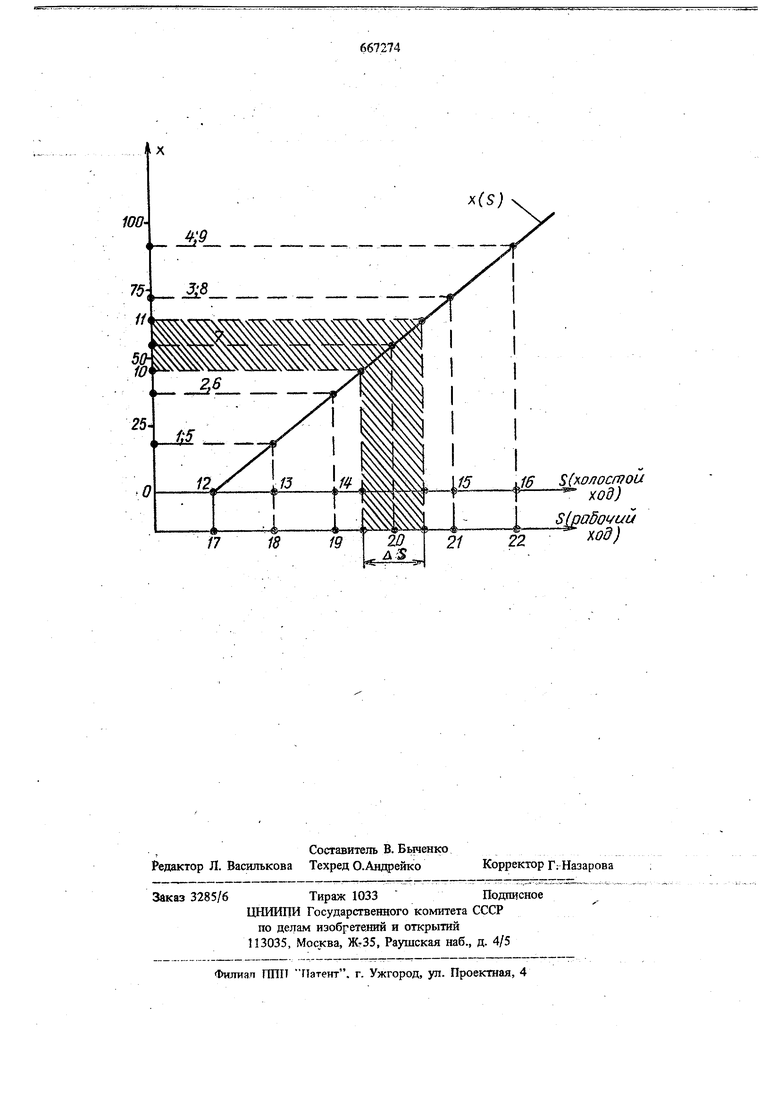
Изобретение относится к области машиностро ения и может быть использовано при оснащении прессов автоматическими счетчиками числа обработанных деталей. Известен способ автоматического счета числа рабочих ходов пресса, при котором получают исходные и контрольные сигналы рабочего и холостых ходов и используют их для формирования опорного и счетного сигналов путем регистрации исходных сигналов н сравнения контрольньбс и опорных сигналов 11. , Педостатком такого способа является то, что при изменении скорости перемещения ползуна длительиость контрольного сигнала, выраженная во времени от момента начала .отсчета до момента соприкосновения пуансоиа с заготовкой, не будет; постоянной, следовательно, длительность контрольного сигнала при совершении рабочей операции может не совпадать с длительностью опорного сигнала, н в этом случае возможен пропуск счета. Непостоянство скорости перемещения ползуна пресса в процессе работы обусловлено изменением условнй смазки направляющих. вибраций ползуна, проскальзьшанием муфты сцепления и т.д. Цель изобретения - повьпиение точности счета. Это достигается тем, что по щзедпагаемому способу получают базовые и вспомогательные сигналы и формируют зону разрешения регистрации исходного сигнала, при этом, используя базовый сигнал на холостых и рабочих ходах, получают контрольные опиалы, равные значениям базового сигнала в моменты возникновения исходных сигналоб, а также в моменты возникновения вспомогательных сигналов, затем сравнивают контрольные сигналы холостого хода с сортветствующилв) контрольными сигналами рабочего хода и по контрольному сигналу рабочего хода получают два опорных сигнала,а зогту раз-решения регистрации исходного сигнала на последующих ходах пресса устанавливают по значе1шям базового сигнала, находящимся между значениями опорных сигналов. Базовый ситнал получают в зоне между положением ползуна в момент начала отсчета и текущим положением ползуна, а вспомогательные сигналы получают в положениях ползуна, соответствующих границам зоны возможной обработки деталей. Первый опорный сигнал принимают ра.внь1М промежуточному значению между котггрольным сйгнйом рабочег6 хода и предьгдуодш Ным сигналом рабочего или холостого хода, а второй опорный сигнал пршшмают равным проШжуточйому значению между тем же, контроль}П)1М сигналом рабочего хода и ко1йрольнь1м сигналом холостого хода. Предлагаемый способ поясняется графиком, на котором по оси абсщ1сс откладывается путь S пройденный ползуном Bi6i3. от ,верх1гегрположения до нижней мертвой точки. По оси ординат значения базового сигнала - перемещения X. На оси ординат точки 1,2,3,4 соответств)тот порядковым номерам и значениям контрольных сигналов холостого хода. Точки.5,6,7,8,9 соответ ствует порядковым номерам и значениям контрольных сигналов рабочего хода. Точки 10, 11 соответствуют значениям опорных сигналов. Точка 12 на оси абсцисс соответствует началу отсче та. Точки 13, 14, 15, 16 на оси a6cuHe6lS3gtter чггвуютпеложениям ползуна, ординаты которых корреспондируются с точками соответственно . 