Изобретение относится к технологии производства изделий сборного железобетона и может быть использовано при непре- рывном формовании длинномерных железобетонных изделий с пустотами.
Известен способ непрерывного формования длинномерных бетонных изделий с пустотами, включающий установку опалубки, арматурного каркаса с закреплением продольных стержней на торцовой раме, ус-- тановку формующего агрегата с бункером и вибросердечником, подачу бетонной смеси, уплотнение вибрированием с сохранением статического давления столба бетонной смеси в бункере при перемещении стенок
опалубки и сердечника и последующую тепловую обработку.
Известный способ содержит дополнительные операции по армированию формуемого изделия, что усложняет способ и снижает производительность.
Известна установка для формования длинномерных пустотелых изделий из бетонной смеси, включающая горизонтально- подвижную раму с катками и продольными бортами, между которыми параллельно продольной оси размещен секционный пусто- тообразователь с вибровозбудителем в первой секции, которая отделена виброизолирующей прокладкой от секции-успокоитеvj
CJ
сл о
hO
ля, поддон, виброформующий бункер, заглаживающая плита, устройство для анкеров ки арматуры.
Известное техническое решение содержит возможность заклинивания пустотооб- разователя при передвижении, а также повышает трудоемкость очистки из-за сцепления бетона с металлом.
Цель изобретения - упрощение технологии, повышение производительности пу- тем совмещения армирования с укладкой бетонной смеси.
Способ непрерывного формования включает установку опалубки, арматурного каркаса с закреплением продольных стерж- ней на торцовой раме, установку формующего агрегата с бункером и вибросердечником, подачу бетонной смеси, уплотнение вибрированием с сохранением статического давления столба бетонной смеси в бункере при перемещении стенок опалубки и сердечника и последующую тепловую обработку, при этом продольные стержни арматурного каркаса закрепляют на торцовой рамке, площадь которой соответствует площади конечного сечения изделия, при уплотнении бетонной смеси производят подачу арматурного каркаса посредством перемещения торцовой рамки со скоростью, оавной скорости формования, причем перемещение торцовой рамки заканчивают после тепловой обработки, затем торцовую рамку отделяют от арматуры.
Способ осуществляют следующим образом.
Наружную опалубку отводят порталом в начальное положение на расстояние, соответствующее выходу подвижной секции сердечника-пустотообразователя из наружной опалубки. Портал отводят назад на рас- стояние, обеспечивающее доступ к сердечнику. Производят укладку нижней и боковой арматуры и анкеровку ее со скользящей торцовой рамкой портала укладывают верхнюю арматуру и анкеруют ее с верхней стенкой торцовой рамки портала.
Портал подают к наружной опалубке, перекрывают щель - соответствующую сечению торцовой рамки портала и сечению формуемого изделия.
Подают из бункера бетонную смесь в формующую полость и включают вибратор формующей секции сердечника - пустото- образователя.
После уплотнения и образования све- жеотформованного изделия в формующей полости включают портал в работу, который первоначально движется синхронно с наружной рамой. Совместное движение соответствует времени схватывания уплотненной
части формуемого изделия. Передвижение опалубки совместно с порталом ограничено упором. Дальнейшее перемещение портала с торцовой рамкой обеспечивает непрерывное перемещение формуемого изделия с арматурой и подачу арматуры в зону формования.
Формуют изделия заданной длины, для разделения в зону формования вводят с арматурой деревянную разделительную рамку, соответствующую сечению изделия.
Движение портала осуществляют до полного схода изделия с наружной опалубки. Выдержка свежеотформованных изделий при перемещении, обеспечивает их распалубочную прочность и возможно проведение тепловой обработки. По окончании перёме.щения портала отделяют арматуру от скользящей торцовой рамы и извлекают готовое изделие. Торцовую рамку с порталом возвращают в зону формования.
