Изобретение с тносится к области ч пайки, в частности к устройствам для нанесения припоя обмоток электрических машин.
Известна вертикальная печь для пайки петушков коллекторов методом погружения в расплавленный припой, содержащая кольцевой тигель (ванну) с электронагревателями, опорное приспособление (подвесной поплавок) ,-, выполненное в виде двух концентрично установленных цилиндров, образующих полости, заполненные припоем СИ.
Наличие опорного триспособления, выполненного в виде цилиндра с двумя концентрическими полостями, способствует интенсивному растворению приспособления, насыщению припоя посторонними примесями в связи с большой площадью контакта между расплавленным припоем и опорным приспособлением.
Наиболее близкой к. изобретению по технической сущности является установка для пайки погружением преимущественно концов якорной обмотки к коллекторам электрических машин, содержгицая станину, на которой смонтированы кольцевой тигель с электронагревателем и приспособлением для размещения деталей tl- Недостатком известной установки является ненадежность и недолговечность работы приспособления для размещения деталей в условиях работы с высокотемпературными припоями (600ЮОС С), Кроме того, ввиду неподвижного положения приспособления в процессе нанесеиия1 припоя происходит периодическое образование замыкающих
10 мостиков между соседними проводами при удалении якоря из припоя.
Цель изобретения - повышение качества нанесения припоя, увеличение надежности и срока службы приспособ15ления при работе с высокотемпературными припоями.
Цель достигается Тем, что устройство для нанесения припоя погружением в расплавленный припой преимуще20ственно концов якорной обмотки электрических машин, содержащее- станину, на которой смонтированы кольцевой тигель с электронагревателем и приспособление для размещения деталей,
25 снабжено камерой охлаждения, расположенной под тиглем, а приспособление для размещения деталей уставов- . лено с возможностью вращения и перемещения по оси кольцевого тигля и
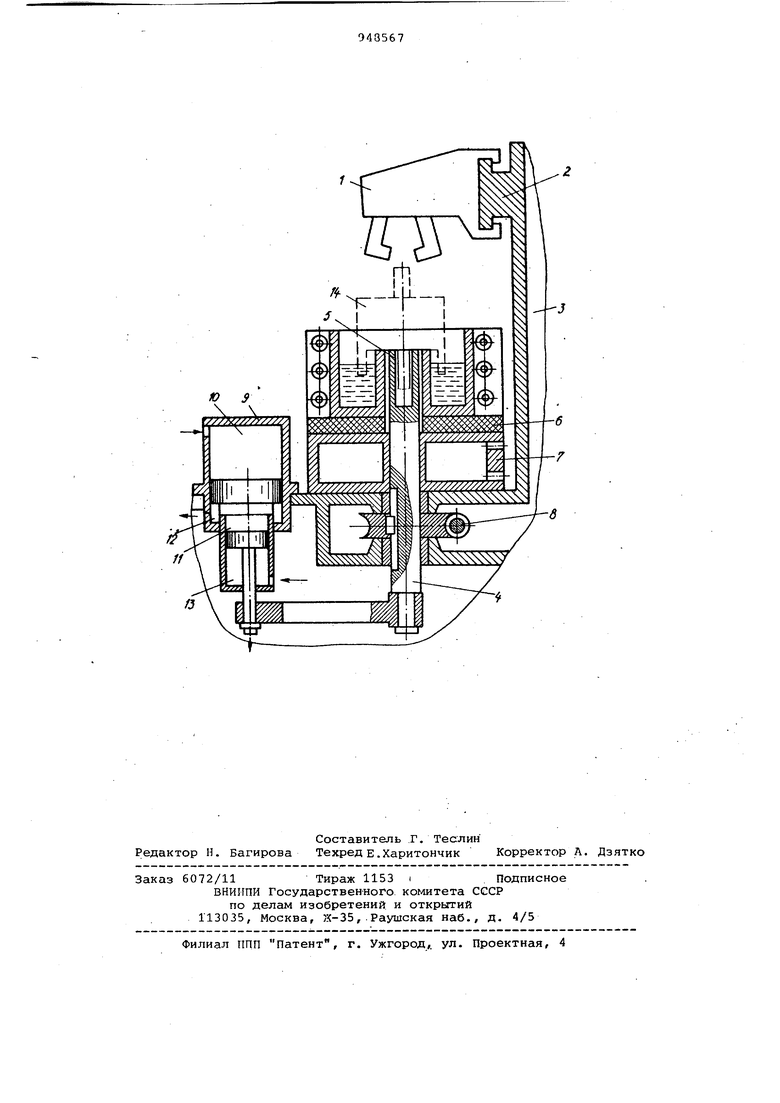
30 Кс1меры охлаждения. На чертеже показано устройство для нанесения припоя, поперечный ра рез. Устройство для нанесения припоя держит автооператор 1, станину 2, кольцевой тигель 3, приспособление 4 с рабочей частью 5, теплоизолирую щий элемент 6, камеру 7 охлаждения Приспособления, привод 8 вращения, телескопический привод 9 приспособл ния с верхними полостями 10 и 11 и нижними 12 и 13. Устройство для нанесения припоя работает следующим образом. В исходном положении давление j, например, воздуха подается в верхни полости 10 и 11 телескопического пр вода 9, при этом приспособление 4 займет крайнее нижнее положение, а его рабочая часть 5, окажется в зоне камеры 7 охлаждения. Когда автоопеpaтор 1 подает очередной якорь 14 на позицию нанесения припоя, давление подается в нижние полости 12 и 1 телескопического привода 9, приспособление 4 занимает крайнее верхнее положение, производится загрузка якоря 14 в приспособление. При подаче давления в верхнюю полость 10 наружного цилиндра и нижнюю полость 13 внутреннего цилиндра телескопического привода 9 приспособление 4 вводит якорь в тигель 3 с расплав ленным припоем, одновременно привод вращения 8 сообщает вращательное движение приспособлению 4 и якорю 1 По окончании-нанесения