременно с этим срабатывает промежуточное реле 10, которое замыкает контакты 8, 13, 14 и размыкает контакты 9, 15, 16. Процесс сварки начинается при прикосновении электрода со свариваемым изделием. При этом напряжение от вспомогательного источника 12 через контакты 8, 13, 14 прикладывается к обмотке реле И. Реле срабатывает и своим контактом 19 подает положительный потенциал на управляющий электрод тиристора 3. Тиристор 3 открывается, зажигается дуга. Па диоде 6 сравниваются сварочное напряжение и напряжение управления (12 В), а так как сварочное напряжение выще, то диод 6 запирается, и реле И отключается, размыкая цепь управления тиристором 3.
При обрыве сварочной дуги тиристор 3 закрывается и на электроде остается только напряжение управления.
При сварке на обратной полярности минус от источника 1 прикладывается к изделию 17. Промежуточное реле 10 не срабатывает, так как диод 4 включен встречно источнику 1 сварочного тока. Процесс сварки начинается при прикосновении электрода к свариваемому изделию. При этом напряжение от вспомогательного источника 12 через контакты 9, 16, 15 прикладывается к обмотке реле 11. Реле срабатывает и своим контактом 19 подает положительный потенциал на управляющий электрод тиристора
2; Тиристор 2 открывается, зажигается дуга.
На диоде 7 сравниваются сварочное напряжение и напряжение управления. Дальнейшая работа схемы аналогична работе при сварке на прямой полярности.
Изобретение позволяет осуществлять автоматическое отключение напряжения холостого хода источника сварочного тока при
сварке как на прямой, так и на обратной полярности.
В результате гибкости схемного рещения расширяются технологические возможности устройства и обеспечивается безопасное
производство работ при сварке на прямой и обратной полярности.
Формула изобретения
Устройство для автоматического отключения напряжения холостого хода источников сварочного тока по авт. св. № 493307, отличающееся тем, что, с целью расщирения технологических возможностей
устройства путем использования его при сварке на прямой и обратной полярности, устройство дополнительно снабжено цепью из последовательно соединенных промежуточного реле, сопротивления и диода, а также дополнительным тиристором и диодами, причем упомянутая цепь подключена между изделием и анодом тиристора, встречнопараллельно которому включен дополнительный тиристор, а в цепи управления
последовательно с сопротивлением и контактами реле установлены встречно направленные диоды, при этом последовательно с вспомогательным источником и реле встречно-параллельно с основным диодом
через контакты промежуточного реле, установленные также в цепи основного диода, включен диод, а вспомогательный источник подсоединен к цепи электрод - изделие также через контакты промежуточного реле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1009666A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для дистанционного регулирования величины сварочного тока | 1983 |
|
SU1189619A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| Устройство для ограничения напряжения холостого хода сварочных трансформаторов | 1986 |
|
SU1400816A1 |
| Ограничитель напряжения холостого хода источников сварочного тока | 1983 |
|
SU1174204A1 |
| МАШИНА ДЛЯ КОНДЕНСАТОРНОЙ КОНТАКТНОЙ | 1973 |
|
SU407680A1 |
| Способ аргонно-дуговой сварки асимметричным током неплавящимся электродом алюминия и его сплавов и устройство для его осуществления | 1988 |
|
SU1694360A1 |
| Источник питания для дуговой сварки | 1989 |
|
SU1731512A1 |