(54) ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ СПЛАВАМИ
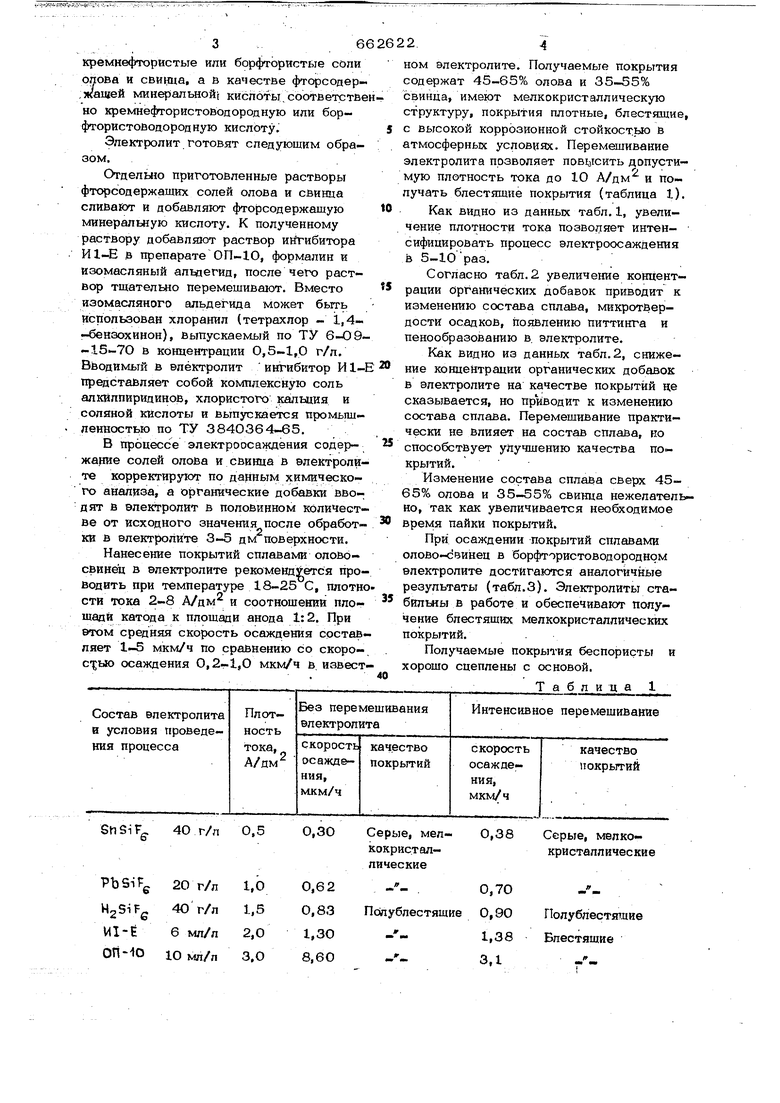
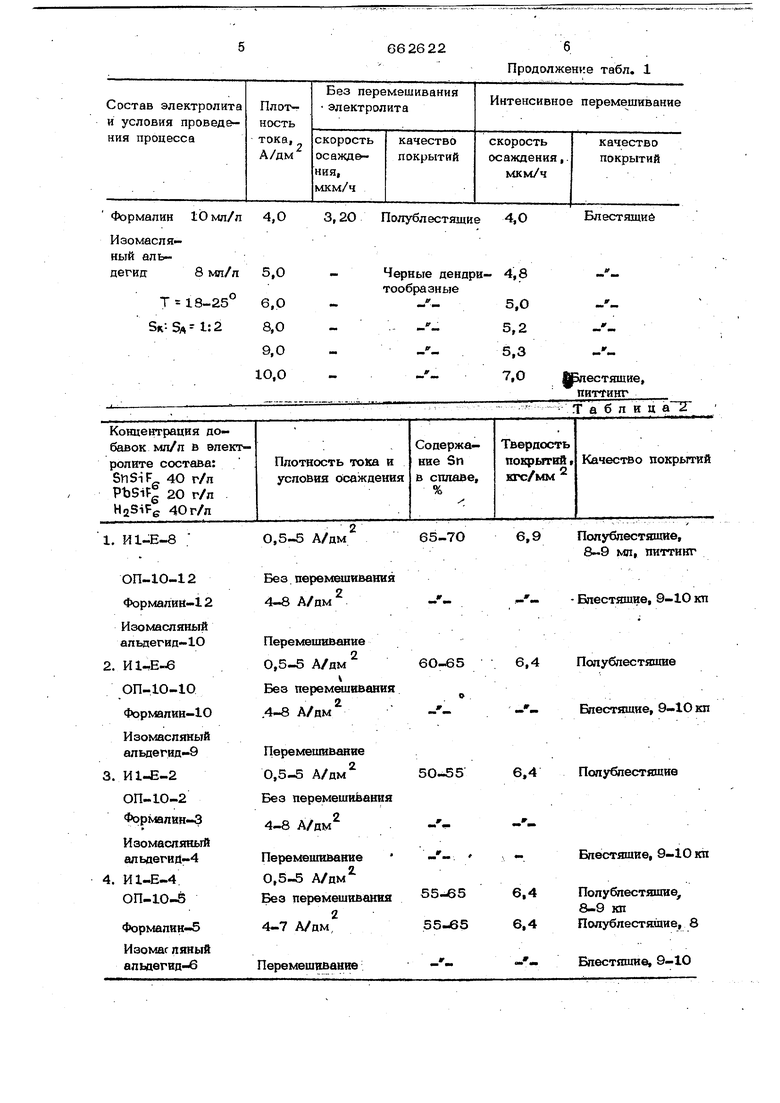
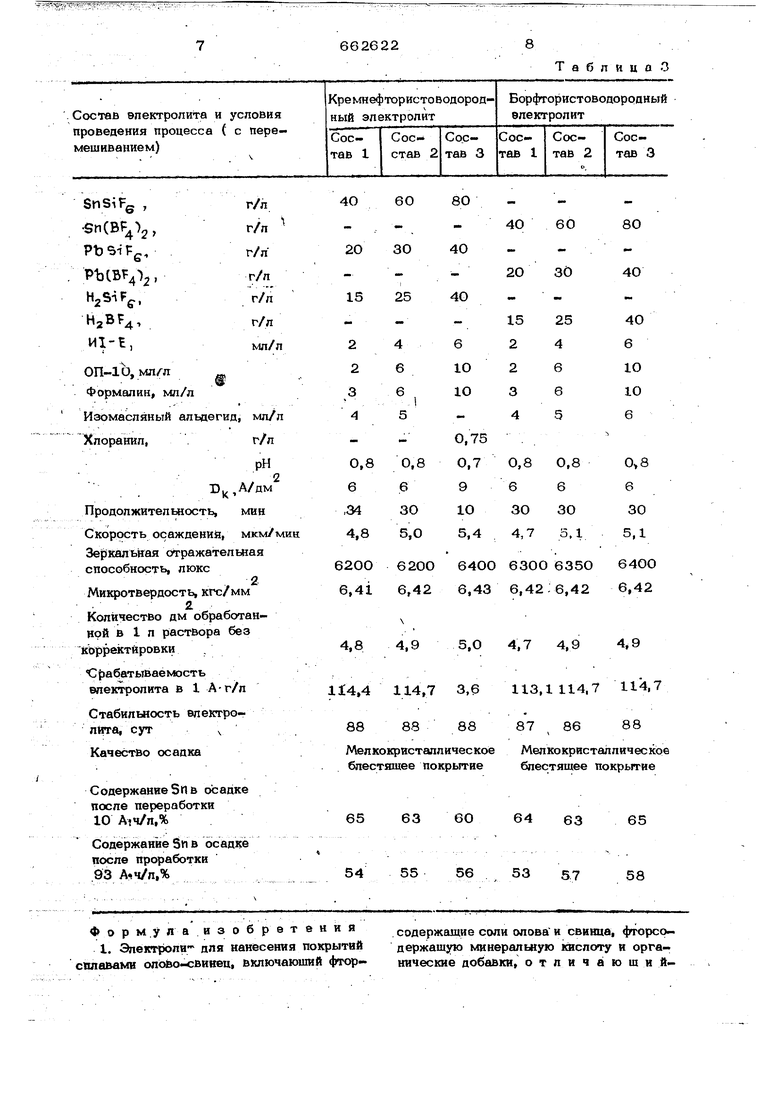
ОЛОВО-СВИНЕЦ 366 кремнефтористые или борфтористые сопи олова и свинца, а в качестве фторсодер:жащей минеральной киспоты соответстве но кремнефтористоВодородную или борфтористоводородную кислоту. Электролит готовят следующим образом. Отдельно приготовленные растворы фторсодержаших солей олова и свинца сливают и добавляют фторсодержашую минеральную кислоту. К полученному раствору добавляют раствор ийгибитора И 1-Е в препарате ОП-10, формалин и изомасляный альдегид, после чего раствор тщательно перемешивают. Вместо изомасляного альдегида может быть использован хлоранил (тетрахлор - 1,4-бензохинон), выпускаемый по ТУ 6-О9-15-7О в концентрации 0,5-1,О г/л. Вводимый в электролит ингибитор И 1-Е представляет собой комплексную соль алкилпиридинов, хлористого кальция и соляной кислоты и выпускается промышленностью по ТУ 3 84036 . В процессе электроосаждения содержание солей олова и свинца в электролите корректируют по данным химического анализа, а органические добавки вводят в электролит в половинном количестве от исходного значения после обработки в электролите 3-5 дм поверхности. Нанесение покрытий сплавами оловосвинец в электролите рекомендуется проводить при температуре 18-25 С, плотн сти тока 2-8 А/дм и соотношении плошадй катода к плошади анода 1:2. При этом средняя скорость осаждения состав ляет 1-5 