(54) РЕЖУЩАЯ ВСТАВКА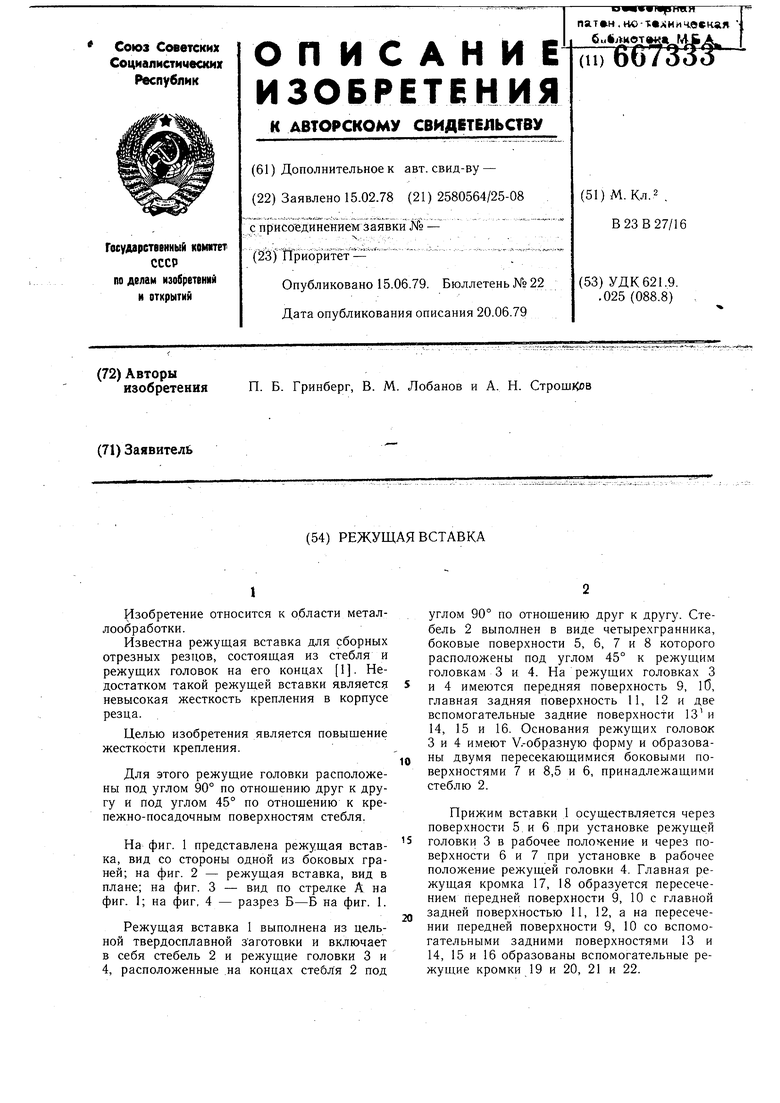
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущая вставка | 1985 |
|
SU1373478A2 |
| Режущая вставка | 1978 |
|
SU751507A1 |
| Режущая пластина | 1982 |
|
SU1136892A2 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Отрезной резец | 1983 |
|
SU1126378A1 |
| Резьбовый токарный резец | 1990 |
|
SU1750852A1 |
| Режущая пластина | 1978 |
|
SU848152A1 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА ИНСТРУМЕНТА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ, В ЧАСТНОСТИ, ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ ПО ТЕХНОЛОГИИ ВТА, И ИНСТРУМЕНТ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 2011 |
|
RU2570269C2 |
| ОТРЕЗНАЯ ВСТАВКА ДЛЯ ОБРАБОТКИ С БОЛЬШОЙ ПОДАЧЕЙ ДЛЯ ОПЕРАЦИЙ ОТРЕЗАНИЯ МАЛОЙ ШИРИНЫ | 2018 |
|
RU2765156C2 |
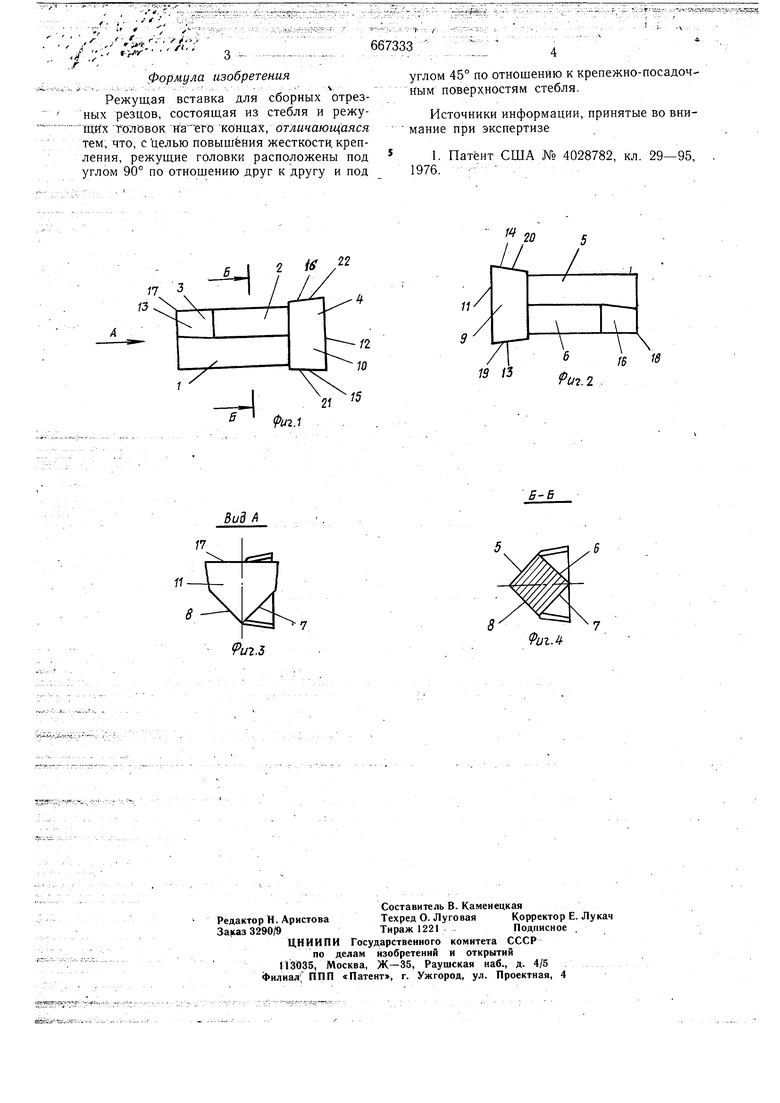
Изобретение относится к области металлообработки. Известна режущая вставка для сборных отрезных резцов, состоящая из стебля и режущих головок на его концах 1. Недостатком такой режущей вставки является невысокая жесткость крепления в корпусе резца. Целью изобретения является повышение жесткости крепления. Для этого режущие головки расположены под углом 90° по отношению друг к другу и под углом 45° по отношению к крепежно-посадочным поверхностям стебля. На фиг. 1 представлена режущая вставка, вид со стороны одной из боковых граней; на фиг. 2 - режущая вставка, вид в плане; на фиг. 3 - вид по стрелке А на фиг. 1; на фиг, 4 - разрез Б-Б на фиг. 1. Режущая вставка 1 выполнена из цельной твердосплавной заготовки и включает в себя стебель 2 и режущие головки 3 и 4, расположенные на концах стебля 2 под углом 90° по отнощению друг к другу. Стебель 2 выполнен в виде четырехгранника, боковые поверхности 5, 6, 7 и 8 которого расположены под углом 45° к режущим головкам 3 и 4. На режущих головках 3 и 4 имеются передняя поверхность 9, lO, главная задняя поверхность 11, 12 и две вспомогательные задние поверхности 13 и 14, 15 и 16. Основания режущих головок 3 и 4 имеют V.-образную форму и образованы двумя пересекающимися боковыми поверхностями 7 и 8,5 и 6, принадлежащими стеблю 2. Прижим вставки 1 осуществляется через поверхности 5 и 6 при установке режущей головки 3 в рабочее положение и через поверхности 6 и 7 при установке в рабочее положение режущей головки 4. Главная режущая кромка 17, 18 образуется пересечением передней поверхности 9, 10 с главной задней поверхностью II, 12, а на пересечении передней поверхности 9, 10 со вспомогательными задними поверхностями 13 и 14, 15 и 16 образованы вспомогательные режущие кромки 19 и 20, 21 и 22. VS:/ --- r 3Формула изобретения . . , .;.... ,-. , - :-. .-.:-.-. . .. , .. Режущая вставка для сборных отрезных резцов, состоящая из стебля и режущйх ГОЛОВОК натего концах, отличающаяся тем, что, с целью повыщёНия жесткостн, крепления, режущие головки расположены под углом 90° по отношению друг к другу и под
/ЙГ 22
17
U2.S
Щ
(РигЛ углом 45° по отношению к крепежно-посадочным поверхностям стебля. Источники информации, принятые во внимание при экспертизе 1. Патент США № 4028782, кл. 29-95, 1976.