1, 2, 3, 4. Точка 17 соответствует точке 12, а точки 18, 19, 20, 21, 22 - трчкам 5,6, 7, 8, 9. При этом тх)чкй is и 22 соЬтветствуют положе йияй йШзуйа; в которых йЩЙЙШтйсйоШгателыгые сигналы, например от датчика положения. Точки 14 и 15 на оси S (холостой ход) и точки 19 и 21 на оси S (рабочий ход) соответствуют положениям ползуна, в которых возника ют исходные сигналы, например, от датчика предельных ускорений или помех. Точка 20 на оси (рабочий ход) соответствует положению ползуна в котором возникает исходный сйгнатгТТри совер шении рабочей операщга По зйачёййям опорнь1х сигналов на оси S отложен отрезок пути ползуна ДЗ, на котором разрешается регистрация исходаогрсигнала.. Пример ссущесТЁления предлагаемого способ Пресс, на котором осуществляется счет числа рабЬчи)ходЬв, оснащается следу а11й1ми техничес кими средствам; а) Дисйрётньтм датчиком перемещения ползу на пресса. Сигнал на выходе датчика выдается в ; д есятичном коде в пропорциональной зависимости от перемепдешя ползуна. Чутвстаительность датчика - а 10 мм. Абсолютная погреш ность получения базового сигнала перемещения 5 + 2. , Для данного примера дискретный датчик пер мещения ползуна установлен таким образом, что датчик начинает выдавать сигнал только в точке начаяа отсчета, которая в данном случае выбрана на расстоянии 230 мм от верхней мертвой то ки. б)Двумя дапшками положетсия ползуна преса, выдающими единичный вспомогательный сигал на границах зоны возможной обработки детаей. Для выбранного типа пресса и по номенклауре штампрвой оснастки, применяемой на даном прессе, первый датчик положения установлен а расстоянии 250 мм от верхней мертвой точки, торой - на расстоянии 350 мм от верхней мертвой точки; . в)Регастрирующим устройством (РУ) В состав блока РУ входят: -постоянное запоминающее устройство (ПЗУ), -оперативное запоминающее устройство (ОЗУ), -арифметическое устройство (АУ), -управляющее устройство (УУ), -счегшк (Сч). г) Датчиком предельных ускорений. Перед началом работы в ПЗУ вводят удвоенное значение абсолютной погрешности получения, базового сигнала, т.е. 2 (б) 2(2) 4. в режиме ПАЛАДКА совершают холостой и рабочий ход пресса. Запоминают в ОЗУ значения базового сигнала в моменты возникновения сигнала датчика предельных ускорений, а также датчиков положения согласно порядку их врзникнрвения. Эти значения базового сигнала являются контрольными сигналами. Каждый контрольный сигнал характеризуется тремя признаками хранящимися в ОЗУ: принадлежностью к одному из двух современных ходов, номером порядка возникновения в цикле пресса, численным значением. Параметры получения контрольных сигналов приведены в таблице }. Затем с помощью АУ находят абсолютную величину разности значеш1Й.