мкм/ч по сравнению со скорос- ью осаждения 0,2-1,0 мкм/ч в извест 24 ом электролите. Получаемые покрытия одержат 45-65% олова и 35-55% винца, имеют мелкокристаллическую труктуру, покрытия плотные, блестяшие, высокой коррозионной стойкостью в тмосферных условиях. Перемешивание электролита позволяет пов1з1сить допустимую плотность тока до 10 А/дм и поучать блестяшие покрытия (таблица 1). Как видно из данных табл. 1, увеличение плотности тока позволяет интенсифицировать процесс электроосаждения в 5-10 раз. Согласно табл.2 увеличение концентрации органических добавок приводит к изменению состава сплава, микротвердости осадков, появлению питтинга и пенообразованию в. электролите. Как видно из данных табл.2, снижение концентрации органических добавок в электролите на качестве покрытий не сказывается, но приводит к изменению состава сплава. Перемешивание практически не влияет на состав сплава, но способствует улучшению качества покрытий. Изменение состава сплава сверх 4565% олова и 35-55% свинца нежелательно, так как увеличивается необходимое время пайки покрытий. При осаждении покрытий сплавами олово-свинец в борфтористоводородном электролите достигаются аналогичные результаты (табл.3). Электролиты стабильны в работе и обеспечивают попучение блестящих мелкокристаллических покрытий. Получаемые покрытия беспористы и хорошо сцеплены с основой. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Блескообразующая добавка | 1977 |
|
SU692915A1 |
| Кислый электролит для нанесения антифрикционного покрытия сплавом свинец-олово-медь | 2020 |
