(54) НАДУВНОЙ ПУСТОТООБРАЗОВАТЕЛЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Надувной пустотообразователь | 1978 |
|
SU764983A1 |
| Надувной пустотообразователь | 1979 |
|
SU866085A1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| УЗЛОВОЕ СОПРЯЖЕНИЕ КОЛОННЫ С МОНОЛИТНЫМ ПЕРЕКРЫТИЕМ | 2012 |
|
RU2547035C2 |
| Железобетонный полый стержневой элемент, способ изготовления железобетонных полых стержневых элементов и установка для его осуществления | 1989 |
|
SU1709046A1 |
| Пустотообразователь для изготовления железобетонных изделий | 1982 |
|
SU1096362A1 |
| Надувной пустотообразователь | 1987 |
|
SU1512774A2 |
| КАССЕТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТНЫХ КОНСТРУКЦИЙ | 1994 |
|
RU2106247C1 |
| Надувной пустотообразователь | 1980 |
|
SU910414A1 |

1
Изобретение относится к строительному производству, а именно к пневмоопалубкам, в полости которых создается избыточное давление и которые используются для образования пустот с плоскими гранями в предварительно напряженных железобетонных конструкциях или любых других конструкциях из затвердевающего после формования материала.
Известен надувной пустотообразо-, ватель, образованный из двух круглых пневмокамер, помещенных вплотную друг к другу в наружную силовую оболочку, либо скрепленных между собой пневмокамерами, заключенных в защитную оболочку.
Он позволяет получать отверстия овального или квадратного профиля , l
Недостаток-этого решения - ограниченность форм и размеров пустот, приблизительность прямолинейных участков, трудность создания избыточного давления и указание значительны усилий в наружной оболочке.
Наиболее близким к предложенному изобретению является надувной пустотообразователь, включаяэщглй наружную антиадгезионную оболочку и внутреннюю пневмооболочку, жесткие элементы и фиксирующие анкеры 2.
Недостатком такого пустотообразователя является необходимость в высокой точности соответствия наружной оболочки с проектными размерами отверстия, создания значительных усилий в наружной силовой оболочке, возможность заклинивания надувного пус0тотообразовател при аварийном отключении компрессора из-за возможных заплывов бетонной смеси в местах сопряжений жестких элементов.
Цель настоящего изобретения - улуч5шение технологичности изготовления и повышения надежности в эксплуатации пустотообразователя.
Указанная цель достигается тем, что жесткие элементы соединены между
0 собой шарнирно, по крайней мере, попарно, причем жесткие элементы краями, не соединенными между собой, расположены в рабочем положении со взаимным перехлестом.
5
Такое выполнение надувого пустотообразователя обеспечивает получение пустот стабильных размеров, а также повышение нгщежности пустотообразования при кратковременном отключении
подачи сжатой среды, однородной структуры материала изделия, а при аварийной ситуации исключается возможность заклинивания надувного пус тотообразователя от заплыва формуемой смеси на участках, состоящих только из оболочек,
Соединение жестких элементов в несколько каркасов упрощает монтаж и ремонт пустотообразователя, а при его эксплуатации обеспечивает напряЖенре анкерных элементов.
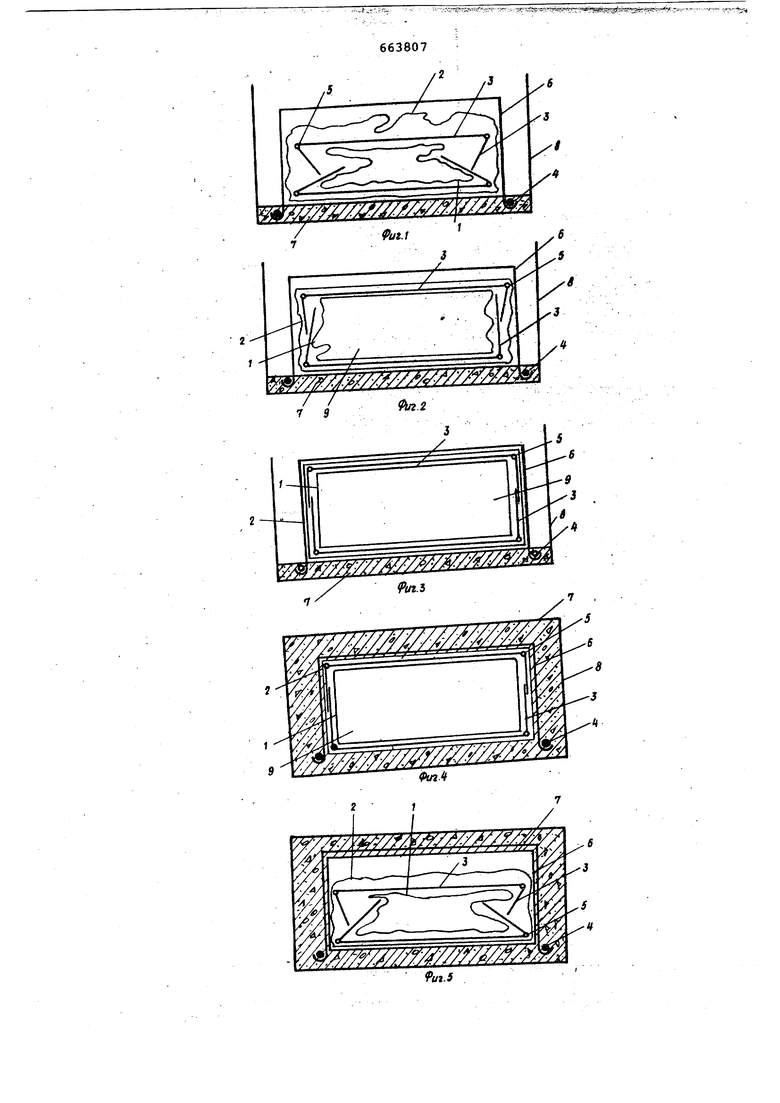