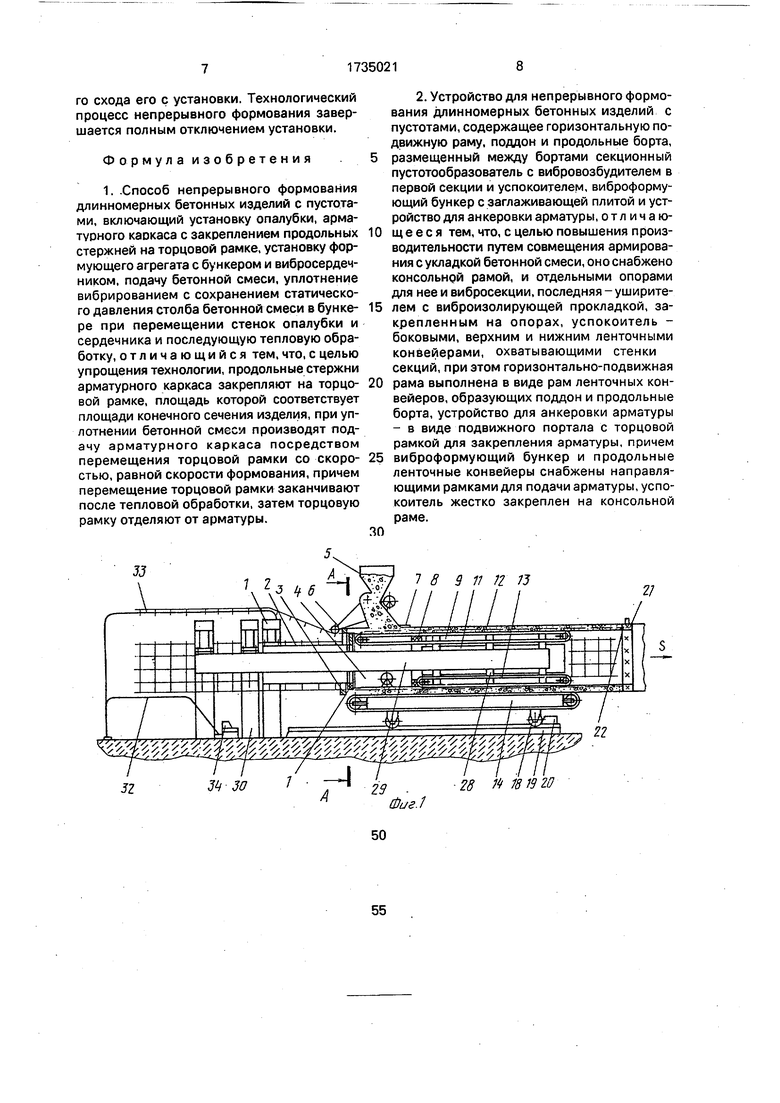
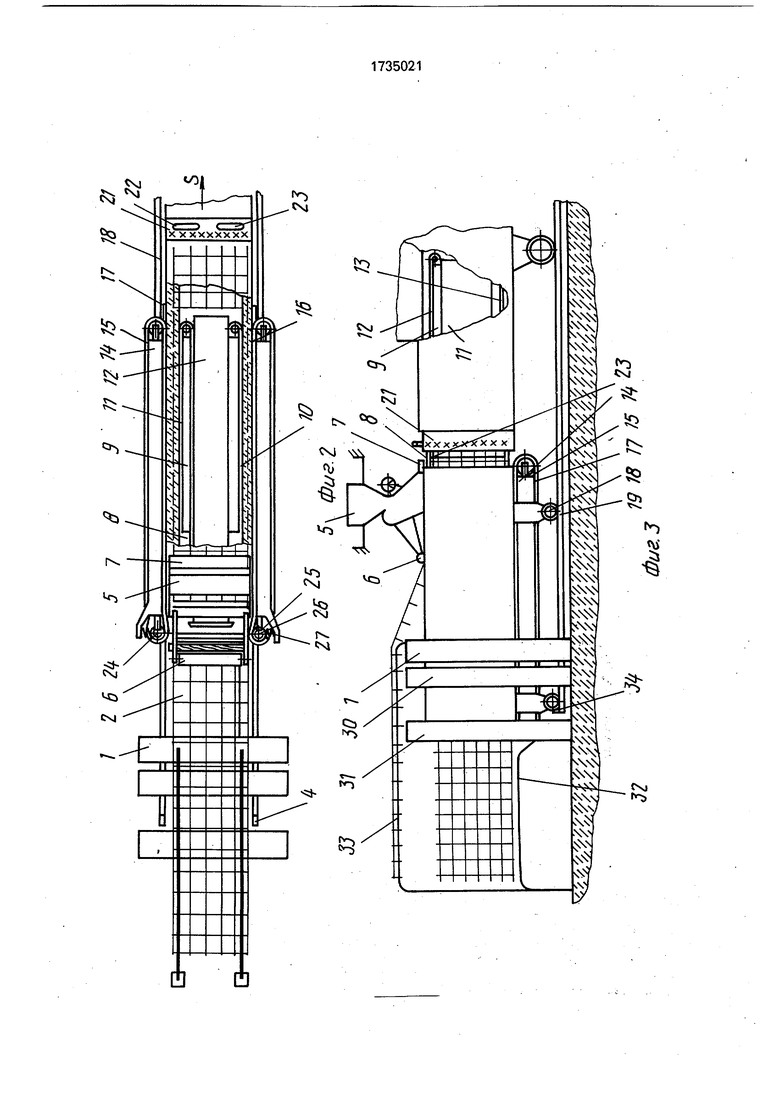
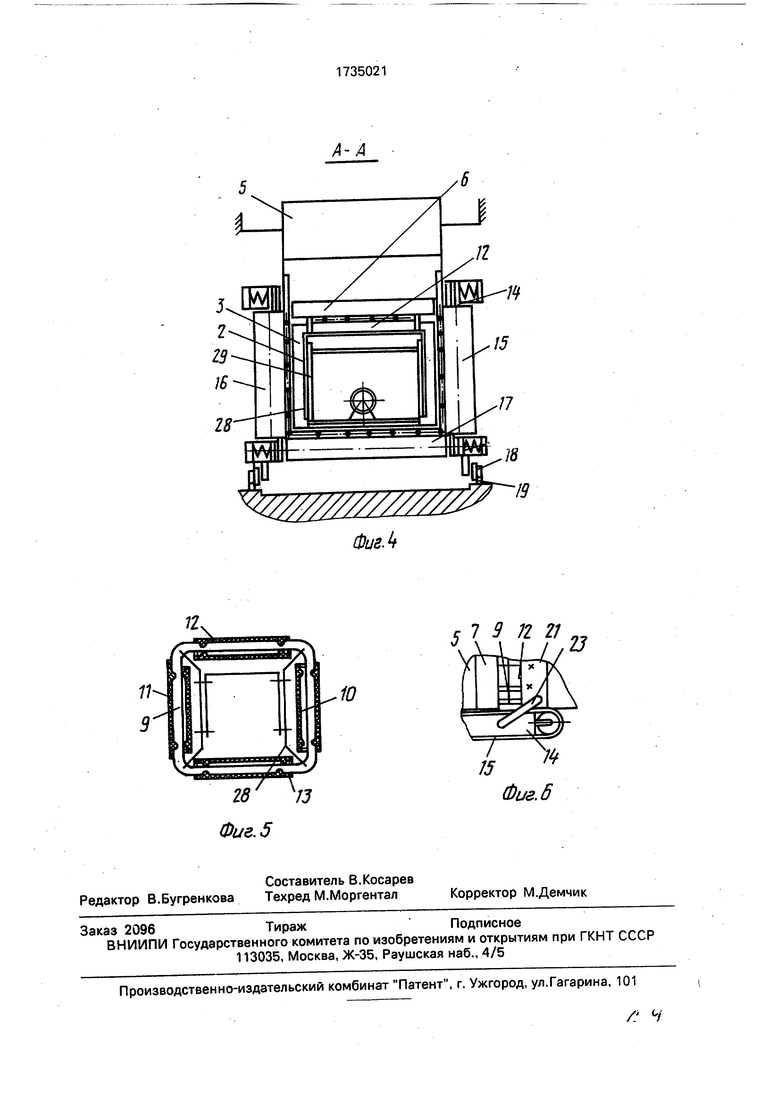
На фиг. 1 представлена конструктивная схема установки, профиль; на фиг.2 - то же, план ; на фиг.З - конструктивная схема установки при операции анкеровки арматуры; на фиг.4 - разрез А-А на фиг.1; на фиг,5 - пустотообразователь, разрез; на фиг.6 - сцепление скользящей торцовой анкерной рамы с горизонтально-подвижной рамой.
Установка состоит из пустотообразова- теля, включающего опору 1, жестко соединенную звеном 2 с виброизолирующей прокладкой с уширителем 3 вибросекции 4, над которой стационарно размещен виброформующий бункер 5 с направляющими роликом б и заглаживающей плитой 7. Вибросекция 4 отделена виброизолирующей прокладкой 8 от успокоителя 9, оснащенного боковыми продольными ленточными конвейерами 10 и 11, верхним ленточным конвейером 12 и нижним 13. Пустотообразователь помещен в полость горизонтально-подвижной рамы 14, которая.оснащена продольными ленточными конвейерами 15 и 16 и горизонтальным ленточным конвейерным поддоном 17. Горизонтально-подвижная рама катками 18 опирается на направляющие 19 с ограничителями 20 хода. Пустотообразователь может проходить в окне скользящей торцовой анкерной рамы 21 со скалками 22 и 23. В головной части горизонтально-подвижной рамы направляющие ролики 24 и 25 боковых ленточных конвейеров подпружинены пружинами 25 и 27. Несущей основой успокоителя 9 с крепежными кронштейнами 28 является консольная балка 29, жестко соединенная с опорами 30 и 31 с жесткой посадкой на фундамент, Между опорами установлена направляющая 32, а над ней - направляющая 33. Ограничение хода горизонтально-подвижной рамы осуществляется ограничителями 34, Конвейерные ленты пустотообразователя оснащены уплотняющими эластичными продольными поясами.