|
RU2739899C1 |
| КИСЛЫЙ ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ПОКРЫТИЙ СПЛАВОМ ОЛОВО - СВИНЕЦ | 1996 |
|
RU2094544C1 |
| Раствор для электрохимического осаждения сплава олово-свинец-кадмий | 1975 |
|
SU586204A1 |
| Способ приготовления борфтористоводородного электролита для осаждения покрытий сплавом олово-свинец | 1985 |
|
SU1373739A1 |
| КИСЛЫЙ ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ БЕЛСТЯЩИХ ПОКРЫТИЙ СПЛАВОМ ОЛОВО-СВИНЕЦ | 1996 |
|
RU2113555C1 |
| Электролит для осаждения покрытий сплавом олово-свинец | 1975 |
|
SU692917A1 |
| БЛЕСКООБРАЗУЮЩАЯ ДОБАВКА В КИСЛЫЕ ЭЛЕКТРОЛИТЫ ДЛЯ ОСАЖДЕНИЯ ПОКРЫТИЙ ОЛОВОМ И СПЛАВОМ ОЛОВО-СВИНЕЦ | 1992 |
|
RU2032774C1 |
| Электролит для нанесения толстослойных бронзовых покрытий | 1981 |
|
SU1043187A1 |
| Электролит для осаждения покрытий сплавом олово-свинец | 1983 |
|
SU1261975A1 |
0,30
40 г/л 0,5
20 г/л
0,62
1,0 1.5 4О г/л 0,83
6 мл/л 2,0 1,30 1О мл/п 8,60 3.0
0,38
Серые, мелкокристаллические
0,70
0,90
Полублестятдие 1,38 Блестящие 3,1
Формалин 10 мл/л 4,03,20 Полублестящие 4,О
Иэомасляный алы0,5-5 А/дм
, И1-Е-8 ;
ОП-10-12
Без перемешивания 4-8 А/дм Формалин 2
Изомасл5тый
Перемешивание альдегид-1О 0,5-5 А/дм
.
V
Без перемешивания ОП-Ю-Ш
2
.4-8 А/дм Формалин-Ю
Изомасляный
Перемешивание альдегид-9 0,5-5 А/дм
.И1-Е-2 on-10-2
Без перемешивания Формалин-З 4-8 А/дм
Изомасляный
Перемешивание альдегий-4
0,5-5 А/дм
.И1-Е-4 ОП-10-5
Без перемешивания
2 4-7 А/цм,
Формалин-б
Изомвс пяный альдегидПеремешивание
