Предлагаемая форма для изготовления эбонитовых баков методом прессования под давлением включает в себя три основных элемента: шарнирные Створки формы, конусную обойму, охватывающую шарнирные створки, и клиновые вставки между, створками и обоймой.
Взаимодействием встав.ки, образующей внешними поверхностями в собранном виде конусную поверхность, с конусной обоймой достигается плотное сжатие по углам шарнирных створок.
Клинья формы подвешены заплечиками своих верхних концов на торец обоймы и подвижно соединены с обой|мой посрейством штырей, пропущенных через долевые прорези в стенках обоймы и связанных попарно планками.
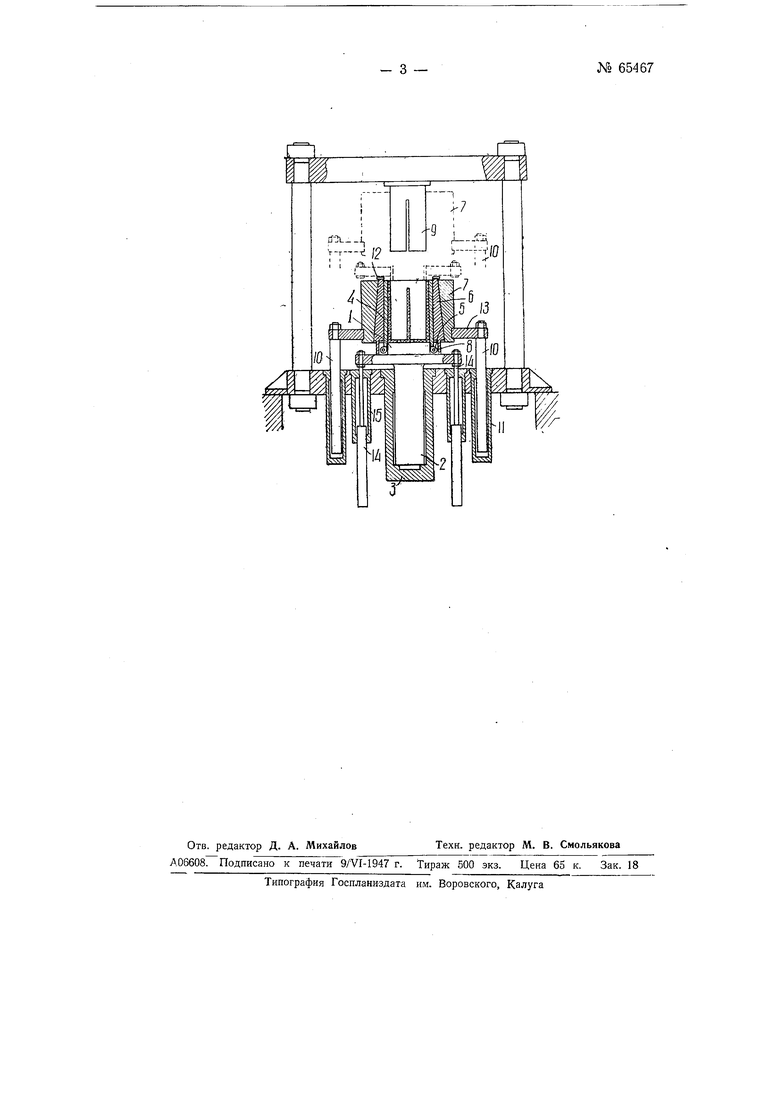
На чертеже представлена кинематическая схема гидравлической установки для прессования эбонитовых баков с помощью предлагаемой формы.
Форма, соответствующая наружной поверхности прессуемого бака, снабжена поддоном /, связанным с подвижной траверзой, и плунжером 2 главного цилиндра 5 пресса.
Створки формы 4 связаны с поддоном 1 шарнирами 5, на которых они могут откидываться в стороны в горизонтальное положение. Створки удерживаются в собранной форме четырьмя клиньями 6. На каждой створке имеется свой клин. Стороны клиньев, прилегающие к створкам, плоские, наружные же стенки образуют конус -с небольшими шелями между отдельными клиньями.
