Изобретение относится к области кузнечно-штамповочного оборудования, а именно к способам и устройствам для измерения и ограничения усилий прессов, и предназначено для предохранения КГШП от технологических перегрузок.
В настоящее время увеличение требований к повышению быстроходности КГШП и к точности изготовляемых поковок привело к целому ряду отрицательных явлений: к неудовлетворительной работе муфты, быстрому износу поковке зубьев шестерён из-за систематических перегрузок ведомого зубчатого колеса на участке рабочего хода, частым распорам пресса и т.п. Поэтому в современных КГШП предусмотрено наличие таких узлов, как фрикционные муфта включения и тормоз, отказы в работе которых приводят к тяжелым последствиям для операторов. В начале 40-х годов 20-го века муфту включения перенесли на главный вал, а в маховике установили предохранительную фрикционную муфту, налаженную на требуемую нагрузку. Это было первое предохранительное устройство КГШП.
К предохранительным устройствам предъявляются высокие требования, главные из них: поддержание заданной максимальной нагрузки, быстрота срабатывания при достижении предельного усилия или момента, минимальное искажение технологических параметров машины, лёгкость наладки, тарировки и обслуживания. Предохранитель по крутящему моменту в том или ином виде должен быть на каждом прессе горячей штамповки, иначе при аварийных ситуациях могут возникнуть поломки зубчатых передач, валов и т.п. [1-3].
Известен измеритель усилия, содержащий чувствительный элемент (ЧЭ), выполненный в виде штанги, нижний конец которой оснащен измерительной ножкой индикатора [4, 5]. Недостаток данного способа измерения усилия – сложность применяемого устройства, отсутствие точности и надежности в работе. К тому же этот способ нельзя использовать для ограничения и предохранения пресса от перегрузок по усилию.
Также известен способ измерения усилия, реализуемый в устройстве, включающем ЧЭ с тензорезистивными датчиками [6]. Данный измеритель усилия пресса повышает точность измерений, но не обеспечивает стабильность показаний из-за постоянного ослабления принятого резьбового соединения измерителя с силовым элементом пресса (станины), на котором он смонтирован, по причине вибраций и растягивающих напряжений в станине. При малейшем ослаблении соединения требуется его восстановление и повторная тарировка. Устройство отличает высокая трудоемкость при изготовлении и монтаже. В результате данный способ измерения усилия не может быть использован для предохранения пресса от перегрузок по усилию.
По патенту RU 2219505 [5, 7] известен также измеритель усилия пресса, предназначенный для контроля усилия на ползуне. Данное устройство содержит также ЧЭ и тензорезистивные датчики (тензодатчики). Чувствительный элемент выполнен в виде пластины с отверстием. Тензорезистивные датчики расположены на поверхности упомянутого отверстия ЧЭ. При работе силовая деталь пресса (например, станина) деформируется вместе с жестко соединенным с ней посредством сварочного шва чувствительным элементом, и сигнал с тензодатчиков поступает на контрольно-измерительный прибор.
Основными недостатками известных способов и представленных измерителей усилия пресса являются отсутствие необходимой стабильности измерений, трудоемкость при изготовлении, монтаже и эксплуатации, которая обусловлена применением в измерителях усилия прессов тензорезистивных датчиков, наклеиваемых на детали прессов, подвергающихся наибольшей деформации (стяжные шпильки, станину и др.). Также наклеенные тензодатчики, например в четырех точках станины, требуют проведения таририровки при помощи гидронагружателя [1, 4]. В результате проведённого анализа рассмотренные способы и устройства для измерения усилий на ползуне и станине прессов не могут быть использованы в качестве ограничителей и предохранителей горячештамповочных прессов от перегрузок по усилию.
По патенту RU 2196309 [8] известен частотный метод измерения крутящего момента на вращающихся валах, в котором путем регистрации с помощью разнесенных на длину измерительного участка вала датчиков двух периодических параметров, связанных с силовым режимом вращения вала, формируют сигналы, несущие информацию о закручивании вала, и оценивают величину крутящего момента в результате вычислительной обработки последних [5, 8-10]. В частотном методе измерения крутящего момента на вращающихся валах с помощью широкополосной ЧМ-модуляции в качестве обоих периодических параметров используют частоту вращения вала. На основе частоты вращения вала формируют два широкополосных частотно-модулированных сигнала (ЧМ сигнала), которые несут информацию о начале и конце временного интервала закручивания базового участка вала с предварительным преобразованием частоты вращения вала в два модулирующих низкочастотных сигнала, например, пилообразной симметричной формы с дополнительным вводом колебаний модулированной несущей частоты двух высокочастотных генераторов качающейся частоты опорного ГКЧо и смещенного ГКЧс за время деформации вала [8–13]. Сформированные ЧМ сигналы двух ГКЧ смешивают до выделения их нулевой разностной частоты биений Fб0. По нулевой разностной частоте биений судят о величине крутящего момента Mкр. Основными достоинствами описанного способа являются переход на бесконтактный принцип передачи сигналов от первичных датчиков частоты [14], установленных на приемном валу пресса, к регистрирующему блоку, высокая стабильность измерений, малая трудоемкость при изготовлении и эксплуатации. Основным недостатком определения усилия горячештамповочного пресса известным способом является то, что частотный измеритель крутящего момента это отдельное измерительное устройство, выполненное из отдельных блоков на аналоговых элементах электронной СВЧ-техники. И нужно учитывать, что измеритель крутящего момента приемного вала пресса должен работать в условиях повышенной вибрации и в изменяющемся диапазоне температур внешней среды, поэтому такое измерительное устройство выполняется по определенной технологии устройств СВЧ-техники и по установленным требованиям. Кроме того, в настоящее время измерительные устройства выполняются в основном на программируемых компонентах цифровой техники, это микроконтроллеры и микропроцессорные системы (МС), технология изготовления которых наиболее подходит для построения измерителя усилия горячештамповочного пресса.
В качестве прототипа выбран описанный в патенте RU 2820805 [15] способ для бесконтактного измерения и ограничения усилия горячештамповочного пресса по максимальным деформациям и крутящему моменту приёмного вала пресса с расширением функциональных возможностей и повышением точности измерений. При вращении приёмного вала привода пресса оптоэлектронные пары датчиков частоты, разнесённые на базовое расстояние друг от друга, излучают прямые и принимают отражённые световые лучи от измерительных лент «зебра» [5, 15]. С выходов оптоэлектронных пар преобразованные в микроэлектронных усилителях фототока оптоэлектронных пар световые периодические импульсные сигналы в виде электрических импульсов поступают на измерительное устройство, с выхода которого снимается текущая импульсная последовательность, несущая информацию о крутящем моменте приёмного вала и информацию о моменте ограничения усилия пресса К-8544, тем самым, предохраняя пресс от перегрузок и разрушения [1-3]. В патенте RU 2820805 рассмотрен временной метод измерения деформации кручения с помощью цифрового фазометра с микропроцессорной системой, в котором съём первичной информации о закрутке приёмного вала производится системой, состоящей из двух датчиков частоты, разнесённых на базовое расстояние друг от друга. В данной системе, состоящей из двух датчиков частоты для устранения их продольных линейных перемещений относительно друг от друга, применены четыре стальных стержня, скрепляющих датчики частоты. Кроме того датчики частоты ограничены от продольных линейных смещений относительно вращающегося приёмного вала жестко закрепленными на приёмном валу восемью стопорными полукольцами. Таким образом, недостатком прототипа является применение сложной общей конструкции, скрепляющей пару датчиков частоты, устанавливаемой на приёмном валу пресса.
Задачей, на решение которой направлено предлагаемое изобретение, является разработка способа упрощенного измерения усилия горячештамповочного пресса по максимальным деформациям и крутящему моменту приёмного вала пресса с использованием бесконтактной передачи сигналов от датчика частоты вращения приёмного вала и сохранением стабильности измерений.
Технический результат достигается за счет того, что предлагаемый способ измерения усилия кривошипного горячештамповочного пресса по крутящему моменту приемного вала так же, как и способ-прототип включает регистрацию сигнала частоты вращения приёмного вала пресса с закрепленного на участке приёмного вала пресса одного датчика частоты вращения, формирование на основе этого сигнала информации о закручивании приёмного вала пресса, оценку величины его крутящего момента и в итоге усилия пресса при штамповке с помощью регистрирующего измерительного блока. В качестве датчика частоты вращения используют устанавливаемую на приемный вал одну разъемную конструкцию из захватывающих верхней и нижней скоб с закреплёнными на них подшипниками, которыми датчик опирается на приёмный вал, а в месте смыкания захватывающих приёмный вал скоб размещают оптоэлектронную пару. Сам датчик прикрепляют к станине пресса к выступающим кронштейнам или к полу фундамента пресса посредством стальных канатов с талрепами, тем самым фиксируют датчик и устраняют его угловые перемещения относительно приёмного вала. Кроме того, датчик ограничивают от продольных линейных смещений стопорными полукольцами путём фиксации и скрепления четырёх стопорных полуколец на вращающемся приёмном валу пресса. Измерительную ленту «зебра» фиксируют наклейкой её на приёмном валу пресса неподвижно на участке вала напротив оптоэлектронной пары датчика частоты вращения и при вращении приёмного вала непрерывно облучают ленту инфракрасным излучением от светодиода оптоэлектронной пары датчика частоты вращения. Отражённые от измерительной ленты «зебра» световые инфракрасные импульсы принимают с помощью фотодиода оптоэлектронной пары датчика частоты, принятые импульсы преобразуют с помощью закреплённого на датчике частоты микроэлектронного усилителя фототока фотодиода оптоэлектронной пары в последовательность электрических импульсов и передают её в регистрирующий измерительный блок. Новым в предлагаемом способе является то, что для достоверности измерений крутящего момента приёмного вала пресса предварительно определяют его жёсткость, которую периодически проверяют на соответствие исходной, определяя модуль сдвига и плотность стали приёмного вала пресса ультразвуковым методом через время прохода ультразвуковой волны по длине приёмного вала. При этом для определения максимальных внутренних деформаций сдвига в поперечных сечениях упругого приемного вала под действием внешних моментов применяют метод конечных элементов, в основе которого лежит метод сечений. Для этого приемный вал приводят к эквивалентному валу простого круглого сечения, выбирают базовый участок эквивалентного вала, разбивают базовый участок на n элементов длиной h, вычисляют время закрутки базового участка. Затем используя расположенные в измерительном блоке требуемые по длине отрезки коаксиальных линий задержки, длины которых выбирают по допустимым крутящим моментам приёмного вала пресса, применяют частотный метод измерения фазового сдвига с помощью широкополосной ЧМ-модуляции. При этом в качестве периодического параметра используют частоту вращения приёмного вала с предварительным её преобразованием в модулирующий низкочастотный сигнал пилообразной симметричной формы и дополнительным вводом колебаний модулированной несущей частоты широкополосного высокочастотного генератора качающейся частоты, тем самым формируют широкополосные прямой и задержанный в коаксиальной линии задержки широкополосные частотно-модулированные сигналы. Прямой и задержанный широкополосные ЧМ-сигналы смешивают в смесителе до выделения их нулевой разностной частоты биений, несущей информацию о максимальных деформациях сдвига и о величине крутящего момента приёмного вала пресса и в итоге усилия пресса в процессе штамповки, и таким образом вычисляют требуемые допустимые крутящие моменты на вращающемся приёмном валу пресса при разных режимах его работы в процессе штамповки.
Изобретение поясняется следующими фигурами.
На фиг.1 приведена структурная схема измерителя деформации кручения и крутящего момента на вращающихся валах с широкополосной ЧМ модуляцией.
На фиг.2 показано: а) изменение частот опорного (ƒo) и смещенного (ƒc) широкополосных ЧМ-сигналов, б) частота Fб биений в измерителе крутящего момента вала на нулевой промежуточной частоте при пилообразном симметричном законе, в) преобразованный сигнал биений uб на выходе смесителя.
На фиг.3 показана угловая деформация вала под действием крутящего момента.
На фиг.4 показаны: а) стальной чувствительный элемент вала, разбитый на элементы длиной h, б) чувствительный элемент длиной L.
На фиг.5 показан приемный вал в сборе с маховиком и малой шестерней пресса К-8544, РН = 25 МН с расположенным на нем датчиком частоты вращения.
На фиг.6 представлена измерительная схема, реализующая разработанный способ измерения усилия кривошипного горячештамповочного пресса по крутящему моменту приемного вала.
На фиг.7 показаны: а) чертёж главного эксцентрикового вала пресса с участком, ограниченным опасными сечениями Е–Е и С–С, б) эскиз его приведенного опасного базового участка с приведённой длиной Lпв = 0,86 м и с однородным круглым сечением, ограниченного опасными сечениями Е–Е и С–С.
На фиг.8 представлена конструкция оптоэлектронного датчика частоты ДЧ с измерительной лентой «зебра», установленного на приёмном валу пресса мод. К-8544.
На фиг.9 показан приёмный вал пресса К-8544, Рн = 25 МН с устройством для бесконтактного измерения и ограничения усилия пресса по крутящему моменту путём регистрации световых импульсов оптоэлектронной пары датчика частоты, размещенного на нём.
На фиг.10 показаны: а) чертёж приёмного вала пресса К-8544, б) эскиз вала с однородным круглым сечением, приведённого к реальному приёмному валу привода КГШП.
На фиг.11 представлена схема съёма широтно-импульсного ЧМ-сигнала частоты вращения приёмного вала пресса оптоэлектронным датчиком и выделение фильтром низкой частоты первой гармоники сигнала для цифрового фазометра с МС.
На фиг.12 показаны: а) зависимость частоты вращения приёмного вала пресса при ударе ползуна и его двойном ходе, б) импульсная последовательность широто-импульсного модулированного ЧМ-сигнала от чёрных рисок ленты «зебра» за время цикла штамповки.
На фиг.13 показана амплитудно-частотная характеристика ФНЧ Батерворта 10-го порядка.
На фиг.14 схематично показана структурная схема пресса КГШП для горячей штамповки поковок с кривошипным механизмом и измерительной системой предохранения пресса от технологических перегрузок.
Частотный метод измерения крутящего момента на вращающихся валах с помощью широкополосной ЧМ-модуляции применим для измерения деформации кручения и крутящего момента вращающегося приёмного вала пресса с целью ограничения допустимого усилия при выполнении операции штамповки. В работах [9, 10] рассмотрено измерение деформации кручения и крутящего момента на вращающихся валах машин частотным методом при помощи широкополосной ЧМ-модуляции ГКЧ. На фиг.1 приведена структурная схема, реализующая известный способ измерения крутящего момента на вращающихся валах машин и механизмов с помощью двух датчиков измерения частоты вращения, разнесенных друг от друга на базовое расстояние [9, 10, 13, 16].