контрол1ьных сигна- . лов с одинаковыми номерами разных ходов - А и сравнивают е с удвоеннь1м максимальным абсрлютным значением абсолютной погрешности получения базрврго сигнала. В случае, если хранящаяся в ПЗУ абсолютная величина разности меньше 2 (б),то контрольные сигналы с данными номерами считаются эквивалентными, а если больше 1 (б)д,то неэквивалентными. Результаты сравнения приведены в таблице,2. - В ОЗУ записывается признак эквивалентности контрольных сигналов: 1 - эквнвадентность, О - неэквивалентность. Путем выборки информации из ОЗУ находят первь1й неэквивалентный сигнал рабочего хода в порядке возрастания номеров сравниваемых контрольных сигналов - сигнал рабочего хода с номером 3 и значением 1029. С помощью ЛУ находят среднее значёНиё между значениями этого сигнала и контрольного сигнала холостого хода, имеющего предыдущий номер. В даНном случае номер 3--1 - 2, значе ше контрольного сигнала холосто го Хода с номером 2--379. Среднее значение 1029JL17 9 2 704. Принимают это значение за первый опорный сишал и записывают иго в ПЗУ С помощью АУ находят среднее значение между контрольным сигналом рабочего хода с номером 3 и контрольным сигналом холостого хода с тем же номером. 1029 -t- 1128 joyg g Принимают значение 1078,5 за второй опорный сигнал и згШисьтают его значение в,ПЗУ. В режиме РАБОТА совершают хода пресса, характер которьгх необходимо распознать. С помощью .УУ разрешают регистрацию сигналов датчика предельных ускорений при значениях ба зового сигнала, Находящихся между значениями опорных сигналов, т.е. при значениях Б базового сигнала . 753,5 Б 1068,5 Регистрируемые сигнальг не могут являться сигналами, воз1ткаю1цими от соударения частей штамповой оснастки,.а также от входа направляющих колонок во втулки штампа, поскольку
Тиб л и ца 1 сипал датчика перемещения в этих случаях равен соответственно Б 380 или Б яв 1130, а в CBoto очередь 380 704 и 1078,5 il 30. Следовательно, счетчиком регистрируются сигналы, получаемые от дагшка предельных ускорений только в момент совершения рабочей операции, т.е. регистрируются рабочие хода пресса. На точность регистрации не оказьгеангг влияния такие факторы, как небольшие изменения момента возникновения сигналов да.тчика предельиьгх ускорений, например от истирания кромок втулки и направляюидах колонок при длительной работе или прЙйзИёнёВДй тол шяны заготовки, Крюме того, на объективность регистрами рабочих ходов пресса не оказывают влияния ни временной дрейф скорости ползуна пресса, ни погреишость получени.1 базового сигнала. Получение,опорных сигналов таким путем позволяет автоматачески установить зону разрещега Я регистрации сигна;1ов от датчике предельных ускорений, возкикаюиогх при совершат рабочей операции и исключить возможность регистрации помех как систематическ1тх, так и случайных и тем самым повысить точност. счета.
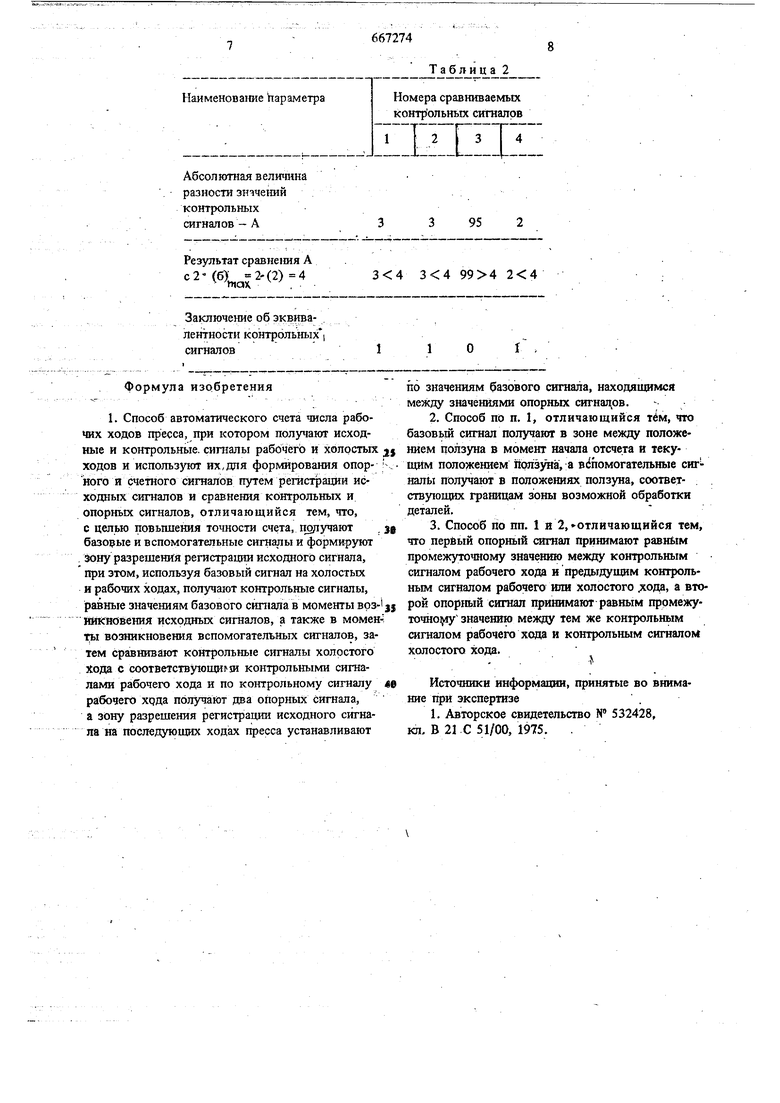
Наименование параметра
Абсолютная величина разности зичче шй контрольных сигналов - А
Результат сравне1шя А
с2-(б) 2-(2)4 Шах.