Клинья прижимаются к стенкам надевающейся на них обоймой 7. Угол конуса обоймы и клиньев сделан дрстаточно малым для того, чтобы клинья не могли, быть выжаты или обойма 7 приподнята из своего положения при рабочем давлении изнутри формы. Клинья имеющимися внизу упорами 8 опираются на поверхность поддона. Сердечник 9, оформляющий внутреннюю поверхность бака, укреплен неподвижно на верхней траверзе пресса.
До прессования -стоддон со створками 4 находится в нижнем положении, а обойма 7 с клиньями 6 поднята плунжерами 10 подъемных цилиндров 11 ,в крайнее верхнее положение. Клинья удерживаются на обойме верхними выступами 12. ПодъеМ| обоймы производится плунжерами через бугельное кольцо 13, входящее в кольцевую канавку на наружной поверхности обоймы и Связанное с плунжером JO. Створки 4 находящейся в нижнем положении формы) раскрываются на шарнирах 5. В форму закладывается эбонитовая смесь, после чего стенки поднимаются в вертикальное положение, а сверху спускается обойма 7 с клиньями 6. Дойдя своими упорами 8 до поддона «ли1нья останавливаются, а обойма продолжает опускаться дальще, прижимая их к створкам формы до полного соприкосновения створок в углах формы. Софанная таким образом форма с находящейся в ней эбонитовой смесью поднимается плунжером 2 и надвигается на сердечник 9. Вместе с формой увлекаются вверх И плунжеры 10. По окончании фор,мовки обойма 7 поднимается плунжерами 10 несколько аварх, освобождая клинья 6, и удерживается в этом положении. Поднятая форма вместе с отформованным баком должна быть снята с сердечника Я к которому бак в процессе затвердевания прилипает. Для съемки служат 14 цилиндров 15, стягивающие форму с Сердечника вместе с баком.
Створки опущенной формы раскрываются и бак легко вынимается.
Предмет изобретения
1.Форма для изготовления эбонитовых баков методом прессоваНИ1Я под давлением с откид еыми у поддона створками, смыкаемыми пирамидальной обоймой с внутренней конической поверхностью, взаимодействующей со створками, о тличающаяся тем, что для обеспечения плотного горизонтального смыкания створок по углам перед формованием прилегающие снаружи к створкам клинья 6 монтированы относительно несущей их обоймы 7 с иекоггорой/свободой в (направлении вертикальной оси формы.
2.Форма по п. 1, отличающаяся тем, что клинья 6 подвешены заплечиками своих верхних концов на торце пирамидальной обоймы 7.
3.Форма по п. 1, отличающаяся тем, что клинья 6 подвижно соединены с обоймой 7 посредством штырей, пропущенных через долевые прорезы в стенах обоймы и соединенных ползушкой, взаимодействующей со скошенными параллельно наклонным граням клиньев 6 направляющими обоймы 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная этажная прессформа-блок для литья под давлением резиновых изделий | 1938 |
|
SU58697A1 |
| Пресс для выдавливания литья под давлением резиновых смесей в формы | 1937 |
|
SU55392A1 |
| Устройство для шприцевания резины | 1938 |
|
SU55973A1 |
| Машина карусельного типа для формовки и вулканизации резиновой обуви | 1938 |
|
SU55853A1 |
| КРАН-МАНИПУЛЯТОР МЕТАЛЛОВОЗНЫЙ | 1998 |
|
RU2140367C1 |
| Установка для прессования изделий | 1988 |
|
SU1692844A1 |
| Приспособление для горячею брикетирования металлической стружки | 1937 |
|
SU52270A1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ БАНКНОТ | 2001 |
|
RU2275686C2 |
| Передвижная ветроэнергетическая установка контейнерного типа | 2024 |
|
RU2828812C1 |
| УСТРОЙСТВО ДЛЯ ГРУППИРОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2043269C1 |