Установлено, что при частотном методе измерения крутящих моментов при приложении к валу знакопеременных крутящих моментов наблюдается частотный сдвиг между опорным и смещенным широкополосными частотно-модулированными сигналами ГКЧ (фиг.2а). Применяются два широкополосных генератора: ГКЧо 1 – опорного сигнала (ƒo) и ГКЧс 2 – смещённого сигнала (ƒc) (фиг.1) [9, 10, 13, 16]. С вращающихся дисков с прорезями, разнесённых на базовое расстояние Н, с оптоэлектронных пар ОП 1 и ОП 2 снимают равные частоты вращения вала Fвр (t), и подают через первый и второй датчики частоты (через микроэлектронные усилители фототока оптоэлектронных пар) на входы соответствующих модуляторов. С выходов модуляторов модулирующие сигналы пилообразной симметричной формы с частотами, пропорциональными частотам вращения вала Fвр (t), подают на модуляционные входы широкополосных ГКЧо1 и ГКЧс 2.
При возникновении крутящего момента на вращающемся валу возникает деформация кручения вала, измеряемая измерителем крутящего момента с пилообразным симметричным законом ЧМ-модуляции ГКЧ (фиг.2а) [9, 10, 13]. В результате смешения двух широкополосных ЧМ-колебаний ГКЧ на выходе смесителя образуются биения (фиг.2в). Высокочастотные составляющие сигнала биений uб отфильтровываются фильтром низких частот (ФНЧ) [9, 10, 13]. Алгоритм измерения основной частоты биений в частотном измерителе крутящего момента определен формулой:
 , (1)
, (1)
где  – нулевая разностная частота биений,
– нулевая разностная частота биений,
Δƒм = 20 МГц – девиация частоты при средней частоте ƒо >> Δƒм генератора качающейся частоты ГКЧо 1 и ГКЧс 2,
F м – частота модулирующих напряжений генераторов качающейся частоты.
 – время задержки высокочастотного широкополосного ЧМ-сигнала ГКЧс 2 при угловом рассогласовании (повороте) сечений базового участка вала [17–22].
– время задержки высокочастотного широкополосного ЧМ-сигнала ГКЧс 2 при угловом рассогласовании (повороте) сечений базового участка вала [17–22].
Мгновенная частота биений равна значениям разностей мгновенных значений частот опорного и смещенного частотно-модулированных сигналов ГКЧо 1 и ГКЧс 2. Средняя частота биений в течение большей части периода модуляции Тм остается постоянной и является основной (фиг.2б) [9, 10, 16, 22].
Для определения усилия горячештамповочного пресса частотным методом измерения крутящего момента приёмного вала с помощью широкополосной ЧМ-модуляции необходим частотный измеритель в виде отдельного измерительного устройства, выполненного из отдельных блоков на элементах электронной СВЧ техники. И нужно учитывать, что измеритель крутящего момента приёмного вала пресса должен работать в условиях повышенной вибрации и в изменяющемся диапазоне температур внешней среды. В настоящее время измерительные устройства выполняются в основном на программируемых компонентах цифровой техники, это микропроцессорные системы (МС), технология изготовления которых наиболее подходит для построения измерителя усилия горячештамповочного пресса. Однако измерительное устройство для определения усилия горячештамповочного пресса может быть построено и по алгоритму частотного метода измерения крутящего момента .
При измерении крутящего момента на упругом вращающемся валу определение времени задержки tЗ широкополосного частотно-модулированного высокочастотного сигнала ГКЧо 1 в частотном измерителе крутящего момента основано на оценке внутренних деформаций сдвига по сечению вращающегося простого круглого вала. Внутренние деформации сдвига по сечению вала возникают при приложении к валу знакопеременных крутящих моментов (фиг.3 и фиг.4а) [5, 17–21].
Для определения внутренних деформаций сдвига в поперечных сечениях упругого реального вала под действием внешних моментов в разработанном способе применяют метод сечений − метод конечных элементов [5, 17–21]. Здесь необходимо учитывать, что сечение в реальных валах переменного сечения изменяется уступами, переходя от одного диаметра к другому [5, 19, 21, 23]. Поэтому при переходе к измерениям максимальных деформаций и крутящих моментов на реальных валах их приводят к эквивалентному валу простого круглого сечения.
Затем выбирается базовый участок приведённого эквивалентного вала, и выбранный участок разбивается на n элементов длиной h (фиг.4а, б) [5, 11, 13].
Далее вводится дискретизация по координате h и времени τ для базового участка эквивалентного вала, т.е. выбираются шаги координатной сетки h и τ.
Считаем, что при вращении эквивалентного вала с некоторой угловой частотой  на концах его базового участка действуют знакопеременные крутящие моменты Мх+ и Мх-, создаваемые упругими напряжениями, моментами инерционных сил или моментами внешних сил по отношению к базовому участку эквивалентного упругого вала (фиг.4а). Также считаем, что при распределении деформаций по сечению базового участка эквивалентного вала его форма сечения не меняется и происходит только поворот сечения на угол ϕx (см. фиг.4б), т.е. функция ϕx зависит от координаты х и не зависит от координат у и z [5, 11, 13].
на концах его базового участка действуют знакопеременные крутящие моменты Мх+ и Мх-, создаваемые упругими напряжениями, моментами инерционных сил или моментами внешних сил по отношению к базовому участку эквивалентного упругого вала (фиг.4а). Также считаем, что при распределении деформаций по сечению базового участка эквивалентного вала его форма сечения не меняется и происходит только поворот сечения на угол ϕx (см. фиг.4б), т.е. функция ϕx зависит от координаты х и не зависит от координат у и z [5, 11, 13].
Время сжатия базового участка упругого вращающегося эквивалентного вала определяется формулой:
 (2)
(2)
где L − длина базового участка вращающегося упругого эквивалентного вала,
 − шаг дискретизации по времени,
− шаг дискретизации по времени,
G – модуль сдвига материала вала, н/м2,
ρ – плотность материала вала, кг/м3 [17–21, 5].
Также известно [11, 13, 18, 19], что время сжатия базового участка вращающегося эквивалентного вала определяется формулой:
 . (3)
. (3)
Приведённое рассмотрение частотного метода измерения крутящего момента на вращающихся валах и алгоритм измерения основной частоты биений в частотном измерителе крутящего момента можно применить и для измерения текущего усилия КГШП мод. К-8544 по крутящему моменту приёмного вала привода пресса по структурной схеме на фиг.5 и фиг.6 [5].
По фиг.5 при вращении приёмного вала 1 привода пресса оптоэлектронная пара 2 датчика частоты (ДЧ) излучает прямой и принимает отражённый световой луч от измерительной ленты «зебра» 3, наклеенной на приёмный вал 1 пресса.
С выхода оптоэлектронной пары 2 преобразованные световые периодические импульсы в микроэлектронном усилителе фототока 4 в виде электрических импульсов поступают на измерительное устройство 5 на базе частотного измерителя крутящего момента с помощью широкополосной ЧМ-модуляции. Выходная импульсная последовательность 6 измерительного устройства 5 несёт информацию о крутящем моменте приёмного вала 1 и его в пороговом значении [15, 22].
В период выполнения прессом технологических операций сопротивление деформированию заготовки воспринимается системой инструмент – ползун – шатун – главный вал с опорами – станина. Эта система, подвергаясь нагружению, упруго деформируется. Обычно на долю деталей пресса (главный вал с опорами, шатун, ползун с инструментом) приходится 70-75% общей деформации пресса. Жесткость этих деталей во многом зависит от жесткости главного вала и его опор.
По гистограммам нагружения прессов, приведенных в [1], усилие штамповки одной и той же поковки изменяется от среднего значения примерно на ±30%, поэтому среднее усилие нагружения пресса должно быть меньше на 30% от Рн, т.е. расчетное значение должно быть Ррас = 0,7Рн и 0,75Рн, по которому подбирают пресс для соответствующих технологических процессов.
Крутящий момент  главного вала пресса (фиг.7 а) на участке, ограниченном опасными сечениями Е – Е и С – С будет равен [1, 15, 23, 24, 5]:
главного вала пресса (фиг.7 а) на участке, ограниченном опасными сечениями Е – Е и С – С будет равен [1, 15, 23, 24, 5]:
 (4)
(4)
Здесь не приводится схема к расчету эксцентрикового вала КГШП при его нагружении усилием Рд на ползуне пресса [1].
В формуле (4) приняты следующие обозначения:
m кр – суммарное приведенное плечо крутящего момента,
 – приведенное плечо крутящего момента для идеального механизма,
– приведенное плечо крутящего момента для идеального механизма,
 – приведенное плечо крутящего момента трения,
– приведенное плечо крутящего момента трения,
 – коэффициент трения в шарнирах кривошипно-ползунного механизма,
– коэффициент трения в шарнирах кривошипно-ползунного механизма,
R – радиус кривошипа главного вала,
ra, rв, r0 – радиусы опор: ra – шейки кривошипа; rв – оси крепления шатуна с ползуном; r0 – боковой опоры вала,
αш – угол зацепления колеса и малой шестерни,
δ – угол, определяющий положение малой шестерни,
R к – радиус колеса зубчатой пары пресса.
Определим крутящий момент на приемном валу пресса К-8544 (фиг.5) по формуле:
 , (5)
, (5)
где  – суммарное приведенное плечо крутящего момента при среднем усилии пресса Ррас = 0,75Рн, определено по уточнённой формуле [1, 15]:
– суммарное приведенное плечо крутящего момента при среднем усилии пресса Ррас = 0,75Рн, определено по уточнённой формуле [1, 15]:

u – передаточное число зубчатой передачи, u = 5,1666,
η – КПД зубчатой передачи, η = 0,95,
λ – коэффициент длины шатуна, λ = R/L,
L – длина шатуна (расстояние между опорами главного вала) [1, 15, 5].
Расчётный допустимый крутящий момент (пороговый) на приемном валу пресса КГШП мод. К-8544 при среднем усилии нагружения Ррас = 0,75Рн равен:
 ;
;
 или 250 кН⋅м.
или 250 кН⋅м.
 .
.
При переходе к оценке максимальных деформаций и крутящих моментов на главном валу пресса необходимо базовый участок реального вала привести к эквивалентному валу простого круглого сечения [1, 15, 19, 23].
В результате приведения длина (фиг.7б) базового участка главного вала пресса, ограниченного опасными сечениями Е–Е и С–С, оказалась больше реальной длины (фиг.7а) на коэффициент приведения базового участка главного вала пресса kпв=1,082 и составила 860 мм против 795 мм. [1, 5, 15].
Используя значение диаметра приведенного базового участка главного вала пресса в сечениях Е–Е и С–С (фиг.7б), находим жесткость приведённого главного вала [5, 15]:
 , (6)
, (6)
где G = 85⋅103 МПа – модуль сдвига,
 - полярный момент инерции сечения вала,
- полярный момент инерции сечения вала,
ρ = 7,85⋅103 кг/м3– плотность стали 40Х (ГОСТ 4543-71) [1, 5, 15, 19].
Модуль сдвига G и плотность стали ρ главного вала определяют через время прохода ультразвуковой волны по длине Lгв базового участка главного вала [15, 25].
Таким образом, используя такие понятия, как приведенная длина вала и приведенный диаметр вала можно значительно упростить вычисление максимальных деформаций сдвига и крутящих моментов для составления динамической модели исследуемого объекта. После определения диаметра и длины приведённого участка главного вала пресса, ограниченного опасными сечениями Е–Е и С–С (фиг.7б), приступают к оценке максимальных деформаций сдвига и крутящих моментов на участке главного вала в опасных сечениях Е–Е и С–С, используя метод конечных элементов, в основе которого лежит метод сечений [11, 13, 18].
Допустимый расчётный крутящий момент на участке главного вала пресса в опасных сечениях Е–Е и С–С (фиг.7б) определён выражением [5, 15, 19, 21]:
 . (7)
. (7)
Интеграл в выражении (7) − полярный момент инерции сечения радиуса Rпв приведённого участка главного вала с постоянным сечением постоянен по приведенной длине базового участка вала (база Lгв = 0,86 м):
 . (8)
. (8)
Допустимый расчётный крутящий момент на базовом участке главного вала пресса в опасных сечениях Е–Е и С–С в момент действия силы деформирования пресса определён по выражению (7):
 . (9)
. (9)
Угол закрутки главного вала пресса на базовом участке Е–Е и С–С длиной Lгв=0,86 м при расчётном усилии пресса составит [5, 11, 13, 19, 21]:
 . (10)
. (10)
При взаимном повороте сечений Е–Е и С–С относительно друг друга на приведённом базовом участке главного вала пресса с приведённой длиной Lгв=0,86 м (фиг.7б) и радиусом Rгв=0,28 м находим максимальные деформации  [11, 13]:
[11, 13]:
 , (11)
, (11)
где максимальные деформации  базового участка главного вала пресса при ударе штампа по поковке являются величинами непостоянными, а базовый приведённый участок главного вала длиной Lгв – есть конечный элемент вала.
базового участка главного вала пресса при ударе штампа по поковке являются величинами непостоянными, а базовый приведённый участок главного вала длиной Lгв – есть конечный элемент вала.
Если главный вал пресса изготовлен из стали марки 40Х с характеристиками: модуль сдвига G=85⋅103 МПа, ρ=7,85⋅103 кг/м3 и длина его приведённого базового участка Lгв =0,86 м, то его время сжатия базового участка  при штамповке поковки будет равно [11, 13, 19, 21]:
при штамповке поковки будет равно [11, 13, 19, 21]:
 при
при  . (12)
. (12)
Если базовый участок главного вала пресса с Lгв=0,86 м сжимается (закручивается) за время  , то скорость распространения механических колебаний в нём определяется из соотношения [5, 11, 13, 19, 21]:
, то скорость распространения механических колебаний в нём определяется из соотношения [5, 11, 13, 19, 21]:
 , (13)
, (13)
где Е – модуль Юнга,
ρ - плотность материала главного вала.
Время сжатия базового участка главного вала определяется связью:
 , (14)
, (14)
которая определяет время прохода ультразвуковой волны по длине Lгв базового участка главного вала, и это время не зависит от скорости сжатия νл.
Подставляя из выражения (11) значение максимальной деформации  при штамповке поковок в выражение для линейной скорости базового участка главного вала получаем значение линейной скорости главного вала пресса при ударе пуансона о поковку [5, 11]:
при штамповке поковок в выражение для линейной скорости базового участка главного вала получаем значение линейной скорости главного вала пресса при ударе пуансона о поковку [5, 11]:
 . (15)
. (15)
Таким образом, если вследствие штамповки поковки базовый участок главного вала пресса закручивается, и линейная скорость главного вала пресса непостоянна и снижается на величину  , то допустимая деформация приведённого базового участка вала будет равна .
, то допустимая деформация приведённого базового участка вала будет равна .
Поэтому снижения угловой и циклической частот вращения (скорости) главного вала пресса при штамповке поковок принимают значения [5, 19]:
 . (16)
. (16)
Тогда понижение циклической частоты главного вала пресса равно:
 . (17)
. (17)
Полученные в (16) и (17) значения снижений угловой и циклической частот вращения главного вала при штамповке поковок указывают, что при штамповке поковки вследствие возникновения удара пуансона по поковке возникают замедления частот вращений главного и приёмного валов пресса.
Значение снижения циклической частоты вращения главного вала при штамповке поковок можно получить из тождественного равенства для угла закрутки главного вала пресса на базовом участке Е–Е и С–С:
 (18)
(18)
Разрешая тождественное равенство для угла закрутки главного вала пресса при штамповке поковок на базовом участке Е–Е и С–С относительно снижения циклической частоты вращения главного вала получаем его числовое значение:
 (19)
(19)
Относительная погрешность расчёта снижения циклической частоты вращения главного вала получается малой δгв = 0,0451% (15) и (17), т.е.:
 .
.
Проведем проверку допустимого расчётного крутящего момента на базовом участке главного вала пресса в опасных сечениях Е–Е и С–С при действия силы деформирования определённого ранее по выражению (7):
 (20)
(20)
где  – коэффициент приведения базового участка главного вала пресса по длине Lпв в опасных сечениях Е–Е и С–С.
– коэффициент приведения базового участка главного вала пресса по длине Lпв в опасных сечениях Е–Е и С–С.
Как видим информация о крутящем моменте главного вала пресса при штамповке поковок заложена в значениях снижения циклической частоты вращения главного вала и в значениях времени сжатия (закрутки)  на базовом участке Е–Е и С–С главного вала пресса.
на базовом участке Е–Е и С–С главного вала пресса.
Установить датчики частоты вращения главного вала непосредственно на торцевых концах главного вала пресса не позволяет установка на его концевых посадочных местах маховика с венцом зубчатой передачи, муфты включения и главного дискового тормоза пресса. Поэтому измерение усилия горячештамповочного пресса может быть реализовано на измерении максимальных деформаций и крутящих моментов на вращающемся реальном приёмном валу пресса.
Конструкция оптоэлектронного датчика частоты 7 с измерительной лентой «зебра» 3, наклеенной на приёмный вал 1 пресса КГШП мод. К-8544, приведена на (фиг.8) [5, 15].
Оптоэлектронный датчик частоты ДЧ 7 (фиг.8 и фиг.9) приёмного вала 1 пресса КГШП мод К-8544 имеет следующие особенности [15, 22]:
Датчик частоты 7 (фиг.9), устанавливаемый на приёмный вал 1 КГШП диаметром 350 мм, представляет собой разъёмную конструкцию (фиг.8) из двух верхней 8 и нижней 9 захватывающих скоб. Верхняя часть 8 датчика 7 поворачивается (откидывается) относительно нижней 9 посредством петли 10 крепления и откидывания, при этом свободные концы верхней 8, и нижней 9 захватывающих скоб для их смыкания вокруг приёмного вала 1 выполнены с возможностью соединения посредством стяжных болтов 11. Датчик частоты 7 опирается на приемный вал 1 (фиг.8 и фиг.9) с помощью шариковых подшипников 12, которые закреплены на верхней 8 и нижней 9 захватывающих скобах с помощью болтов 13 [5, 15, 22].
Датчик частоты 7 (фиг.8 и фиг.9) закрыт с боковых сторон захватывающих скоб 8 и 9 кольцевыми фланцами 14. Также датчик частоты 7 снабжён четырьмя такелажными скобами 15 с талрепами со стальными канатами диаметром ∅ 6,3 мм для их крепления к станине пресса посредством выступающих кронштейнов или к полу фундамента пресса, тем самым датчик частоты 7 фиксируется. В результате устраняются его угловые перемещения относительно приёмного вала 1 [15].
В месте смыкания захватывающих приёмный вал 1 верхней 8 и нижней 9 скоб (фиг.8) размещена оптоэлектронная пара 2. Измерительная лента «зебра» 3 неподвижно закреплена, например, с помощью её наклейки, на боковой поверхности (фиг.5 и фиг.9) по образующей боковой поверхности приёмного вала 1 пресса в зоне действия облучения и приёма инфракрасного излучения оптоэлектронной пары 2 датчика частоты 7.
Датчик частоты 7 (фиг.8 и фиг.9) стопорится четырьмя стопорными полукольцами для устранения продольных линейных смещений относительно измерительной ленты «зебра» 3 и оптоэлектронной пары 2. Стопорные полукольца неподвижно закрепляют на валу 1, и они не позволяют датчику частоты 7 смещаться вдоль оси вала 1.
При переходе к измерениям максимальных деформаций и крутящих моментов на вращающемся реальном приёмном валу пресса также необходимо реальный приёмный вал (фиг.10а) привести к эквивалентному валу простого круглого сечения.
В результате длина приведенного вала пресса оказалась больше реальной длины приёмного вала привода КГШП (фиг.10б) [5, 15, 19, 21, 23].
Используя значение приведенного диаметра приёмного вала КГШП, находим жесткость приведённого приёмного вала [5, 15, 19]:
 . (21)
. (21)
В системе СИ жесткость приёмного вала привода пресса модели К-8544, где G=85⋅103 МПа – модуль сдвига вала КГШП, Jp=πR4/2=1,238⋅10-3 м4 – полярный момент инерции сечения вала,  – плотность стали 40Х, Rпв = 0,1675 м – радиус приёмного вала [1, 5, 15].
– плотность стали 40Х, Rпв = 0,1675 м – радиус приёмного вала [1, 5, 15].
Модуль сдвига G и плотность стали ρ приёмного вала определяют через время прохода ультразвуковой волны по длине Lпв приёмного вала [5, 21, 25, 26].
Для достоверности измерений крутящего момента приёмного вала, и в конечном итоге усилия пресса требуется предварительно определять его жёсткость, которую периодически проверяют на соответствие исходной, модуль сдвига и плотность стали приёмного вала пресса, определяют ультразвуковым методом через время прохода ультразвуковой волны по длине приёмного вала [25].
Жесткость валов и при кручении, и при растяжении, и при изгибе также удобно определять, используя такие параметры, как приведенная длина вала и приведенный диаметр приёмного вала [19]. После определение диаметра и длины приведённого приёмного вала КГШП приступают к оценке максимальных деформаций сдвига и крутящих моментов приёмного вала КГШП, используя метод конечных элементов, в основе которого лежит метод сечений [11, 13, 18, 19]. Допустимый расчётный крутящий момент на валу приёмного вала привода КГШП определяется выражением [19, 21]:
 . (22)
. (22)
Интеграл в выражении (22) − полярный момент инерции сечения радиуса R приёмного вала пресса. Полярный момент инерции сечения приведённого приёмного вала пресса с постоянным сечением постоянен по длине вала и не зависит от длины его базового участка (база L1= 2000 мм):
 . (23)
. (23)
Далее разобьём базовый участок приёмного вала пресса длиной L=2,0 м на 20-ть i–ых элементов длиной  (фиг.4а), и определим расчётный крутящий момент на приёмном валу пресса при действии силы деформирования.
(фиг.4а), и определим расчётный крутящий момент на приёмном валу пресса при действии силы деформирования.
Допустимый расчётный крутящий момент на приёмном валу пресса при действии силы деформирования пресса определён по выражению (22):
 . (24)
. (24)
Максимальный угол закрутки i–ого элемента базового участка длиной  приёмного вала пресса составит [11, 13, 19, 21]:
приёмного вала пресса составит [11, 13, 19, 21]:
 . (25)
. (25)
При максимальном взаимном повороте сечений относительно друг друга (фиг.4а) на i–ом элементе базового участка приёмного вала длиной  при радиусе Rпв = 0,1675 м находим максимальные деформации
при радиусе Rпв = 0,1675 м находим максимальные деформации  [5, 11, 13, 15]:
[5, 11, 13, 15]:
 , (26)
, (26)
где допустимые максимальные деформации  i–ого элемента базового участка приёмного вала пресса при ударе штампа по поковке являются величинами непостоянными, а i-ый элемент базового участка приёмного вала длиной
i–ого элемента базового участка приёмного вала пресса при ударе штампа по поковке являются величинами непостоянными, а i-ый элемент базового участка приёмного вала длиной  – есть конечный элемент вала.
– есть конечный элемент вала.
Если приёмный вал пресса из стали марки 40Х с модулем сдвига G=85·103 МПа и с плотностью ρ=7,85⋅103 кг/м3, при i–ом элементе базового участка длиной  , то его время сжатия вследствие штамповки поковки будет равно [11, 13, 19, 21]:
, то его время сжатия вследствие штамповки поковки будет равно [11, 13, 19, 21]:
 при
при  . (27)
. (27)
Если i–ый элемент базового участка приёмного вала с  сжимается за время
сжимается за время  , то скорость распространения механических колебаний в нём определяется из соотношения [5, 11, 13, 19, 21]:
, то скорость распространения механических колебаний в нём определяется из соотношения [5, 11, 13, 19, 21]:
, (28)
где Е – модуль Юнга,
ρ - плотность материала приёмного вала.
Время сжатия элемента базового участка приёмного вала определяется:
 ,
,  , (29)
, (29)
которая определяет время прохода ультразвуковой волны по длине  элемента базового участка приёмного вала, и это время не зависит от скорости сжатия νл.
элемента базового участка приёмного вала, и это время не зависит от скорости сжатия νл.
Из выражений (29) для значения максимальной деформации i–ого элемента базового участка  получаем выражение для понижения линейной скорости приёмного вала при ударе пуансона о поковку [11, 13, 15, 19]:
получаем выражение для понижения линейной скорости приёмного вала при ударе пуансона о поковку [11, 13, 15, 19]:
 . (30)
. (30)
Таким образом, если вследствие штамповки поковки i–ый элемент базового участка приёмного вала пресса сжимается, то его линейная скорость снижается на величину  при деформации i–ого элемента базового участка вала на величину
при деформации i–ого элемента базового участка вала на величину  .
.
Поэтому значения снижения угловой и циклической частот вращения (скорости) приёмного вала при штамповке поковок будут равны [5, 15, 19]:
 . (31)
. (31)
Тогда понижение циклической частоты приёмного вала пресса равно:
 . (32)
. (32)
Полученные в (31) и (32) значения снижений угловой и циклической частот вращения приёмного вала указывают, что при штамповке поковки вследствие возникновения удара пуансона по поковке возникают замедления частот вращений главного эксцентрикового и приёмного валов пресса.
Частоты вращений валов пресса при их замедлении вращения вследствие удара пуансона по поковке определяются разностью номинальных частот вращения валов при холостом номинальном ходе ползуна и снижением частот вращения валов при ударе пуансона о поковку.
Так, для приёмного вала пресса разность номинальной частоты вращения  при холостом ходе ползуна и снижением частоты вращения вала при штамповке
при холостом ходе ползуна и снижением частоты вращения вала при штамповке  определяет частоту приёмного вала
определяет частоту приёмного вала  при ударе:
при ударе:
 , (33)
, (33)
где  – частота вращения приёмного вала при ударе пуансона о поковку,
– частота вращения приёмного вала при ударе пуансона о поковку,
δпв – коэффициент неравномерности вращения приёмного вала пресса.
Коэффициент неравномерности вращения приёмного вала пресса δпв при штамповке равен [1, 5, 15, 24, 27]:
 . (34)
. (34)
При холостом ходе ползуна за один поворот муфты включения на интервале измерения в Tи = 1,0 с приёмный вал пресса провернётся чуть более чем на 5 оборотов.
Для приёмного вала разность номинальной частоты появления чёрных рисок  от ленты «зебра» с числом чёрных рисок n = 128 при холостом ходе ползуна (за один поворот муфты включения на интервале измерения в Tи=1,0 с) и понижением частоты появления чёрных рисок
от ленты «зебра» с числом чёрных рисок n = 128 при холостом ходе ползуна (за один поворот муфты включения на интервале измерения в Tи=1,0 с) и понижением частоты появления чёрных рисок  от ленты «зебра» определяет частоту появления чёрных рисок
от ленты «зебра» определяет частоту появления чёрных рисок  при ударе [15]:
при ударе [15]:
 (35)
(35)
где  – значение разности частот появления чёрных рисок от ленты «зебра» приёмного вала пресса при ударе пуансона о поковку,
– значение разности частот появления чёрных рисок от ленты «зебра» приёмного вала пресса при ударе пуансона о поковку,
δпр – коэффициент неравномерности вращения приёмного вала пресса.
Коэффициент неравномерности появления чёрных рисок от ленты «зебра» приёмного вала пресса δпв при штамповке равен [1, 5, 15]:
 . (36)
. (36)
Далее, на основании (24) запишем значение угла закрутки между сечениями i–ого элемента базового участка приёмного вала пресса, созданным допустимым номинальным крутящим моментом Мкр.н = 250 кН·м на приёмном валу пресса, при длине элемента базового участка :
 . (37)
. (37)
Временной сдвиг сечений i–ого элемента базового участка при допустимом крутящем моменте Мкр.н=250 кН·м, и частоте вращения приёмного вала при ударе  и его периоде
и его периоде  равны:
равны:
 . (38)
. (38)
Определим во сколько раз временной сдвиг сечений элемента базового участка приёмного вала при частоте вращения вала  и периоде
и периоде  , меньше периода черных рисок ленты «зебры» при ударе с частотой
, меньше периода черных рисок ленты «зебры» при ударе с частотой  и их периоде
и их периоде  , при 128 рисках лент «зебра» на приёмном валу при длине элемента базового участка :
, при 128 рисках лент «зебра» на приёмном валу при длине элемента базового участка :
 . (39)
. (39)
Выбираем i–ый элемент базового участка приёмного вала с .
В горячештамповочном прессе частоты вращения главного и приёмного вала во времени есть переменные величины, и они обусловлены в процессе штамповки возникновением в упругих валах пресса крутильных колебаний.
Крутильные колебания упругих валов пресса возникают при резком изменении крутящего момента, приложенного к валу, например, при резком ударе ползуна с пуансоном по поковке. Крутильные колебания валов пресса также возникают и при действии периодически изменяющихся моментов, например, если вал связан с кривошипно-шатунным механизмом. В этом случае крутильные колебания вала особенно опасны, так как они могут привести к разрушению и поломке деталей и узлов пресса.
Измерение и ограничение усилия горячештамповочного пресса может быть основано на частотном методе измерения деформации кручения с помощью широкополосной ЧМ-модуляции на базе частотного метода измерения фазового сдвига. Для этой цели наиболее применим фазометр с ГКЧ (фиг.6а) [28-30].
Определение крутящего момента приёмного вала пресса в измерительном устройстве (фиг.6а) при частотном методе измерения с помощью широкополосной ЧМ-модуляции основано на замене временного сдвига сечений одного i–ого элемента приёмного вала на временной сдвиг в коаксиальной линии задержки (ЛЗ) широкополосного ЧМ-сигнала от ГКЧо, равного времени закрутки одного i–ого элемента  (38), соответствующее крутящему моменту Мкр.н=250 кН·м приёмного вала и его частоте вращения при ударе
(38), соответствующее крутящему моменту Мкр.н=250 кН·м приёмного вала и его частоте вращения при ударе  и его периоде
и его периоде  .
.
Измерение крутящего момента приёмного вала пресса при ударе пуансона о поковку осуществляется следующим образом.
На основе выражений для элемента базового участка вала длиной  (27) и времени закрутки
(27) и времени закрутки  одного i–ого элемента (38) приёмного вала пресса в измерительную схему крутящих моментов вводится замена времени закрутки
одного i–ого элемента (38) приёмного вала пресса в измерительную схему крутящих моментов вводится замена времени закрутки  i–ого элемента (38) на время задержки
i–ого элемента (38) на время задержки  широкополосного ЧМ-сигнала в коаксиальной линии задержки. Для различных крутящих моментов приёмного вала требуется замена времён закрутки одного элемента на соответствующие временные задержки в отрезках коаксиальной линии задержки [19, 21].
широкополосного ЧМ-сигнала в коаксиальной линии задержки. Для различных крутящих моментов приёмного вала требуется замена времён закрутки одного элемента на соответствующие временные задержки в отрезках коаксиальной линии задержки [19, 21].
Измерительная схема для измерения крутящего момента и его ограничения для приёмного вала пресса реализована следующим образом (фиг.6а) [9, 11, 29].
Измерительная схема, входящая в состав частотного измерителя – ограничителя крутящих моментов приёмного вала пресса, представлена на (фиг.6а), в которую входят: оптоэлектронная пара ОП; датчик частоты, микроэлектронный усилитель фототока ОП; первый фильтр низкой частоты 10-го порядка; модулятор; опорный ГКЧо, частота модуляции которого изменяющейся с частотой вращающегося приёмного вала пресса в момент штамповки; широкополосный усилитель высокой частоты (УВЧ); коаксиальная линия задержки (ЛЗ), смеситель; второй фильтр низкой частоты 2-го порядка; ограничитель; вычислитель, индикатор и пороговое устройство. На входы смесителя поступают два частотно-модулированных сигнала от ГКЧо: прямой и задержанный на время tз = const (фиг.6 б). Частоты широкополосных опорного сигнала (fo) и смещенного (fc) меняются во времени по симметричному пилообразному закону (фиг.6 б). В результате смешения (перемножения) в смесителях двух прямого и задержанного колебаний ГКЧо на выходе смесителя образуются биения uб (фиг.6 в). Заметим, что для ГКЧо также их средняя частота f0 >> Δfм, где Δfм – девиация частоты (полоса качания) [9-13, 29].
Измерение крутящего момента на вращающемся приёмном валу за один период исследуемого напряжения в момент штамповки основано на сравнении опорных частот и смещенных частот сигналов ГКЧо в смесителе, выделяющего нулевую разностную частоту  [9-13, 19]. Частота смещенного во времени широкополосного ЧМ-сигнала от ГКЧо под действием закрутки одного i–ого элемента базового участка приёмного вала пресса в момент штамповки изменяется таким же образом во времени, что и частота опорного сигнала, но со сдвигом на время запаздывания относительно частоты опорного сигнала (фиг.6б). При этом сдвиг фазы задержанного широкополосного высокочастотного ЧМ-сигнала от ГКЧо остаётся постоянным
[9-13, 19]. Частота смещенного во времени широкополосного ЧМ-сигнала от ГКЧо под действием закрутки одного i–ого элемента базового участка приёмного вала пресса в момент штамповки изменяется таким же образом во времени, что и частота опорного сигнала, но со сдвигом на время запаздывания относительно частоты опорного сигнала (фиг.6б). При этом сдвиг фазы задержанного широкополосного высокочастотного ЧМ-сигнала от ГКЧо остаётся постоянным  . В результате смешения прямого и задержанного в коаксиальной линии задержки частотно-модулированных высокочастотных колебаний ГКЧо на выходе смесителя образуются биения uб (фиг.6в) [9-13, 19].
. В результате смешения прямого и задержанного в коаксиальной линии задержки частотно-модулированных высокочастотных колебаний ГКЧо на выходе смесителя образуются биения uб (фиг.6в) [9-13, 19].
Мгновенная частота биений  равна абсолютному значению разностей мгновенных значений частот опорного и смещенного частотно-модулированных сигналов ГКЧо
равна абсолютному значению разностей мгновенных значений частот опорного и смещенного частотно-модулированных сигналов ГКЧо  , знаки
, знаки  не учитываются (фиг.2в).
не учитываются (фиг.2в).
С датчика частоты 7 вращения приёмного вала 1 (фиг.11) с помощью оптоэлектронной пары 2 снимают частоту вращения приёмного вала пресса Fвр(t) в момент штамповки, поступающую на вход первого фильтра низкой частоты Баттерворта 10-го порядка (фиг.6 а и фиг.11).
Снимаемый оптоэлектронной парой 2 (фиг.11) сигнал частоты вращения приёмного вала 1 пресса  при помощи измерительной ленты «зебра» 3 с 128 чёрными рисками является импульсным ЧМ-сигналом (фиг.12а,б).
при помощи измерительной ленты «зебра» 3 с 128 чёрными рисками является импульсным ЧМ-сигналом (фиг.12а,б).
Частота появления и длительность импульсов от чёрных рисок ленты «зебра» за время технологического цикла tц при двойном ходе ползуна пресса будут изменяться. При окончании удара ползуна по поковке начинается обратный холостой ход ползуна пресса (фиг.12а,б).
Здесь возникает задача выделения частоты импульсного ЧМ-сигнала от чёрных рисок ленты «зебра» в момент удара ползуна по поковке. Такую задачу и решает первый фильтр низкой частоты Баттерворта 10-го порядка [5, 31, 32]. Его амплитудно-частотная характеристика фильтра Баттерворта низкой частоты 10-го порядка представлена на (фиг.13).
При холостом ходе ползуна за один поворот муфты включения на интервале измерения в Tи = 1,0 с приёмный вал пресса провернётся чуть более чем на 5 оборотов.
Для приёмного вала пресса в момент удара ползуна по поковке установлена разность между номинальной частотой появления чёрных рисок  от ленты «зебра» при холостом ходе ползуна (за один поворот муфты включения на интервале измерения Tи=1,0 с) и снижением частоты появления чёрных рисок от ленты «зебра»
от ленты «зебра» при холостом ходе ползуна (за один поворот муфты включения на интервале измерения Tи=1,0 с) и снижением частоты появления чёрных рисок от ленты «зебра»  , равная (35).
, равная (35).
Данная разность определяет частоту появления чёрных рисок  от ленты «зебра» приёмного вала пресса при ударе.
от ленты «зебра» приёмного вала пресса при ударе.
Частота среза АЧХ первого фильтра низкой частоты Баттерворта 10-го порядка на уровне 3,0 дБ (фиг.13) находится около 500 Гц (фиг.13), поэтому, частота появления чёрных рисок от ленты «зебра» приёмного вала пресса при ударе находится в конце полосы пропускания фильтра низкой частоты. Частота же появления чёрных рисок  от ленты «зебра» при холостом ходе ползуна находится в полосе подавления первого фильтра Батерворта низкой частоты. Первый фильтр низкой частоты Баттерворта (фиг.6а и фиг.11) выделяет первую гармонику из импульсной последовательности (фиг.12б) от появления чёрных рисок ленты «зебра» на частоте
от ленты «зебра» при холостом ходе ползуна находится в полосе подавления первого фильтра Батерворта низкой частоты. Первый фильтр низкой частоты Баттерворта (фиг.6а и фиг.11) выделяет первую гармонику из импульсной последовательности (фиг.12б) от появления чёрных рисок ленты «зебра» на частоте  , снимаемой с датчика частоты ДЧ вращения приёмного вала пресса (фиг.6а и фиг.11).
, снимаемой с датчика частоты ДЧ вращения приёмного вала пресса (фиг.6а и фиг.11).
Частота гармонического напряжения на выходе первого ФНЧ Батерворта [31, 32] пропорциональна частоте вращения приёмного вала пресса в момент штамповки,  . Выделенное первым фильтром низкой частоты Батерворта выходное напряжение поступает на модуляционный вход генератора качающейся частоты ГКЧо для обеспечения периодической широкополосной частотной модуляции по закону симметричной пилы.
. Выделенное первым фильтром низкой частоты Батерворта выходное напряжение поступает на модуляционный вход генератора качающейся частоты ГКЧо для обеспечения периодической широкополосной частотной модуляции по закону симметричной пилы.
Далее сформированные широкополосные частотно-модулированные сигналы (фиг.6а,б), а именно опорный сигнал с ГКЧо с частотой ƒo(t) и задержанный сигнал, за счёт коаксиальной линии задержки ЛЗ (фиг.6а,б) с постоянным временем задержки  с частотой ƒс(t) подаются на смеситель, где
с частотой ƒс(t) подаются на смеситель, где  – время закрутки i–ого элемента базового участка приёмного вала пресса (38) [9-13, 19]. Вход коаксиальной линии задержки ЛЗ (фиг.6а) соединён с выходом широкополосного усилителя высокой частоты УВЧ, предназначенного для компенсации затуханий задержанного частотно-модулированного сигнала с ГКЧо.
– время закрутки i–ого элемента базового участка приёмного вала пресса (38) [9-13, 19]. Вход коаксиальной линии задержки ЛЗ (фиг.6а) соединён с выходом широкополосного усилителя высокой частоты УВЧ, предназначенного для компенсации затуханий задержанного частотно-модулированного сигнала с ГКЧо.
С выхода смесителя снимается разностный сигнал биений uб с частотой биений  , пропорциональной частоте вращения приёмного вала пресса при ударе, несущей информацию об угле закрутки и крутящем моменте приемного вала. Сигнал биений uб поступает на вход второго фильтра низкой частоты ФНЧ второго порядка с полосой пропускания
, пропорциональной частоте вращения приёмного вала пресса при ударе, несущей информацию об угле закрутки и крутящем моменте приемного вала. Сигнал биений uб поступает на вход второго фильтра низкой частоты ФНЧ второго порядка с полосой пропускания  , соединенного с входом вычислителя углов закрутки и крутящих моментах приемного вала.
, соединенного с входом вычислителя углов закрутки и крутящих моментах приемного вала.
Вычислитель вычисляет частоту биений  , поступающую с выхода смесителя, пропорциональную результирующим деформациям сдвига
, поступающую с выхода смесителя, пропорциональную результирующим деформациям сдвига  от действия крутящих моментов
от действия крутящих моментов  и
и  приёмного вала пресса при ударе. Вычислитель подсчитывает только среднюю частоту биений за период модуляции ГКЧо
приёмного вала пресса при ударе. Вычислитель подсчитывает только среднюю частоту биений за период модуляции ГКЧо  , и преобразует разностную частоту биений в значения деформации кручения упругого вращающегося приёмного вала пресса. Результат вычисления деформации кручения упругого вращающегося приёмного вала пресса в виде угловых единиц закрутки вала или в значениях крутящего момента индицируется цифровым индикатором [9-13, 19].
, и преобразует разностную частоту биений в значения деформации кручения упругого вращающегося приёмного вала пресса. Результат вычисления деформации кручения упругого вращающегося приёмного вала пресса в виде угловых единиц закрутки вала или в значениях крутящего момента индицируется цифровым индикатором [9-13, 19].
С учетом выражения (1) для алгоритма измерения основной частоты биений в частотном измерителе крутящего момента определим значение частоты биений при ударе ползуна о поковку:
 , (40)
, (40)
где  – нулевая разностная частота биений при ударе ползуна о поковку, Δƒм = 20 МГц – девиация частоты при средней частоте ƒо =210 МГц генератора качающейся частоты ГКЧ, частоте модуляции
– нулевая разностная частота биений при ударе ползуна о поковку, Δƒм = 20 МГц – девиация частоты при средней частоте ƒо =210 МГц генератора качающейся частоты ГКЧ, частоте модуляции  при
при  – времени задержки высокочастотного ЧМ-сигнала ГКЧ в коаксиальной линии задержки (38) [9-13, 29].
– времени задержки высокочастотного ЧМ-сигнала ГКЧ в коаксиальной линии задержки (38) [9-13, 29].
Определим угол закрутки i–ого элемента базового участка приёмного вала в момент удара пуансона по поковке с учётом N = 128 рисок измерительной ленты «зебра», выраженный в радианах и градусах, т.е. [9-13, 19] получим:
 (41)
(41)
Допустимый расчётный крутящий момент на приёмном валу пресса при действии силы деформирования при максимальном угле закрутки i – того элемента базового участка длиной приёмного вала пресса согласно (24) определён по выражению:
 . (42)
. (42)
Относительная погрешность измерения крутящего момента приёмного вала пресса при штамповке частотным способом измерения с широкополосной ЧМ-модуляцией по разностному сигналу биений составила менее 0,23%.
Предложенная методика вычисления и измерения допустимого крутящего момента на приёмном валу пресса для устройства предохранения КГШП от технологических перегрузок позволяет рассчитать и измерить крутящие моменты приёмного вала пресса меньше допустимого крутящего момента приёмного вала.
При этом для каждого крутящего момента приёмного вала пресса меньше допустимого крутящего момента приёмного вала выбирается своя линия задержки (фиг.6а,б) с постоянным временем задержки  , где
, где  – время закрутки i–ого элемента базового участка приёмного вала пресса (38) [19].
– время закрутки i–ого элемента базового участка приёмного вала пресса (38) [19].
Таким образом, рассмотренные способ и устройство измерения и ограничения усилия горячештамповочного пресса, построенное на базе частотного метода измерения крутящего момента приёмного вала с помощью широкополосной ЧМ-модуляции позволяет реализовать защиту пресса и предохранить КГШП от аварийных ситуаций, влекущих к поломкам шатунов, зубчатых передач, главных и приёмных валов прессов и т.п. [1-3].
При решении вопроса перегрузки кривошипных прессов воспользуемся способом отключения муфты в процессе нагружения, с целью уменьшения возрастающей в силовой системе силы. В связи с этим возникает необходимость расчета силы, которую пресс разовьет в таком случае [1-3, 15, 22].
Основные расчетные зависимости выводятся для положений кривошипа, близких к крайнему нижнему, при следующих допущениях:
1. В качестве предохранителя пресса принимаем его фрикционную муфту включения, и муфта включения при правильной ее настройке срабатывает при меньшей нагрузке пресса [1-3, 15, 22].
2. Долей энергии, поступающей от электродвигателя в процессе нагружения, пренебрегаем.
3. Упругое закручивание кривошипного вала не учитываем.
4. Приведенное плечо крутящего момента mk(α) определено выражением:
 , (43)
, (43)
где  – приведенное плечо момента сил трения в кривошипно-шатунном механизме,
– приведенное плечо момента сил трения в кривошипно-шатунном механизме,
R – радиус кривошипа,
λ – коэффициент шатуна,
α – угол поворота кривошипа, отсчитываемый от крайнего положения ползуна и кривошипа [1-3].
Отметим, что точность вычислений по формуле (43) при α ≤ 0,438 радиан (25°), т.е. в диапазоне углов α, при которых наиболее часто происходят перегрузки прессов, достаточно высока [1-3, 15, 22].
Процесс нагружения пресса рассматривается при «жестком» или «холодном» ударе. При перегрузке пресса считаем, что управляющее муфтой устройство срабатывает после проскальзывания муфты.
При оценке усилия нагружения пресса  в качестве исходных данных примем угол, определяющий положение кривошипа в момент подачи команды на отключение муфты (αср.), и силу настройки устройства, подающего команду на отключение (срабатывание)
в качестве исходных данных примем угол, определяющий положение кривошипа в момент подачи команды на отключение муфты (αср.), и силу настройки устройства, подающего команду на отключение (срабатывание)  . С учетом принятых допущений величина конечной силы пресса
. С учетом принятых допущений величина конечной силы пресса  (при остановке ползуна) определена по формуле [3, 15]:
(при остановке ползуна) определена по формуле [3, 15]:
 , (44)
, (44)
где  – жесткость системы пресс-штамп,
– жесткость системы пресс-штамп,
α0 и αк – углы поворота кривошипа, соответствующие его положению в начале нагружения пресса и в момент остановки ползуна.
Формула (44) определяет рост силы пресса на участке движения кривошипного вала от α0 до αк с промежуточным заданным углом αср. Из определения идеального приведённого плеча сил  [1-3, 15, 22], следует, что усилие нагружения пресса определено как
[1-3, 15, 22], следует, что усилие нагружения пресса определено как  .
.
Крутящий момент на приемном валу пресса при среднем расчётном усилии нагружения кривошипного пресса  , определён ранее по выражению (3), и он равен:
, определён ранее по выражению (3), и он равен:  , при КПД зубчатой передачи, η = 0,95 и передаточном числе u = 5,1666.
, при КПД зубчатой передачи, η = 0,95 и передаточном числе u = 5,1666.
Приведенное плечо крутящего момента принято равным  .
.
Тогда среднее расчётное усилие кривошипного пресса и измеренное цифровым фазометром с МС с учётом выражений (24) и (42) будет равно:
 . (45)
. (45)
Измеренное среднее усилие пресса по выражению (45) подтверждается значением, полученным через номинальное усилие  :
:
 . (46)
. (46)
Полученные по выражениям (45) и (46) расчётные значения усилия кривошипного пресса  подтверждают правильность способа измерения усилия горячештамповочного пресса и устройства измерения его усилия по максимальным деформациям и крутящему моменту приёмного вала [1-3, 15, 22].
подтверждают правильность способа измерения усилия горячештамповочного пресса и устройства измерения его усилия по максимальным деформациям и крутящему моменту приёмного вала [1-3, 15, 22].
На фиг.14 схематично представлен горячештамповочный пресс для штамповки поковок с кривошипным механизмом с датчиком крутящего момента приёмного вала и измерительной системой предохранения пресса от технологических перегрузок.
На фиг.14 показано: электродвигатель 16, маховик 17, клиноременная передача 18, тормоз маховика 19, приёмный вал 1, зубчатая передача 20, главный кривошипный вал 21, пневматическая фрикционная муфта 22, тормоз 23, шатун 24, ползун 25, верхний боёк 26, нижний стол 27, поковка 28, тензомост станины 29, электронный блок тензомоста 30, датчик крутящего момента 7, частотный измеритель крутящего момента с ГКЧ и с цифровой МС 5, пороговое устройство 31, электромагнитный клапан 32 отключения пневматической фрикционной муфты 22, магистраль сжатого воздуха 33, поток сжатого воздуха 34.
Таким образом, наличие в составе измерителя крутящего момента с МС кроме измерения крутящего момента приёмного вала пресса при штамповке поковок создает возможность определения и измерения усилий КГШП по крутящему моменту их приёмных валов. Микропроцессорная система позволяет определять статистические характеристики фазовых флуктуаций: математического ожидания, дисперсии и среднеквадратичного отклонения [15, 28-30].
Кроме того, частотный измеритель крутящего момента приёмного вала с ГКЧ (фиг.6) с помощью цифрового фазометра с МС позволяет записать кривые нагружения пресса, по которым рассчитывают выполняемую прессом работу, расход кинетической энергии и проводят расчет для определения нагрузки на электродвигатель [1, 15, 23, 24].
Время активного контакта штампа с заготовкой  для современных КГШП 0,08-0,3 с [1]. С датчика крутящего момента 7 вращающегося приёмного вала 1 пресса при штамповке поступают электрические импульсы, разнесенные по фазе, пропорциональной при штамповке действующему на приёмном валу крутящему моменту на измерительную систему 5 с цифровым фазометром с МС.
для современных КГШП 0,08-0,3 с [1]. С датчика крутящего момента 7 вращающегося приёмного вала 1 пресса при штамповке поступают электрические импульсы, разнесенные по фазе, пропорциональной при штамповке действующему на приёмном валу крутящему моменту на измерительную систему 5 с цифровым фазометром с МС.
Вычисленное значение крутящего момента приёмного вала пресса с выхода МС 5 в виде цифрового кода  поступает на пороговое устройство защиты 31 пресса от перегрузки (фиг.14), где фиксируется количество импульсных сигналов (цифровых кодов) при штамповке от появлений рисок измерительных лент «зебра» за время активного контакта штампа с заготовкой. В пороговом устройстве защиты 31 пресса цифровой код сравнивается с выходным цифровым кодом
поступает на пороговое устройство защиты 31 пресса от перегрузки (фиг.14), где фиксируется количество импульсных сигналов (цифровых кодов) при штамповке от появлений рисок измерительных лент «зебра» за время активного контакта штампа с заготовкой. В пороговом устройстве защиты 31 пресса цифровой код сравнивается с выходным цифровым кодом  электронного блока тензометрического моста стола пресса 30 [15].
электронного блока тензометрического моста стола пресса 30 [15].
Так при ударе пуансона о поковку при активном контакте tк = 0,08 с и пороговой частоте среза ФНЧ Баттерворта, равной  (фиг.13) и пороговом цифровом коде nпр.уд = 499 появлений рисок измерительных лент «зебра» (фиг.5) число фиксируемых импульсных сигналов будет равно цифровому коду: nк = 39. Если же активный контакт с заготовкой tк = 0,3 с, то число фиксируемых импульсов при частоте среза ФНЧ Баттерворта
(фиг.13) и пороговом цифровом коде nпр.уд = 499 появлений рисок измерительных лент «зебра» (фиг.5) число фиксируемых импульсных сигналов будет равно цифровому коду: nк = 39. Если же активный контакт с заготовкой tк = 0,3 с, то число фиксируемых импульсов при частоте среза ФНЧ Баттерворта  при штамповке будет равно цифровому коду: nк = 149. Полученные значения пороговых цифровых кодов при штамповке соответствуют пороговому крутящему моменту в 250 кН⋅м для приёмного вала пресса КГШП мод. К-8544 [1, 15, 22].
при штамповке будет равно цифровому коду: nк = 149. Полученные значения пороговых цифровых кодов при штамповке соответствуют пороговому крутящему моменту в 250 кН⋅м для приёмного вала пресса КГШП мод. К-8544 [1, 15, 22].
Если текущие значения цифровых кодов  от появления чёрных рисок лент «зебра» и электронного блока тензомоста 30 превышают пороговое значение, то пороговое устройство 31 (фиг.14) выдаёт команду на остановку пресса. В результате внешний выключатель – воздушный клапан 32 отключает фрикционную двухдисковую муфту 22 включения пресса от магистрали 33 сжатого воздуха посредством прерывания потока сжатого воздуха 34 [1, 15, 22].
от появления чёрных рисок лент «зебра» и электронного блока тензомоста 30 превышают пороговое значение, то пороговое устройство 31 (фиг.14) выдаёт команду на остановку пресса. В результате внешний выключатель – воздушный клапан 32 отключает фрикционную двухдисковую муфту 22 включения пресса от магистрали 33 сжатого воздуха посредством прерывания потока сжатого воздуха 34 [1, 15, 22].
Предохранительные устройства являются одним из важнейших механизмом кривошипных машин. К ним предъявляют высокие требования, главные из них: поддержание заданной максимальной нагрузки, быстрота срабатывания при достижении предельного усилия или момента, минимальное искажение технологических параметров машины, лёгкость наладки, тарировки и обслуживания. Следует отметить, что предохранитель по моменту должен быть на каждом КГШП для горячей объёмной штамповке, иначе при аварийных ситуациях могут возникнуть поломки зубчатых передач, валов и т.п. [1, 15].
Предложенные способ и устройство измерения и ограничения усилия горячештамповочного пресса на базе частотного метода измерения крутящего момента приёмного вала с помощью широкополосной ЧМ-модуляции предназначено для защиты и предохранения пресса от технологических перегрузок и его целесообразно, применять в кузнечнопрессовом производстве при выполнении операций горячей штамповки.
Источники информации:
1. Игнатов А.А., Игнатова Т.А. «Кривошипные горячештамповочные прессы». Изд. 2-е, перераб. и доп. М.: Машиностроение, 1974. 352 с.;
2. «Кузнечно-штамповочное оборудование: Учебник для машиностроительных вузов» / А.Н. Банкетов, Ю.А. Бочаров, Н.С. Добринский и др.; Под ред. А.Н. Банкетова, Е.Н. Ланского. ‒ 2-е изд., перераб. и доп. — М.: Машиностроение, 1982. ‒ 576 с., ил.;
3. Ковалев В.В. «Кривошипные прессы. Исследование некоторых специфических вопросов: монография» / В.В. Ковалев, А.Т. Крук. Воронеж: ГОУВПО «Воронежский государственный технический университет», 2010.195 с.;
4. Коваленко В.С., Санников С.С., Струков П.И. «Тарировка кривошипного горячештамповочного пресса НКМЗ усилием 4000 т методом крешеров». Кузнечно-штамповочное производство, 11, 1960, с. 35-37;
5. Ванягин А.В., Ерофеев В.И., Ермолаев А.И., Охулков С.Н., Плехов А.С. «Способ измерения усилия кривошипного горячештамповочного пресса мод. К-8544, усилием 25 МН по крутящему моменту приемного вала и устройство для его измерения. Часть 1» // КШП. ОМД. 2024. № 8. С. 21–30;
6. Ковалев Э.С., Розенблат М.М. «Тензометрический измеритель усилия кривошипных прессов». Кузнечно-штамповочное производство, 11, 1982, с. 22-23;
7. Патент RU 2219505 «Измеритель усилия пресса», авт. Трусковский В.И., публ. 20.12.2003 г.;
8. Патент RU 2196309 РФ «Способ определения крутящего момента», авт. Охулков Е.Н., Охулков С.Н., публ. 10.01.2003 г.;
9. Гордеев Б.А., Охулков С.Н. «Частотный метод измерения крутящего момента вращающихся валов» / Гордеев и др. // Вестник машиностроения. № 2. 2015 г. – С. 3-7;
10. Гордеев Б.А., Охулков С.Н. и др. «Частотный метод измерения деформации кручения на вращающихся валах машин и механизмов» / Б.А. Гордеев и др. // Вестник Волжской государственной академии водного транспорта. Надежность и ресурс в машиностроении. 2006. Вып. 16. С. 62–70;
11. Ванягин А.В., Гордеев Б.А., Ермолаев А.И., Охулков С.Н., Плехов А.С. «Способ измерения деформации валов МР-муфт» // Вестник машиностроения. – № 3. 2023 г., С. 3-7;
12. Ванягин А.В., Гордеев Б.А., Охулков С.Н., Ермолаев А.И. «Высокочастотные генераторы качающейся частоты в выходных схемах магнитоупругих датчиков крутящего момента» // Контроль. Диагностика. 2022. Т. 25. №7 (289). С. 32-41;
13. Ванягин А.В., Гордеев Б.А., Охулков С.Н., Ермолаев А.И., Титов Д.Ю. «Измерение демпфирующих свойств и углового рассогласования, ведущего и ведомого валов соединительной магнитореологической муфты для мобильных транспортных средств» // Транспорт: наука, техника, управление. Научный информационный сборник. 2022. №7. С. 56-66;
14. Ефремов Л.В. «Теория и практика исследований крутильных колебаний силовых установок с применением компьютерных технологий», СПб.: Наука, 2007, 276 с.;
15. Патент RU 2820805 «Способ и устройство измерения крутящего момента приёмного вала горячештамповочного пресса для измерения его усилия», авт. Ванягин А.В., Ерофеев В.И., Титов Д.Ю., Охулков С.Н., Плехов А.С., публ. 10.06.2024 г.;
16. Беляев Е.С., Гордеев Б.А., Охулков С.Н. «Метрологические характеристики частотного метода измерения вязкости магнитореологических жидкостей в ротационном вискозиметре» / Е.С. Беляев [и др.] // Вестник машиностроения. – 2020, №10, С. 28-33;
17. Гордеев Б.А., Охулков С.Н., Осмехин А.Н. «Оценка деформаций и напряжений сегмента конусообразной обечайки гидроопоры» // Машиностроение и инженерное образование. Изд.: ИМАШ им. А.А. Благонравова РАН. Москва. 2021. №1-2. С. 3-12;
18. Гордеев Б.А. «Снижение виброперегрузок возбуждаемых вращающимися валами в переходных режимах» / Гордеев Б.А., Охулков С.Н., Осмехин А.Н., Шохин А.Е. // Вестник машиностроения. – № 2. 2018 г. – С.9 – 15;
19. Охулков С.Н. «Методы и устройства ослабления вибрации электромеханических комплексов: монография» / Охулков С.Н., Плехов А.С., Титов Д.Ю., Шевырёв Ю.В. – Нижний Новгород. Нижегород. гос. техн. у-т им. Р.Е. Алексеева, 2016, 254 с.;
20. «К расчету жесткости упругих блоков мобильных машин методом конечных элементов» / Б.А. Гордеев, С.Н. Охулков, А.Н. Осмехин, А.С. Плехов // Транспорт: наука, техника, управление. 2021. № 9. С. 57–63;
21. Маквецов Е.Н., Тартаковский А.М. «Механические воздействия и защита радиоэлектронной аппаратуры», М.: Радио и связь, 1993. 200 с.;
22. Ванягин А.В., Ерофеев В.И., Ермолаев А.И., Охулков С.Н., Плехов А.С. «Способ измерения усилия кривошипного горячештамповочного пресса мод. К-8544, усилием 25 МН по крутящему моменту приемного вала и устройство для его измерения. Часть 2» // КШП. ОМД. 2024. № 9. С. 21–30;
23. «Method of calculating variable section shafts shear deformations» / B. Gordeev, S. Okhulkov, L. German et al. // 35th International conference on Vibroengineering. India. Delhi. P. 231–236;
24. «Кривошипные кузнечнопрессовые машины» / В.И. Власов, А.Я. Борзыкин, Н.К. Букин-Батырев и др. М.: Машиностроение, 1982. 424 с.;
25. «Методы акустического контроля металлов» / Н.П. Алёшин, В.Е. Белый, А.Х. Вопилкин и др.: под ред. Н.П. Алёшина. – М.: Машиностроение, 1989.– 456 с.;
26. «Экспериментальные методы исследования деформаций и напряжений» / Б.С. Касаткин, А.Б. Кудрин, Л.М. Лобанов, В.А. Пивторак, П.И. Полухин, Н.А. Чиченев. Справочное пособие. Киев «Наукова думка» 1981. 584 с.;
27. Живов Л.И., Овчинников А.Г, Складчиков Е.Н. «Кузнечно-штамповочное оборудование: Учебник для вузов» / Под ред. Л.И. Живова. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2006. – 560 с.: ил.;
28. Sergei Dmitriev, Andrey Daryenkov, Leonid German, Boris Gordeev, Sergei Okhulkov, Alexander Serebryakov. Torque sensors calibration of electromechanical complexes shafts// JVI International is the Publisher of International Research Journals and the Organizer of International Conferences. 13-14. 12.2018. pp. 231-236.
29. Гордеев, Б.А. Измерение пиковых значений переменных напряжений измерительных обмоток магнитоупругих датчиков крутящего момента с помощью широкополосной частотной модуляции генераторов качающейся частоты// Интеллектуальная электротехника / Б.А. Гордеев [и др.] // Актуальные проблемы электроэнергетики: сб. ст. – НГТУ им. Р.Е. Алексеева, Н. Новгород, 2019. – С. 100-111.
30. Гордеев Б.А. Способы снижения погрешностей магнитоупругих датчиков крутящего момента вращающихся валов машин / Гордеев Б.А., Охулков С.Н., Дарьенков А.Б., Плехов А.С., Бугайский В.В. // Прикладная механика и технологии машиностроения: сборник научных трудов. – Нижний Новгород: Издательство общества «Интелсервис», 2014, № 1 (23). – С. 142-1167.
31. П. Хоровиц, У. Хилл. Искусство схемотехники / Пер. с англ. Издание 5-е. переработанное. – М: Изд-во Мир,1998. ‒ 704 с.
32. Фолкенберри Л. Применения операционных усилителей и линейных ИС: Пер. с англ. – М.: Мир, 1985. – 572 с., ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство измерения крутящего момента приёмного вала горячештамповочного пресса для измерения его усилия | 2023 |
|
RU2820805C1 |
| ПОЛЗУН КРИВОШИПНОГО ПРЕССА | 1998 |
|
RU2156188C2 |
| ГРЕЙФЕРНАЯ ПОДАЧА ДЛЯ ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ В ПРЕССЕ | 2012 |
|
RU2521909C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2020 |
|
RU2737836C1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| Устройство для исследования прочностных свойств корнеклубнеплодов | 2021 |
|
RU2763792C1 |
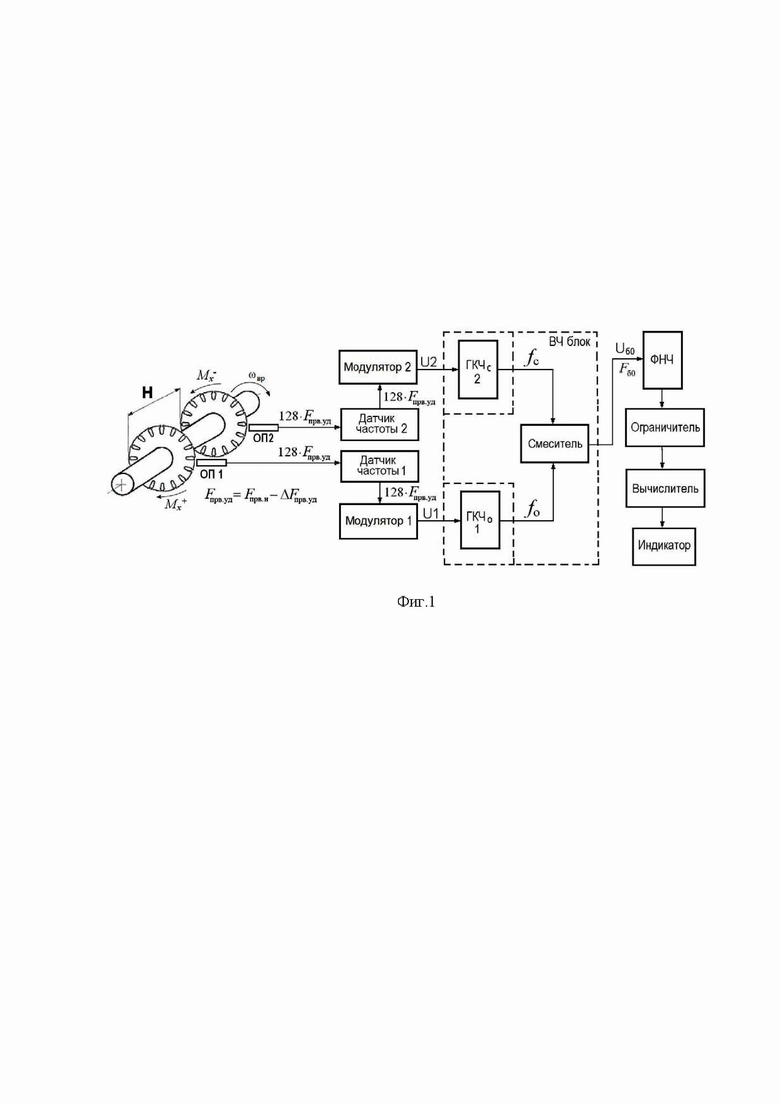
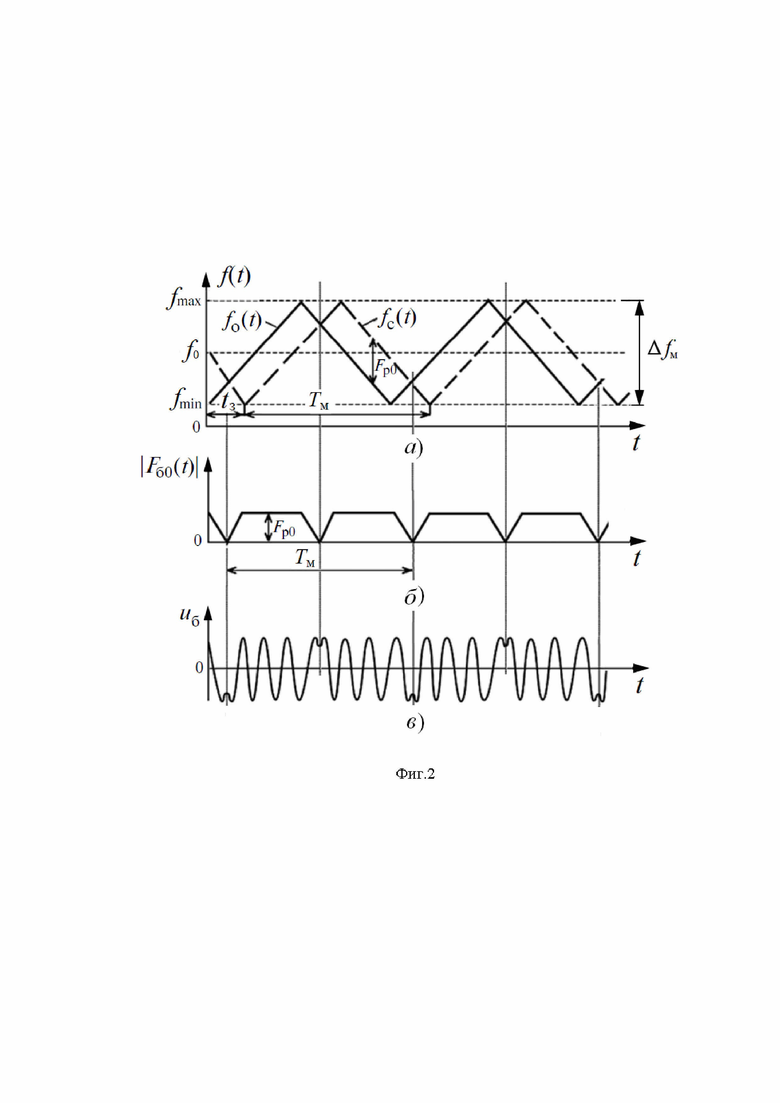
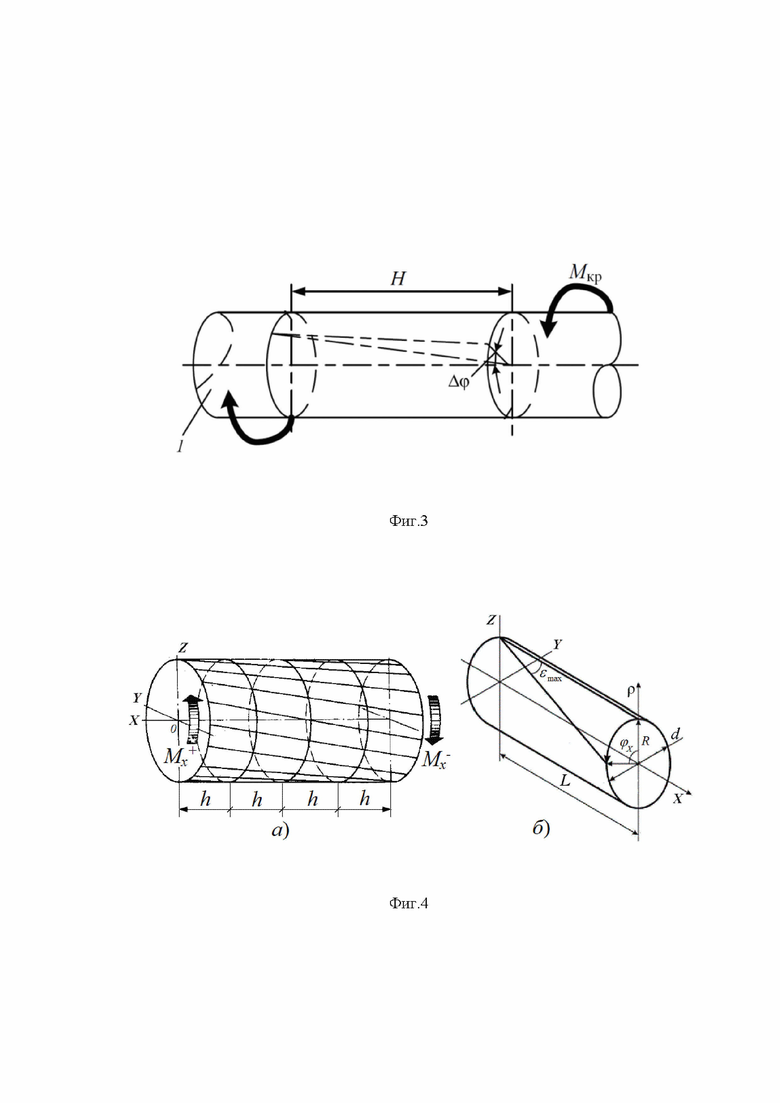
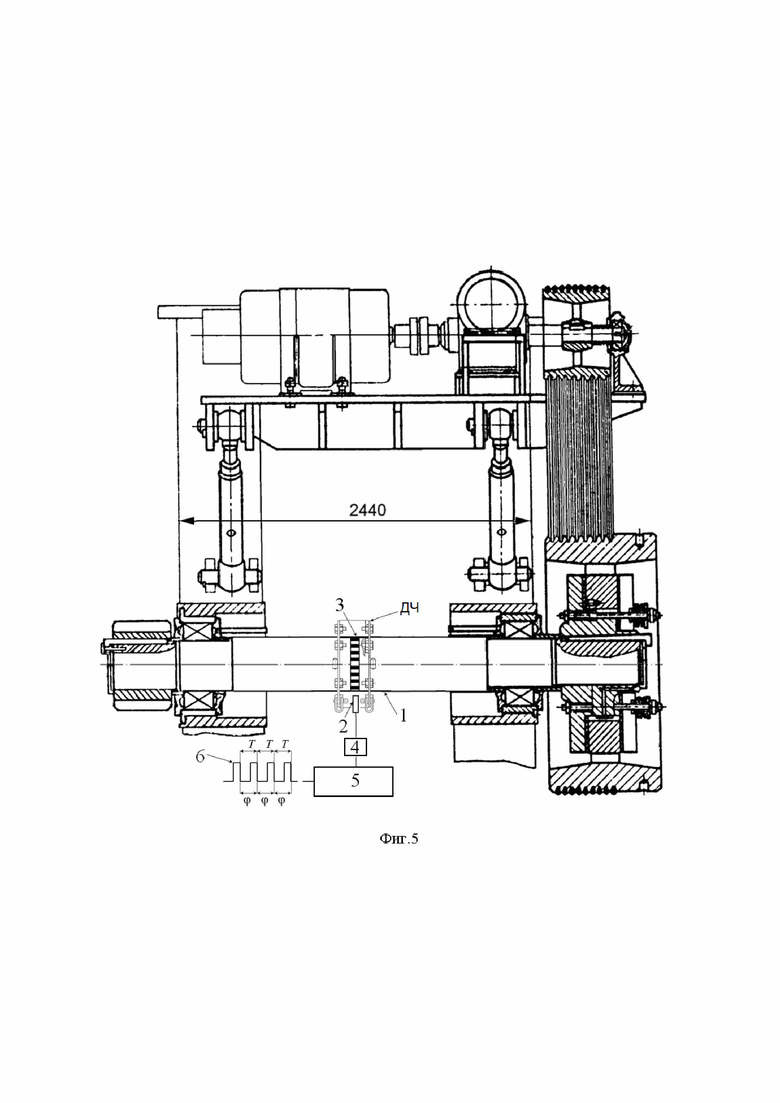
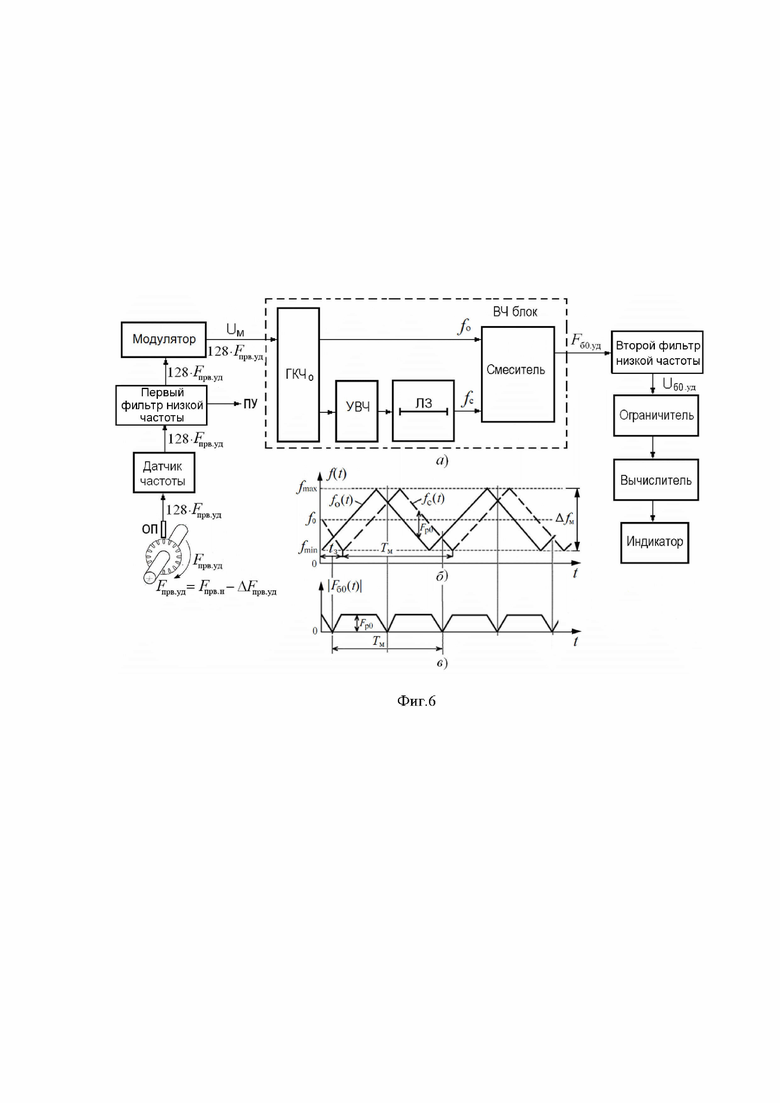
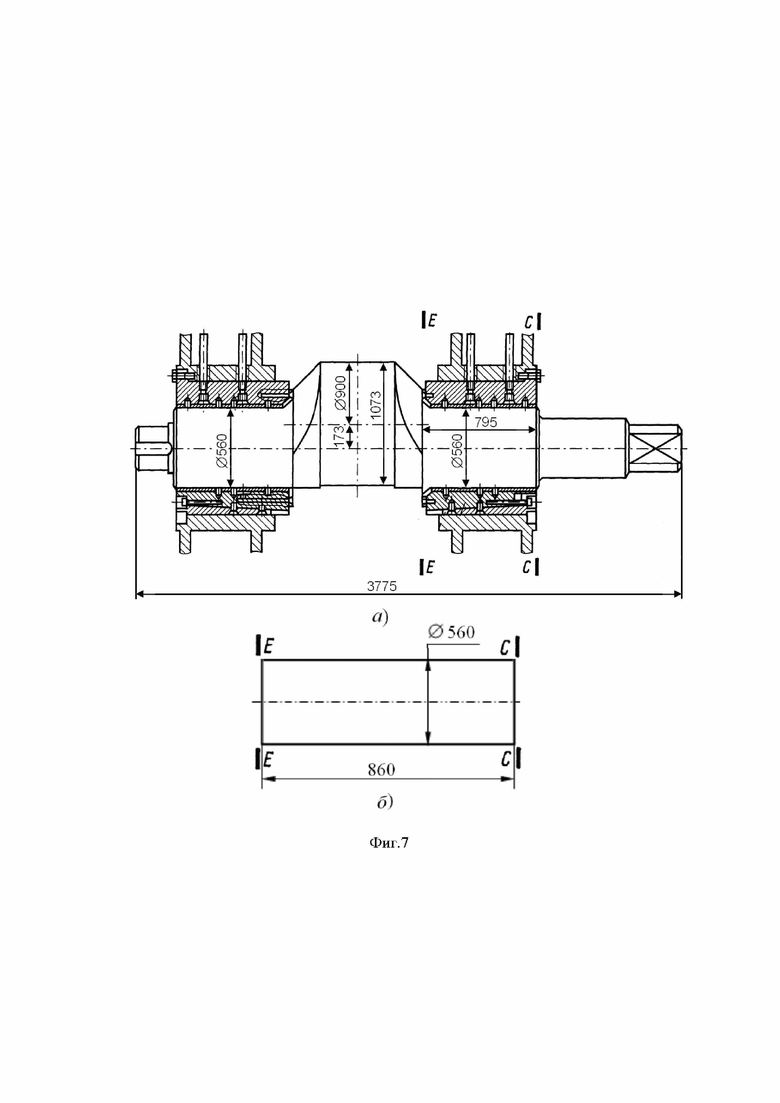
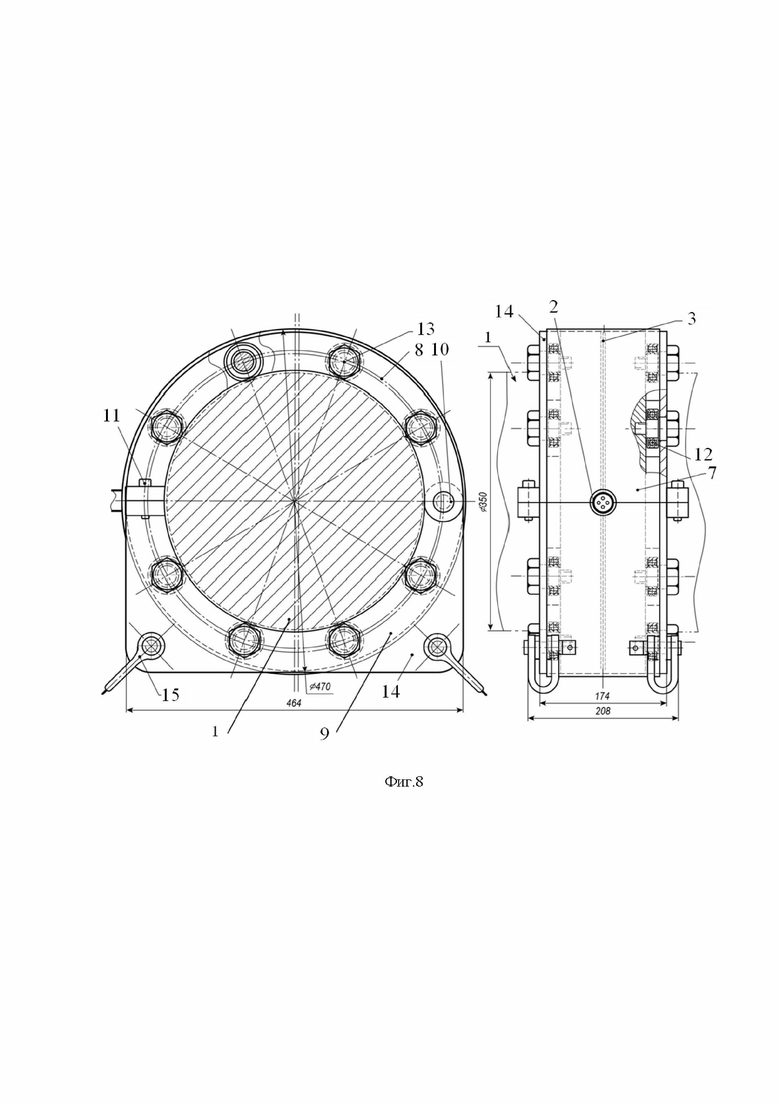
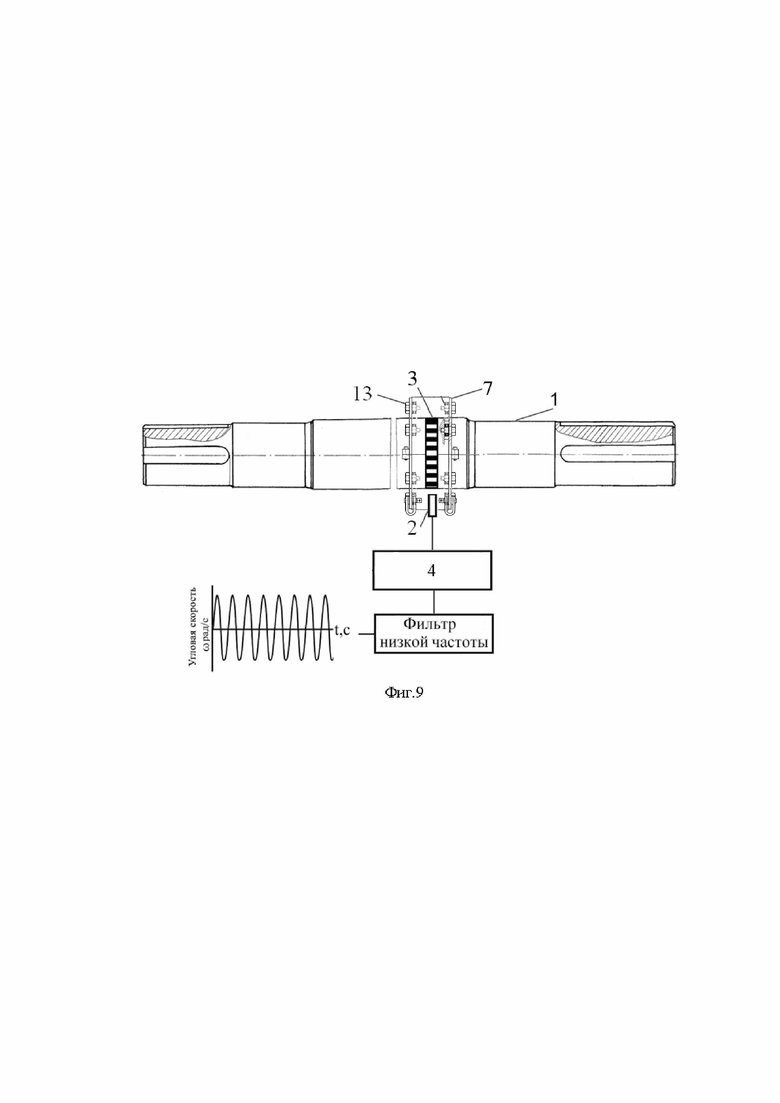
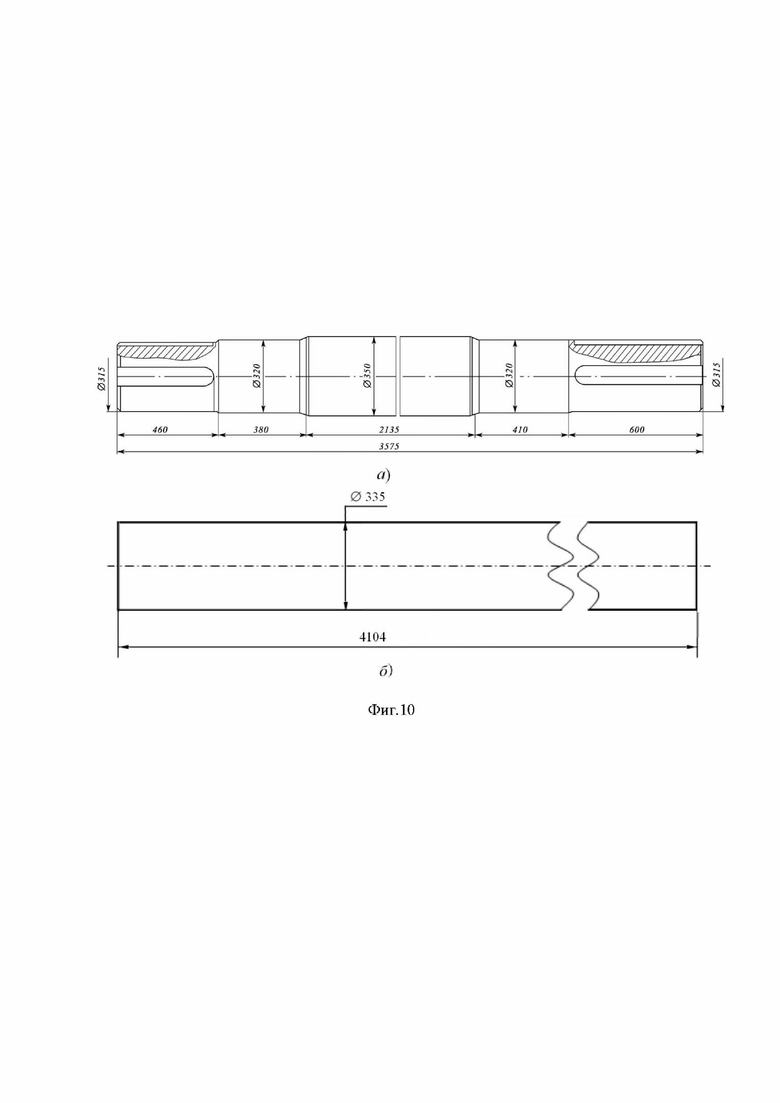
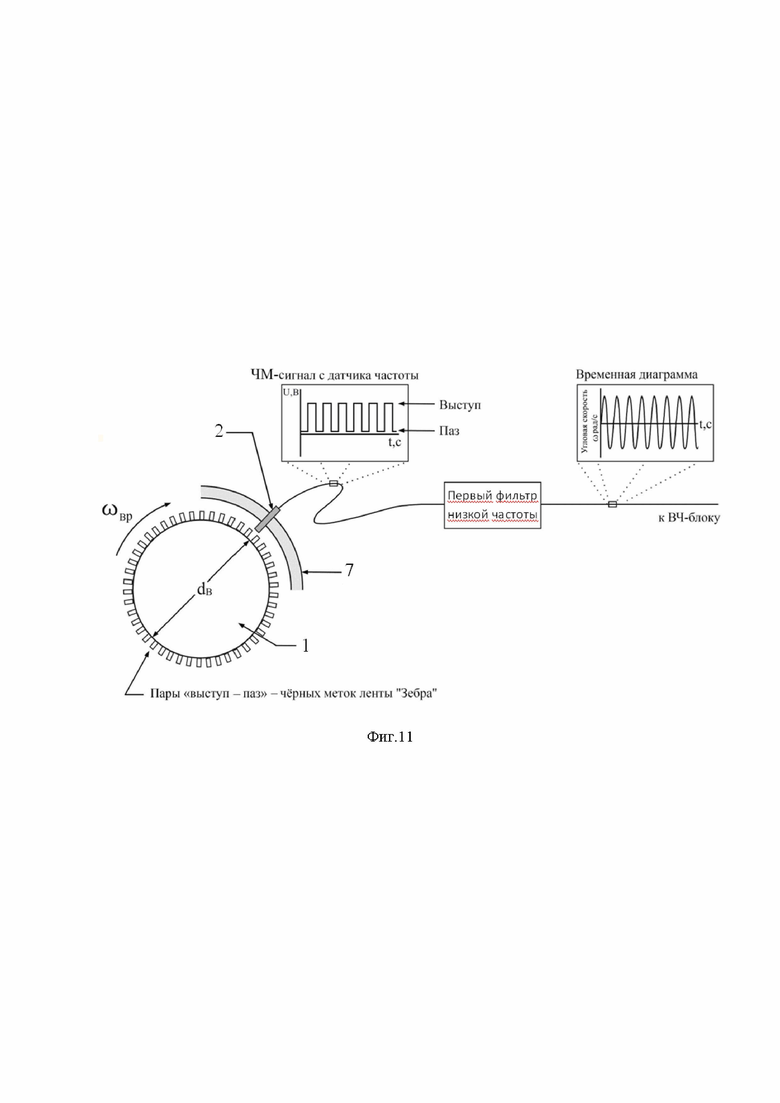
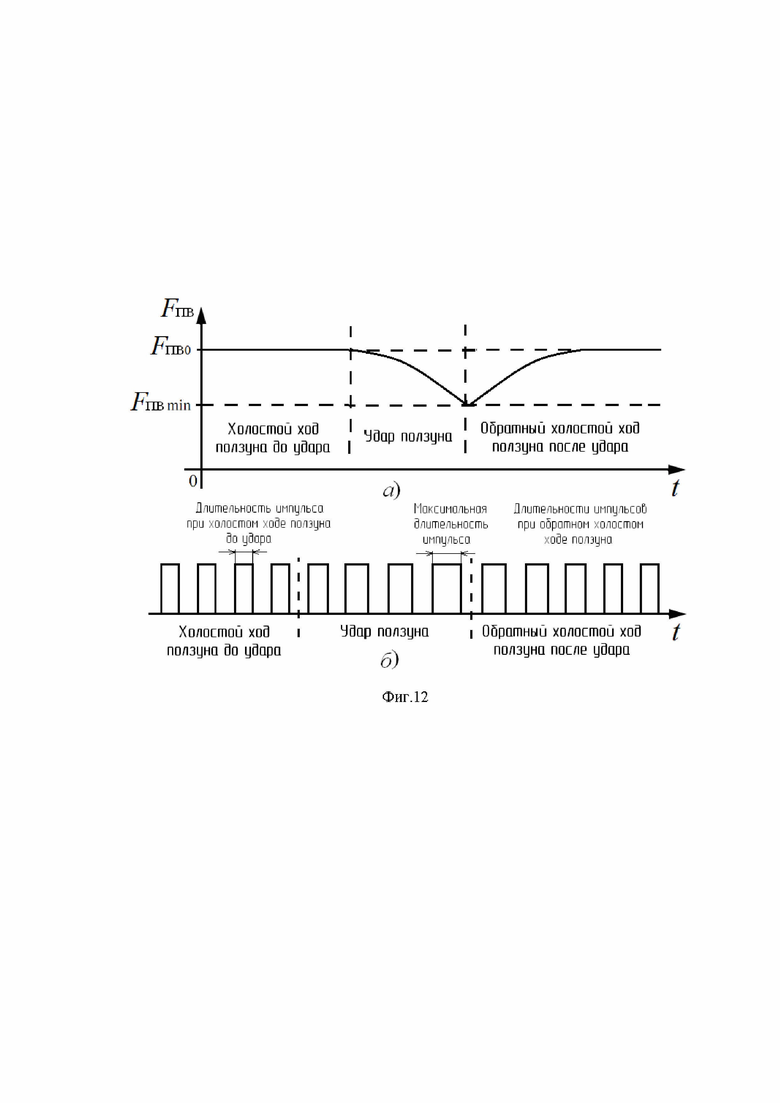
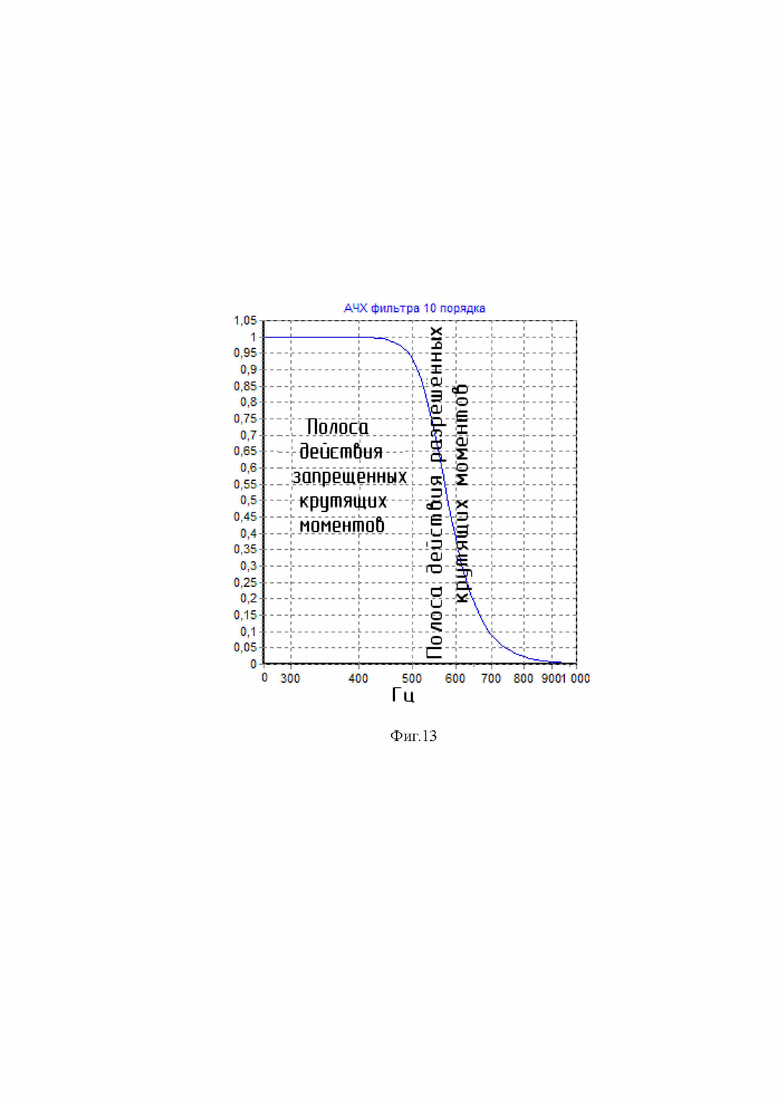
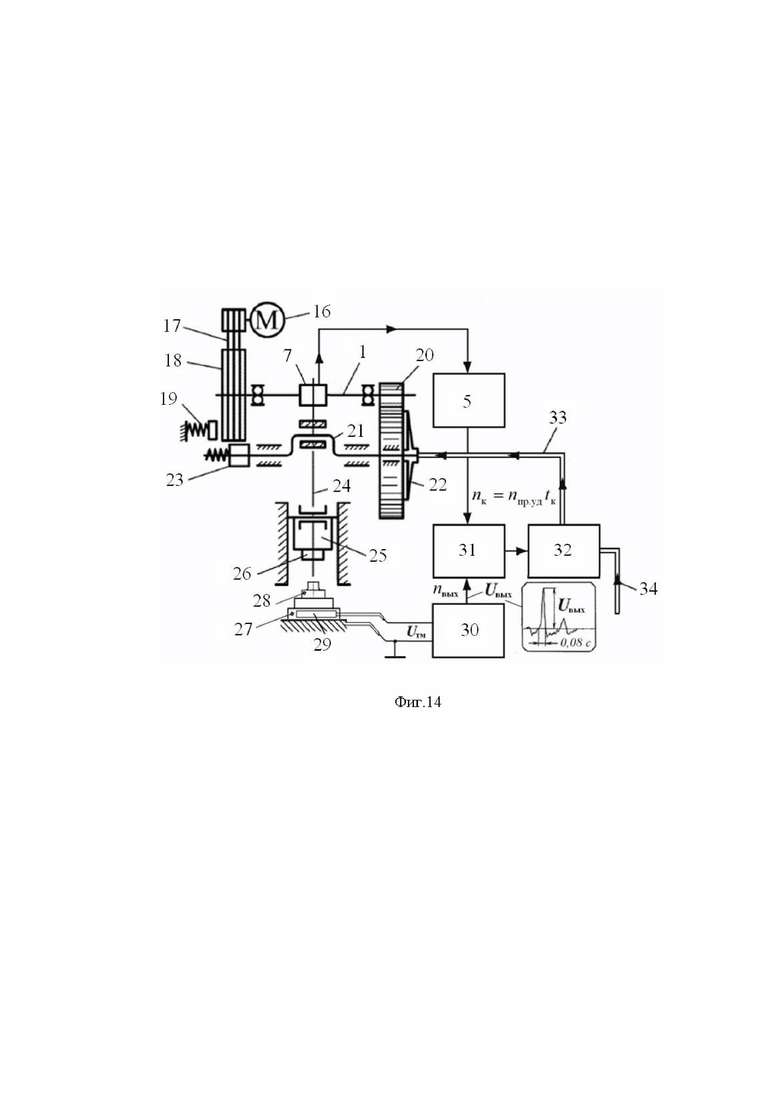
Изобретение относится к области кузнечно-штампового оборудования, а именно к способам и устройствам для измерения и ограничения усилий прессов, и предназначено для предохранения КГШП от технологических перегрузок. Предложен способ упрощенного измерения усилия горячештамповочного пресса по максимальным деформациям и крутящему моменту приёмного вала пресса с использованием бесконтактной передачи сигналов от датчика частоты вращения приёмного вала. Для достоверности измерений крутящего момента приёмного вала пресса предварительно определяют его жёсткость, которую периодически проверяют на соответствие исходной ультразвуковым методом. При этом для определения максимальных внутренних деформаций сдвига в поперечных сечениях упругого приемного вала под действием внешних моментов применяют метод конечных элементов, в основе которого лежит метод сечений. Для этого приемный вал приводят к эквивалентному валу простого круглого сечения, выбирают базовый участок, который разбивают на n элементов длиной h, и вычисляют время закрутки базового участка. Затем используя расположенные в измерительном блоке требуемые по длине отрезки коаксиальных линий задержки, длины которых выбирают по допустимым крутящим моментам приёмного вала, применяют частотный метод измерения фазового сдвига с помощью широкополосной ЧМ-модуляции. При этом в качестве периодического параметра используют частоту вращения приёмного вала с предварительным её преобразованием в модулирующий низкочастотный сигнал пилообразной симметричной формы и дополнительным вводом колебаний модулированной несущей частоты широкополосного высокочастотного генератора качающейся частоты, тем самым формируют широкополосные прямой и задержанный в коаксиальной линии задержки широкополосные частотно-модулированные сигналы. Прямой и задержанный широкополосные ЧМ-сигналы смешивают в смесителе до выделения их нулевой разностной частоты биений, несущей информацию о максимальных деформациях сдвига и о величине крутящего момента приёмного вала пресса и в итоге усилия пресса в процессе штамповки, и таким образом вычисляют требуемые допустимые крутящие моменты на вращающемся приёмном валу пресса. Технический результат заключается в упрощении измерений усилия пресса по максимальным деформациям и крутящему моменту и сохранении стабильности измерений. 14 ил. 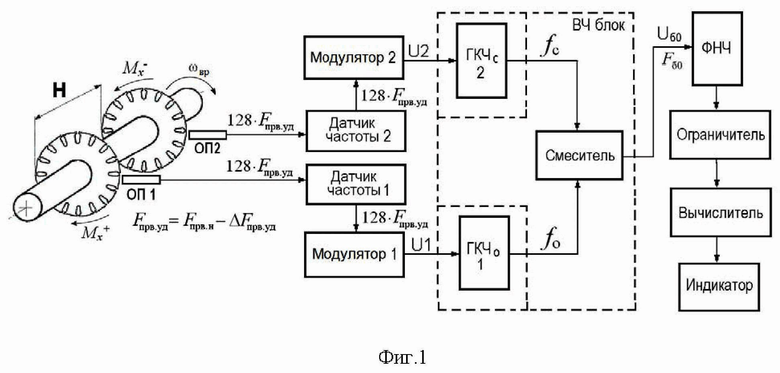
Способ измерения усилия кривошипного горячештамповочного пресса по крутящему моменту приемного вала, включающий регистрацию сигнала частоты вращения приёмного вала пресса с закрепленного на участке приёмного вала пресса датчика частоты вращения, формирование на основе этого сигнала информации о закручивании приёмного вала пресса, оценку величины его крутящего момента и в итоге усилия пресса при штамповке с помощью регистрирующего измерительного блока, при этом в качестве датчика частоты вращения используют устанавливаемую на приемный вал разъемную конструкцию из захватывающих верхней и нижней скоб с закреплёнными на них подшипниками, которыми датчик опирается на приёмный вал, а в месте смыкания захватывающих приёмный вал скоб размещают оптоэлектронную пару, датчик прикрепляют к станине пресса к выступающим кронштейнам или к полу фундамента пресса посредством стальных канатов с талрепами, тем самым фиксируют датчик и устраняют его угловые перемещения относительно приёмного вала, кроме того, датчик ограничивают от продольных линейных смещений стопорными полукольцами путём фиксации и скрепления стопорных полуколец на вращающемся приёмном валу пресса, измерительную ленту «зебра» фиксируют наклейкой её на приёмном валу пресса неподвижно на участке вала напротив оптоэлектронной пары датчика частоты вращения и при вращении приёмного вала непрерывно облучают ленту инфракрасным излучением от светодиода оптоэлектронной пары датчика частоты вращения, принимают с помощью фотодиода оптоэлектронной пары датчика частоты отражённые от измерительной ленты «зебра» световые инфракрасные импульсы, которые преобразуют с помощью закреплённого на датчике частоты микроэлектронного усилителя фототока фотодиода оптоэлектронной пары в последовательность электрических импульсов и передают её в регистрирующий измерительный блок, отличающийся тем, что для достоверности измерений крутящего момента приёмного вала пресса предварительно определяют его жёсткость, которую периодически проверяют на соответствие исходной, определяя модуль сдвига и плотность стали приёмного вала пресса ультразвуковым методом через время прохода ультразвуковой волны по длине приёмного вала, при этом для определения максимальных внутренних деформаций сдвига в поперечных сечениях упругого приемного вала под действием внешних моментов применяют метод конечных элементов, в основе которого лежит метод сечений, для этого приемный вал приводят к эквивалентному валу простого круглого сечения, выбирают базовый участок эквивалентного вала, разбивают базовый участок на n элементов длиной h, вычисляют время закрутки базового участка, затем используя расположенные в измерительном блоке требуемые по длине отрезки коаксиальных линий задержки, длины которых выбирают по допустимым крутящим моментам приёмного вала пресса, применяют частотный метод измерения фазового сдвига с помощью широкополосной ЧМ-модуляции, при этом в качестве периодического параметра используют частоту вращения приёмного вала с предварительным её преобразованием в модулирующий низкочастотный сигнал пилообразной симметричной формы и дополнительным вводом колебаний модулированной несущей частоты широкополосного высокочастотного генератора качающейся частоты, тем самым формируют широкополосные прямой и задержанный в коаксиальной линии задержки частотно-модулированные сигналы, смешивают их в смесителе до выделения их нулевой разностной частоты биений, несущей информацию о максимальных деформациях сдвига и о величине крутящего момента приёмного вала пресса и в итоге усилия пресса в процессе штамповки, и таким образом вычисляют требуемые допустимые крутящие моменты на вращающемся приёмном валу пресса при разных режимах его работы в процессе штамповки.
| Способ и устройство измерения крутящего момента приёмного вала горячештамповочного пресса для измерения его усилия | 2023 |
|
RU2820805C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРУТЯЩЕГО МОМЕНТА | 2000 |
|
RU2196309C2 |
| ИЗМЕРИТЕЛЬ УСИЛИЯ ПРЕССА | 2002 |
|
RU2219505C1 |
| US 9097598 B2, 04.08.2015. | |||

