ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ПАЙКИ ПЕТУШКОВ
Заявлено 10 ноября 1944 rtauia в Наркомэлектропром за К 634 (335568). Опубликовано 31 мая 1946 г.
Надежность присоединения выводов обмотки якоря к ламелям имеет оущественяое влияние на качество электричеоких машин. Поэтому в общем ороцессе производства коллекторных машин операции пайки петушков уделяют весьма серьезное внимание. Ручной способ пайки, основанный на .применении бензинового или электрического паяльника, -чрезвычайно кропотлив и трудоемок, требует наличия Квалифицированиого паяльщика и в то же время не обеспечивает полной идентичности и долж)ното качества контактов. Из известных приспособлений наиболее примитивным является приспособление, с помощью которого якорь, будучи установлен иа специальную втулку, погружается в тигель с расплавленным припоем. Расплавление металла достигается паяльными лампами. Погружение в тигель осуществляется воздействием на рычаг. Хотя результаты пайки при помощи этого приспособления удовлетворительны, однако манипуляции рычагом утомляют рабочего, уплотнение плунжера ненадеж1но, и нарушаются КОЛЛЕКТОРОВ
Правила противопожарной безопасности.
Предлагалось также устройство для пайки петушков, основанное на принципе сообщающихся сосудов. Расплавление припоя в тигле осуществляется электрическими нагревателями. При опускании специального поплавка жидкий ирипой выжимается из тигля в плоскую ванну, где устанавливается коллектор. Однако наличие небольшого слоя припоя в плоской ванне с переменным его поступлением и спуском приводит к. интенсивному окислению припоя и образованию шлака на его поверхности.
Предлагаемая настоящим изобретением печь для пайки петушков коллекторов относится к устройствам последнего,типа, но отличается от них тем, что поплавок выполнен в виде цилиндра с двумя ко«дентрическими полостями. Внутренняя полость закрыта снизу и служит для помещения в ней вала коллектора, опирающегося на верхний торец по1плавка. Наружная кольцевая полость сообщается внизу с рабочим пространством печи, а вверху - с источником сжатого
воздуха. Благодаря такой конструкции поплавка вытесняемый шрлпой поднимается в кольцевом зазоре между поплавком и печью до уровня ирепления петушков.
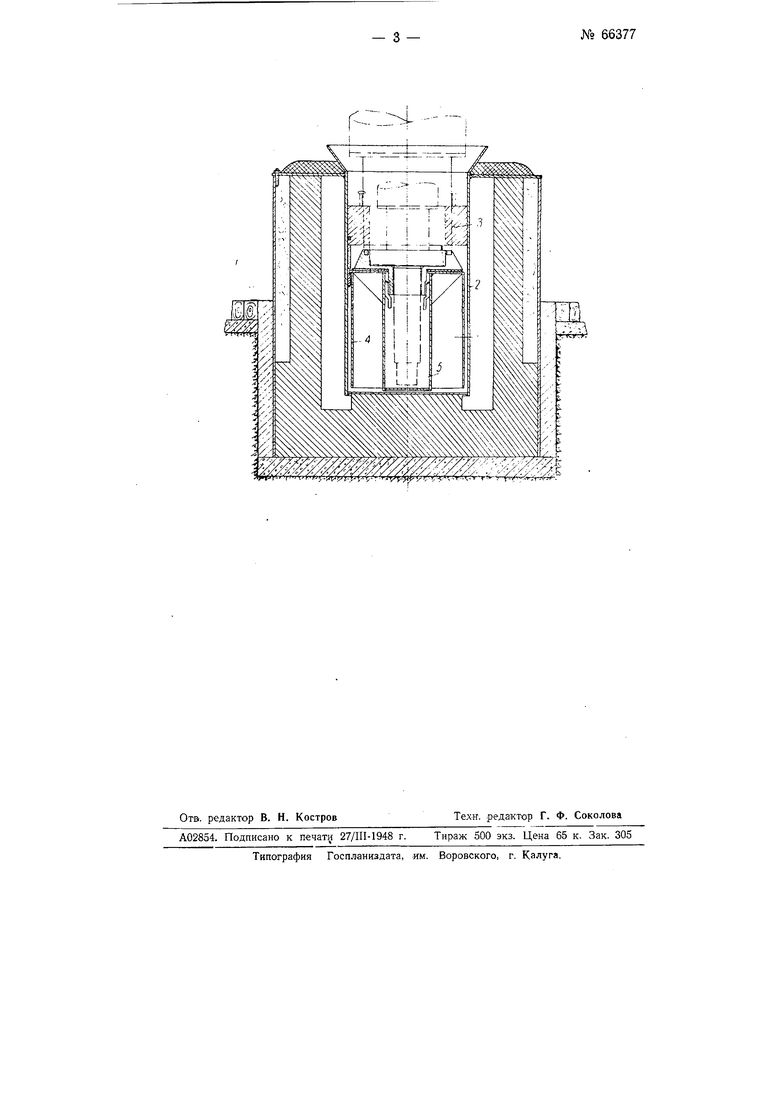
На чертеже изображена предлагаемая печь.