припоя на концы якорной обмотки подается давление в нижние полости 12 и 13 теле скопического привода 9. Приспособле ние 4 выводит якорь 14 из тигля 3, производится загрузка автооператора 1. Автооператор перемещает якорь на последующие технологические операции. Давление вновь подается в верхние полости 10 и 11 телескопического привода, приспособление зан мает исходное положение. Постоянное нахождение приспособления 4 в камере 7 охлаждения препятствует его нагреву и обеспечивае надежность работы подвижных элементов конструкции. Время загрузки и разгрузки автооператора якорями и транспортировки их по другим технологическим операциям, которое рабочая часть 5 приспособления находится в камере охлаждения, значительно больше времени нахождения рабочей ча:сти приспособления в тигле, когда наносится припой на якорь, что обеспечивает эффективное охлаждение рабочей части 5 приспособления, а следовательно, продление срока его службы.- Вращение якоря в процессе нанесения припоя и его выемки препятствует образованию щлаковой пленки на зеркале припоя, способствует стеканию лишнего припоя, а следовательно, повышает качество покрытия концов якорной обмотки и устраняет образование замыкающих мостиков между.соседними проводами обмотки. Предлагаемое устройство позволит увеличить срок службы и надежность работы подвижных элементов конструкции , подвергающихся температурным воздействиям, за счет охлаждения приспособления, а также улучшить качество нанесения припоя за счет вращения приспособления с обрабатываемым якорем. Применение устройства для нанесения высокотемпературных npjinoeB позволит перейти к более прогрессивному способу пайки якорной обмотки к коллектору, обеспечивающему получение высокопрочных соединений с высокий температурой распая. Формула изобретения Устройство для нанесения.припоя погружением в расплавленный припой преимущественно концов якорной обмотки электрических машин, содержащее станину, на которой смонтированы кольцевой тигель с электронагревателем и приспособление для размещения деталей, отличающееся тем, что, с целью повышения качества нанесения припоя, увеличения надежности и срока службы приспособления при работе с высокотемпературными припоями, оно снабжено камерой охлаждения, расположенной под тиглем, а приспособление для размещения деталей установлено с возможностью вращения и перемещения по оси кольцевого тигля и камеры охлаждения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 66377, кл. В 23 К 3/00, 1946. 2.Авторское свидетельство СССР № 213550, кл. В 23 К 3/06, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой пайки | 1981 |
|
SU1092846A1 |
| Вертикальная печь для пайки петушков коллекторов | 1944 |
|
SU66377A1 |
| УСТАНОВКА ДЛЯ ПАЙКИ ПОГРУЖЕНИЕМ, ПРЕИМУЩЕСТВЕННО, КОНЦОВ ЯКОРНОЙ ОБМОТКИ К КОЛЛЕКТОРАМ ЭЛЕКТРИЧЕСКИХ МАШИН | 1968 |
|
SU213550A1 |
| Устройство для нанесения паяльной жидкости | 1985 |
|
SU1294519A1 |
| Ванна для пайки | 1977 |
|
SU629026A1 |
| Устройство для лужения и пайки волной припоя | 1982 |
|
SU1261761A1 |
| Способ пайки волноводных устройств сложной конфигурации из алюминиевых сплавов | 2018 |
|
RU2691433C1 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ | 2005 |
|
RU2302932C2 |
| БЫСТРОЗАКАЛЕННЫЙ ПРИПОЙ ИЗ СПЛАВА НА ОСНОВЕ ТИТАНА-ЦИРКОНИЯ | 2013 |
|
RU2517096C1 |