Установка работает следующим образом.
Включается в работу принудительно- расходный виброформующий бункер 5 и бетонная смесь подается в зону формования с вибросекцией 4 и уширителем 3. Включается в работу участок формования и под действием вибрации бетонная смесь заполняет промежуток между вибросекцией 9 и наружными продольными ленточными конвейерами 15 и 16, ленточно-конвейерным поддоном 17 и скользящей торцовой анкерной рамой 21. Бетонная смесь из бункера поступает на верхний ленточный конвейер 12, который охватывает верхнюю стенку вибросекции 4. Под действием вибрации принудительно-расходного виброформую- щего бункера 5 заглаживающая плита 7 формует на ленточном конвейере 12 пустотообразователя верхнюю стенку полуфабриката. С проформовкой бетонной смеси в формовочной зоне скользящая торцовая анкерная рама 21 силовым поталом переводится на шаг продольного хода. Совместно со скользящей торцовой анкерной рамой 21 перемещается на опорных катках 18 по направляющим 19 горизонтально-подвижная рама 14. Одновременно контурный ушири- тель 3 и направляющий ролик 6 центрируют укладку арматурных секций в участке зоны формования. Непрерывность формования обеспечивается непрерывным стягиванием арматурной основой свежеотформованной части полуфабриката на успокоитель 9.
Под действием сцепления-бетонной смеси с рабочими поверхностями лент конвейеров 10-13, успокоителя 9 и внутренних стенок окна скользящей торцовой анкерной рамы 21 ленты приводятся в движение. Осуществляется перенос частей свежеотформованного армированного полуфабриката по конвейеру, чем предотвращается вредное влияние на изделие сил сцепления бетонной смеси с контактирующим материалом. Скорость волочения частей свежеотформованного полуфабриката выбирается из условия получения монолитности стенок формуемого полуфабриката. Формированию профиля полуфабриката способствует крепление на отдельной консольной балке 29 успокоителя 9, сводящее к минимуму передачу вибрации на уже отформованный полуфабрикат. Одновременно движущаяся арматурная основа постоянно увлекает бетонную смесь от входных арматурных щелей между уширитеяем 3 и конвейерами 15-17, чем предупреждает падению подпора в зоне формования. Затекание бетонной смеси под ленты предупреждается уплотняющими эластичными продольными поясами и подпором бетонной смеси, которая поджимает ленты к успокоителю 9. В начальном совместном передвижении горизонтально-подвижной рамы 14 со скользящей торцовой анкерной
0 рамой 21 боковые ленточные конвейеры 15 и 16 и ленточный конвейер поддона 17 не приводятся в движение. Это способствует сцеплению бетона с рабочими поверхностями этих лент. С началом схода скользящей
5 торцовой анкерной рамы 21 с успокоителя 9 и ленточных конвейеров 10-13 катки 18 горизонтально-подвижной рамы 14 упираются в правые ограничители 20 хода и скалки 23 расцепляются с горизонтально-подвиж0 ной рамой 14. С началом схода полуфабриката с пустотообразователя начинается его распалубка.
Скользящая торцовая анкерная рама 21 продолжает волочить формуемый полуфаб5 рикат на пост последовательной тепловой обработки. С установкой горизонтально-подвижной рамы 14 на стационарную рабочую позицию ролики 24 и 25 сужают щель входа арматурной основы, -улучшая центрирова0 ние и способствуя поддержанию гидростатического подпора бетонной смеси в зоне участка формования. С остановкой горизонтально-подвижной рамы непрерывное волочение полуфабриката, преодолевая силы
5 сцепления бетонной смеси и твердевшего бетона с рабочими поверхностями конвейеров 15-17, приводит их в движение. Скорость передвижения лент этих конвейеров соответствует скорости волочения полуфаб0 риката. Осуществляется перенос частей свежеотформованного полуфабриката по наружным его поверхностям на распалубку без трения между соприкасающимися поверхностями бетона и лент конвейеров.