Продолжение табл. 1
Блестящие
2
6,9 Полублестяшие,
65-7О
8-9 мл, питтннг
Блестящие, 9-10 кп
2
6,4 Полублестяище
60-65
Бпестяшие, 9-10 кп
2
6,4Полублестящие
5О-55
-Блестшцие, 9-10 кп
6,4Полу блестящие,
8-9 кп 6,4Полублестягаие, 8
--Блестшцие, 9-10 . 2. Копйчество дм обработанной Bin раствора без 4,8 корректировки . Срабатываемость впектропита в 1 А-г/п 114,4 Стабильность влектролнта, сут Качество осадка Содержание Sn в осадке после переработки 10 А1Ч/л,% Содержание Sn в осадке после проработки 93 А .ч/л,%
Формулаизобретения
содержащие соли олова и свинца, фгорсодержащую минеральную гас лоту и органические добавки, отличающий4,95,0 4,7 4,9 114,7 3,6 113,1114.7 114,7 87 86 ристаллическое Мелкокристаллическое ее покрытиеблестящее покрытие 64 63 63 555653 5.7
с я тем, что, с цепью интенсификации процесса и поььпиеЕгая допустимых плот-. тока, в качестве органических ао бавок он содержит ингибитор И 1-Е (комплексная, сопь алкилпиридинов, хло ристого кальция и соляной кислоты),препарат ОП-1О (полнэтиленгликопевый вфир сложных алкилфенолов) i формалин и иэомаол51ный альдегид или хлоранил (тетрахпор-1,4-бензохинон) при слёдуюдцем соотношении компонентов, г/л. Фторсодержашая
соль олова40-80
Фторсодержашая соль свинца20-40
Фторсодержашая минеральная кислота15-4О Ингибитор И 1-Е3-7 Препарат ОП-1О2-8 Формалин3-1О Иаомасляный альдегид или хлоранил О,5-5,О.
Источники информации, принятые во внимание при экспертизе
I. Богорад Л. Я. и др. Покрытия металлов сплавами, ЦИНТИМАШ, М., 1962, с. 26-27.