Заключение об эквивалентности контрольных сигналов
Формула изобретения
1. Способ автоматического счета числа рабочих ходов пресса, при котором тюпучакп исходные и контрольные, сигаалы рабочего и холостых ходов и используют их,дпя формирования опоркого и счетного сигналов путем регистрации исходных сигналов и сравнения контрольных и опорных сигналов, отличающийся тем, что, с целью повьпления точности счета, базовые и вспомогательные сигналы и формируют . зону разрешения регистрации исходного сигнала, при этом, используя базовый сигнал на холостых и рабочих ходах, получают контрольные сигналы, равные значениям базового сигаала в моменты врзШйсновения исходных Сигналов, а также в момент 1 возникновения вспомогательных сигналов, затем сравнивают контрольные сигналы холостого Хода с соответствующирда контрольными сигналами рабочего хода и по контрольному сигналу рабочего хрда получают два опорных сигнала, а зону разрешения регистрации исходного сигнала на последующих ходах пресса устанавливают
Таблица 2
Номера сравниваек« 1х контрольных сигналов
1П11
95
по значениям разового сигнала, находящимся между значениями опорных сигнадов.
2.Способ по п. 1, отличающийся тем, что базовьщ сигнал получают в зоне между положением ползуна в момент начала отсчета и текущим положением ползуна, :а вспомогательные сигналы получают в положениях ползуна, соответствующих границам зоны возможной обработки деталей.
3.Способ по пп. 1 в 2, «отличающийся тем, что первый опорный сигнал принимают равн1 1м промежуточному значению между контрольным сигналом рабочего хода и предыдущим контрольным сигналом рабочего или холостого дода, а второй опорный сигнал принимают равным промежуточно значению между тем же контрольньш (жгналом рабочего хода и контрольным сигналом
холостого хода.
Источники информации, принятые во внимание прн экспертизе
1. Авторское свидетельство № 532428, кл. В 21 С 51/00, 1975. . .15 J6 I 21 - З олостои -SS. QQJ SigaSo uu ход)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического счета числа рабочих ходов пресса | 1975 |
|
SU532428A1 |
| Способ измерения усилия кривошипного горячештамповочного пресса по крутящему моменту приемного вала | 2024 |
|
RU2837056C1 |
| Способ и устройство измерения крутящего момента приёмного вала горячештамповочного пресса для измерения его усилия | 2023 |
|
RU2820805C1 |
| СПОСОБ ОЦЕНКИ ТЕРМИСТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2090849C1 |
| МНОГОКАНАЛЬНАЯ АВТОНОМНАЯ СИСТЕМА ДЛЯ АНАЛИЗА И РЕГИСТРАЦИИ ДИНАМИЧЕСКИХ ПРОЦЕССОВ | 2004 |
|
RU2271031C1 |
| Способ мониторинга воздействия нагрузок на вагон в процессе его эксплуатации | 2021 |
|
RU2760245C1 |
| Устройство синхронизации сейсмических станций и источников возбуждения | 1987 |
|
SU1469483A1 |
| СИСТЕМА УПРАВЛЕНИЯ И СПОСОБ УПРАВЛЕНИЯ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2638134C1 |
| Способ управления тиристорным преобразователем | 1987 |
|
SU1539934A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208771C2 |