На фиг. 1 изображено поперечное сечение надувного пустотообразователя, приготовленного к бетонированию с установленными анкерами и забетонированной нижней полкой; на фиг. 2 то же в начальной стадии подачи давления в пневмооболочку; на фиг. 3 то же при надувном пустотообразоватёле, приведенном в рабочее положение; на фиг. 4 - то же при полностью забетонированном сечении; на фиг.5то же при снятии внутреннего дaвлeния; на фиг. 6,7 - некоторые формы поперечных сечений, образуемые надувными пустотообразователями; на фиг. 8,9 - последовательность изготовления изделий с узким отверстием. Надувной пустотообразоватёль состоит из пневмооболочки- 1, антиадгезионной оболочки 2, жестких элементов 3 пустотообразователя, предварительно напряженной арматуры 4, петлевых шарниров 5, фигурных анкерных элементов 6, изделия 7, 8 и среды сжатого воздуха 9.
Надувной пустотообразоватёль собирается следующим образом.
Жесткие элементы 3 при помощи петлевых шарниров 5 соединяются, по краней мере, попарно. На нижний горизонтальный жёсткий элемент 3 с разложенными Подсоединенными жесткими элементами 3 укладывается пневмооболочка 1, после чего ранее разложенные жесткие элементы 3 поворотом вокруг петлевых шарниров 5 укладываются на пневмооболочку 1. Сверху укладывается со сложенными жесткими элементами 3 верхний горизонтальный жесткий элемент 3 и полученный таким образом кйМплект свободно вдигается в антиадгезионную оболочку 2, размер которой значительно больше размера пневмооболочки . Надувной пустотообразоватёль готов к использованию.
Ай-кёра б изготовляются из арматурной сталиli Высота ветвей фигурных анкеров 6 должна соответствовать расстоянию от нижней грани предварительно напряженной арматуры 4 до низс1 верхней полки бетонируемого элемента Крюки по концам анкеров б должны соответствовать диаметру предварительно напряженной арматуры 4.
Работа надувного пустотообразователя осуществляется следующим образом.
В форму 8 устанавливают и натягивают на упоры нижнюю напряженную арматуру 4, а также напряженную арматуру нижней полки и фигурные анкерные элементы б. При широком отверстии (фиг.1-5) бетон в изделие 7 уклады- вается на толщину нижней полки и на него устанавливают собранный пусто0тообразов.атель, после чего в полость пневмооболочки 1 подают сжатый воздух 9.
Пневмооболочка 1 распирает боковые жесткие элементы 3 и поднимает
5 верхние жесткие элемент л 3, поднимаясь и поворачиваясь на петлевых шарнирах 5, плотно прилегают к фигурным анкерным элементам б и напрягают их. При этом жесткие элементы 3
Q строго фиксируются в рабочем положении - петлевые шарниры 5. располагаются в местах переломов фигурных анкерных элементов б, а несоединенные края жестких элементов 3 прижимаются к ветвям анкеров 6. После этого устанавливгиот остальную арматуру и бетонируют изделие на полную высоту.
Демонтаж надувного пустотообразователя происходит следующим образом. После набора изделием 7 требуемой
0 прочности из пневмооболочки 1 выпускают сжатую .среду 9. Жесткие элементы 3 при легком нажиме принимают исходное положение, а антиадгезионная оболочка 2 отлипает от поверхности
5 бетона 7. Пустотообразоватёль извлекают через торец забетонированного изделия. Он готов к повторному применению.
Формула изобретения
f. жесткие элементы и фиксирующие анкеры, отличающимися тем, что, с целью улучшения технологичности изготовления и повышения надежности в эксплуатации, жесткие элементы соединены между собой шарнирно, по крайней мере, попарно.
Источники информации, принятые во внимание при экспертизе
ftf.5
Фи2.7
/
.8
U2.9