В тигле 2 тар«пой расплавляется электричеакиминагревателями:.
Подвесной поплавок 4 погружен в жидкий припой таким образом, что уровень последиего несколько яе доходит до верхней установочной поверхности потлавка. Поплавок имеет две ковцентрических полости 5 и /. Внутре(нняя полость 5 служит для помещения вала коллектора, а внешняя полость 7 - для подъема жидкого .припоя в тигле 2. Сжатый воздух из обше. заводской магистрали подводится к ванне и по тонкой трубе поступает по|д поплавок. Выжимая жидкий припой, Сжатый воздух подымает зеркало его до требуемой вЫсотЫ, т. е. до уровня креиления петушков. В этом положении припой выдерживается некоторое время, чтобы nporpieTb коллектор.
Подъем припоя выше допускаемого уровня предот1враш,автся выходной трубой, которая приварена к нижней части поплаэка. Сжатый воздух, опустившись под иоплавком и дойдя до выхлопной трубы, вырывается в атмосферу и этим прекращает дальн-ейщий подъем припоя.
При пайке роторов малых размеров в ванну вводится алюминиевое кольцо 3, приклепляемое к стенкам ванны.
Предмет изобретения
Вертикальная печь для пайки петушков коллекторов с поплавком для вытеснения расплавленного припоя к месту пайки, отличающаяся тем. что поплавок выполнен в виде цилиндра с двумя концентрическими полостями, из которых Внутреня яя 5 закрыта снизу и служит для помещения в ней вала коллектора, опирающегося на верхний торец поплавка, а наружная кольцевая полость / сообщается внизу с рабочим пространством печи, а вверху - с источником сжатого воздуха, с целью вытеонения припоя и поднятия его в кольцевом зазоре между поплавко м и печью до уро/вня крепления петушков.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения припоя погружением в расплавленный припой | 1980 |
|
SU948567A1 |
| Способ соединения обмотки якоря электрической машины с коллектором | 1986 |
|
SU1365206A1 |
| ВАННА ДЛЯ ПАЙКИ ИЗДЕЛИЙ | 1969 |
|
SU244862A1 |
| УСТАНОВКА ДЛЯ ПАЙКИ | 1956 |
|
SU112950A1 |
| Припой для пайки чугуна | 1987 |
|
SU1461609A1 |
| Установка для пайки обмотки к коллектору электрических машин | 1980 |
|
SU1083271A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ | 2005 |
|
RU2302932C2 |
| Способ горячего изостатического прессования изделий из порошковых материалов | 1977 |
|
SU1060097A3 |
| УСТАНОВКА ДЛЯ ПАЙКИ ПОГРУЖЕНИЕМ, ПРЕИМУЩЕСТВЕННО, КОНЦОВ ЯКОРНОЙ ОБМОТКИ К КОЛЛЕКТОРАМ ЭЛЕКТРИЧЕСКИХ МАШИН | 1968 |
|
SU213550A1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |