Технология изготовления газонепроницаемых зплотнений между металлическими и диэлектрвческим и деталями является сложной и поэтому в значительной мере ограничивает круг применения безнасосных вакуумных приборов. Предложенный способ имеет целью упростить технологию изготовления уплотнений этого типа, сохраняя лри: этом их эксплуатационную надежность, для чего на диэлектрическую дета.ль наносят тонкий слой металла, который сопрягают с мягкой металлической прокладкой, припаянной к металлической детали, и осуихествляют спаивание указанного слоя с прокладкой, путем прижатия деталей друг к другу при повышенной температуре.
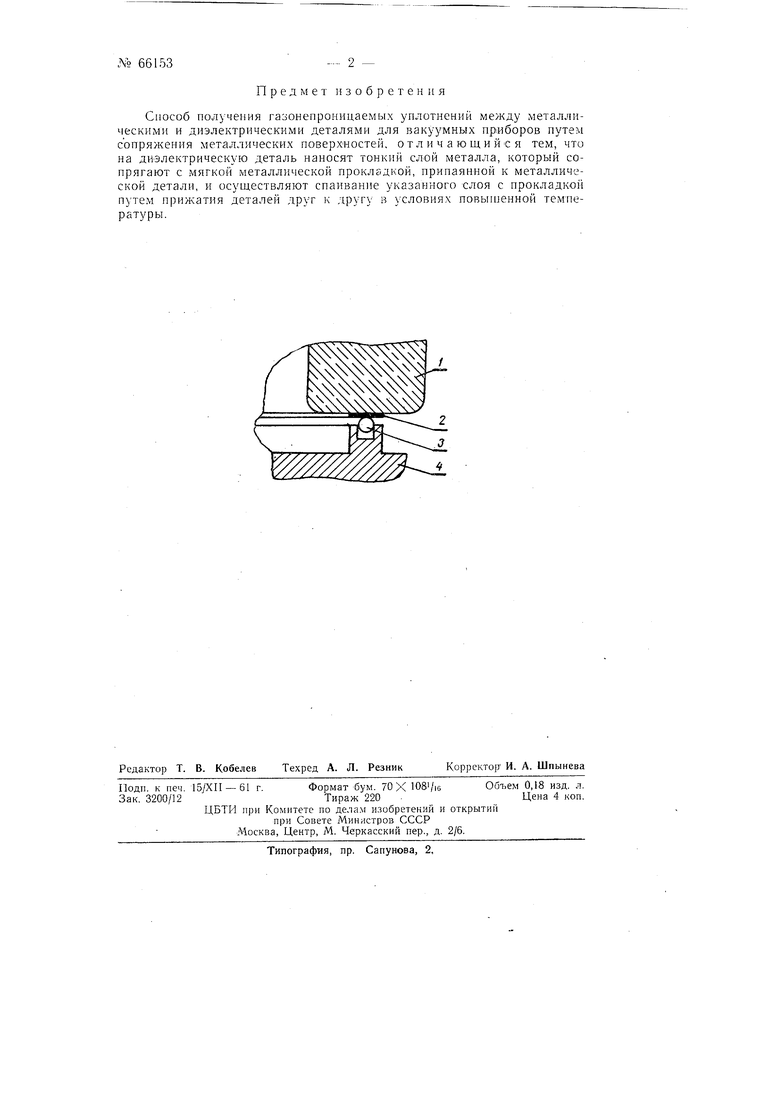
На чертеже изображена схема газонепроницаемого стыка между диэлектрнческой и металлической деталями вакуумного прибора, в )азрезе.
На торце изолятора / нанесен тонкий слой 2 металла, который сопрягается с мягкой металлической прокладкой-кольцом 3. Прокладка припаяна припоем к металлическому фланцу детали 4. Сильным нажимом фланца на изолятор прокладка сильно деформируется и плотно прилегает к пленке металла на изоляторе. При повышенной температуре, благодаря встречной диффузии одного металла в другой, прокладка 3 спаивается с пленкой 2, образуя газонепроницаемый шов. Спекание прокладки с пленкой происходит не сплавлением мета.члои, а путем взаимной диффузи1И между ни-ми.
В случае применения металлов, окисляющихся в открытой атмосфере, процесс спаивания следует вести или в среде нейтрального газа, или в вакууме.
Опыты показали, что наиболее подходящим металлом может служить серебро, которое даже при невысоких сравнительно температурах порядка 200-300°) и средних давлеииях (20-30 /сг/лг.иа) легко сращивается.
Слой 2 наносится на изолятор / любым способом металлизации, например, методом катодного распыления, методом восстановления металла из их соединений, применяемым в зеркальном производстве,
И т. п.
Предмет изобретения
Способ получения газонепроницаемых уилотнений между металлическими и диэлектрическими деталями для вакуумных приборов путем сопряжения металлических по-верхностей, отличающийся тем, что на диэлектрическую деталь наносят тонкий слой металла, который сопрягают с мягкой металлической прокладкой, припаянной к металлической детали, и осуществляют спаивание указанного слоя с прокладкой путем прижатия деталей друг к другу в условиях повыи енной температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения газонепроницаемого уплотнения | 1944 |
|
SU65370A1 |
| Способ уплотнения стыка металлических с диэлектрическими, в частности керамическими частями вакуумных приборов | 1945 |
|
SU68132A1 |
| Способ получения газонепроницаемого уплотнения | 1942 |
|
SU63857A1 |
| Способ испытания на непроницаемость сосудов | 1945 |
|
SU65859A1 |
| Ртутный электрический прибор | 1945 |
|
SU66852A1 |
| Ртутный электрический прибор | 1940 |
|
SU60344A1 |
| Газонепроницаемое сопряжение керамического цилиндра с металлической трубчатой арматурой | 1951 |
|
SU96953A1 |
| Способ получения газо-уплотненных вводов в металлические ртутные колбы с керамиковой изоляцией | 1949 |
|
SU87743A1 |
| Металлический ртутный выпрямитель | 1946 |
|
SU68241A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЯ ТОКОВВОДОВ С КОРПУСОМ ЭЛЕКТРОВАКУУМНОГО ПРИБОРА | 2010 |
|
RU2457189C1 |