5
Прекращение процесса непрерывного формования осуществляется на входе арматурной основы в зону участка формования поперечным вводом по периметру армату0 ры деревянной рамки. Арматурная основа затягивает деревянную рамку 6 в полость зоны участка формования, после заполнения участка формования бетонной смесью бункер участка отключается и подача бетон5 ной смеси прекращается. С переходом оставшейся части свежеотформованного полуфабриката и деревянной рамки на успокоитель 9 вибросекция 4 отключается. Волочение полуфабриката скользящей торцовой анкерной рамой 21 продолжается до полного схода его с установки. Технологический процесс непрерывного формования завершается полным отключением установки.
Ф о р м у л а и з о б р е т е н и я
1. .Способ непрерывного формования длинномерных бетонных изделий с пустотами, включающий установку опалубки, арматурного каокаса с закреплением продольных стержней на торцовой рамке, установку формующего агрегата с бункером и вибросердечником, подачу бетонной смеси, уплотнение вибрированием с сохранением статического давления столба бетонной смеси в бунке- ре при перемещении стенок опалубки и сердечника и последующую тепловую обработку, отличающийся тем, что, с целью упрощения технологии, продольные стержни арматурного каркаса закрепляют на торцо- вой рамке, площадь которой соответствует площади конечного сечения изделия, при уплотнении бетонной смеси производят подачу арматурного каркаса посредством перемещения торцовой рамки со скоро- стью, равной скорости формования, причем перемещение торцовой рамки заканчивают после тепловой обработки, затем торцовую рамку отделяют от арматуры.
0 5 0 5
O
2. Устройство для непрерывного формования длинномерных бетонных изделий с пустотами, содержащее горизонтальную подвижную раму, поддон и продольные борта, размещенный между бортами секционный пустотообразователь с вибровозбудителем в первой секции и успокоителем, виброформу- ющий бункер с заглаживающей плитой и устройство для анкеровки арматуры, отличающееся тем, что, с целью повышения производительности путем совмещения армирования с укладкой бетонной смеси, оно снабжено консольной рамой, и отдельными опорами для нее и вибросекции, последняя - уширите- лем с виброизолирующей прокладкой, закрепленным на опорах, успокоитель - боковыми, верхним и нижним ленточными конвейерами, охватывающими стенки секций, при этом горизонтально-подвижная рама выполнена в виде рам ленточных конвейеров, образующих поддон и продольные борта, устройство для анкеровки арматуры - в виде подвижного портала с торцовой рамкой для закрепления арматуры, причем виброформующий бункер и продольные ленточные конвейеры снабжены направляющими рамками для подачи арматуры, успокоитель жестко закреплен на консольной раме.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 1970 |
|
SU286564A1 |
| Установка для непрерывного формования железобетонных изделий на основе особо быстротвердеющего цемента | 1991 |
|
SU1790494A3 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU766860A1 |
| Установка для производства железобетонных труб | 1983 |
|
SU1400889A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2481946C2 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU882751A1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| Установка для непрерывного формования многопустотных изделий из бетонных смесей | 1986 |
|
SU1454697A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1982 |
|
SU1080972A1 |
Изобретение относится к формованию изделий сборного железобетона в установках непрерывного действия для строительства различных сооружений. Сущность изобретения: устанавливают опалубку и торцовую рамку с закрепленными продольными стержнями арматуры в исходном положении, затем устанавливают формующий агрегат с бункером и вибросердечником. Площадь торцовой рамки соответствует площади поперечного сечения изделия. Подают из бункера в опалубку бетонную смесь и уплотняют вибрированием. При уплотнении перемещают стенки опалубки, сердечник и торцовую рамку с продольными стержнями арматуры со скоростью, равной скорости формования. Перемещение торцовой рамки заканчивают после тепловой обработки, после чего рамку отделяют от арматуры. Установка для осуществления способа снабжена консольной рамой, пус- тотообразователь-уширителем с виброизолирующей прокладкой, закрепляемыми на выносных опорах, успокоитель пустотооб- разователя - ленточными конвейерами, охватывающими стенки секций. Подвижная рама выполнена в виде ленточных конвейеров, образующих поддон и продольные борта, устройство для анкеровки арматуры - в виде подвижного портала с торцовой рамкой. 2 с.п.ф-лы, 6 ил. сл С
33
Фае1
I / 7 // 28 К 18WW
7 //////////Z
Фиг.1
Фиг. 5
| Установка для формования длинномерных пустотелых изделий из бетонных смесей | 1983 |
|
SU1212802A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
