ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к отрезной вставке с малой (т.е. узкой) шириной (далее также называемой "вставкой"), в частности, для обработки резанием стали при высоких скоростях подачи, и к инструменту, содержащему ее.
УРОВЕНЬ ТЕХНИКИ
[002] Один тип отрезной вставки раскрыт в US 7326007, описание которого включено в настоящую заявку посредством ссылки. В частности, геометрические характеристики вставки, упорных поверхностей, инструмента и гнезда включены в настоящую заявку посредством ссылки.
[003] Один тип инструмента (т.е. отрезного резца) и держателя инструмента (т.е. держателя резца) раскрыты в US 9259788, описание которого включено в настоящую заявку посредством ссылки. В частности, геометрические характеристики инструмента и его гнезда, а также держатель инструмента включены в настоящую заявку посредством ссылки.
[004] Отрезные вставки предпочтительно имеют наименьшую возможную ширину (перпендикулярно направлению резания) для минимизации отходов материала. В US 7326007 раскрыто упругое зажимное устройство для удерживания отрезной вставки. Заметным преимуществом такой конструкции без зажима является относительно малая возможная ширина обработки резанием, поскольку не нужно размещать по ширине вставки и ширине инструмента стержень зажима или тело винта. Тем не менее, для предотвращения смещения таких упруго удерживаемых вставок предложены различные решения, включающие винты и зажимы.
[005] В US 7578640 описана вставка аналогичная вставке, раскрытой в US 7326007, с некоторыми модификациями конструкции и дополнительно содержащая винт, зажимающий заднюю часть вставки для предотвращения смещения.
[006] В US 2017/0151612 описана вставка аналогичная вставке, раскрытой в US 7326007, с некоторыми модификациями конструкции и дополнительно содержащая зажим, зажимающий заднюю часть вставки для обеспечения обработки при тяжелых режимах резания.
[007] Следует понимать, что относительно более высокая скорость подачи ограничена не только ограничениями по прочности гнезда инструмента и его типом (решенными в приведенных выше примерах с помощью винтов и зажимов), но и самой вставкой, которая может выйти из строя при воздействии на нее чрезмерных для ее размера сил.
[008] В брошюре компании Sandvik Coromant "Отрезание вдоль оси Y" (с идентификационным номером C-1040:194 en-GB © AB Sandvik Coromant 2017) раскрыта упруго удерживаемая отрезная вставка, в которой ориентация вставки повернута на 90 градусов для обеспечения возможности применения более высоких скоростей подачи. В частности, указано, что используются одни и те же вставки и держатели при обеспечении возможности большей подачи за счет обеспечения большей устойчивости.
[009] В онлайн-видео, демонстрирующем выполнение отрезания вдоль оси Y (под названием "Демонстрация применения Corocut QD для отрезания вдоль оси Y со скоростью подачи в три раза более высокой"; размещенном на веб-сайте по адресу https://www.youtube.com/watch?v=BWmdsB_VUYg), представлены превосходные результаты с одной и той же вставкой, работающей с подачей 0,45 мм/об в повернутом на 90 градусов положении по сравнению с подачей 0,15 мм/об в обычной ориентации.
[0010] Задачей настоящего изобретения является создание новой усовершенствованной вставки, инструмента и инструментального блока для них.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0011] Согласно первому аспекту изобретения предлагается отрезная вставка малой ширины, содержащая: хвостовую часть; режущую часть, соединенную с хвостовой частью; и режущую кромку; причем режущая кромка содержит усиленную переднюю подкромку, образованную на пересечении скошенной поверхности и передней отводной поверхности; и ширина WC резания режущей кромки удовлетворяет условию: WC ≤ 6 мм, а минимальная толщина TF передней подкромки удовлетворяет условию: TF > 0,20 мм.
[0012] Верхнее соотношение RT сторон передней подкромки удовлетворяет условию RT = WC / TF < 30.
[0013] Согласно второму аспекту изобретения предлагается отрезная вставка малой ширины, содержащая: хвостовую часть и режущую часть, соединенную с хвостовой частью и определяющую направление резания от хвостовой части к режущей части и обратное направление, противоположное направлению резания; причем режущая часть содержит: скошенную поверхность; опорную поверхность, содержащую по меньшей мере посадочный участок опорной поверхности, расположенный под скошенной поверхностью, при этом направление вниз определено как направление от скошенной поверхности к посадочному участку опорной поверхности; переднюю отводную поверхность, соединенную со скошенной поверхностью и опорной поверхностью и являющуюся самой передней поверхностью режущей части, причем передняя отводная поверхность проходит вниз от скошенной поверхности; первую боковую отводную поверхность, соединенную с передней отводной поверхностью и скошенной поверхностью, причем первая боковая отводная поверхность проходит назад от передней отводной поверхности и проходит вниз от скошенной поверхности; вторую боковую отводную поверхность, соединенную с передней отводной поверхностью и скошенной поверхностью, причем вторая боковая отводная поверхность проходит назад от передней отводной поверхности и проходит вниз от скошенной поверхности; и режущую кромку; причем режущая кромка содержит: усиленную переднюю подкромку, образованную на пересечении скошенной поверхности и передней отводной поверхности; первую боковую подкромку, образованную на пересечении скошенной поверхности и первой боковой отводной поверхности; вторую боковую подкромку, образованную на пересечении скошенной поверхности и второй боковой отводной поверхности; первую подкромку выпуклого угла, соединяющую переднюю подкромку и первую боковую подкромку и имеющую первый радиус R1; и вторую подкромку выпуклого угла, соединяющую переднюю подкромку и вторую боковую подкромку и имеющую второй радиус R2; причем скошенная поверхность содержит стружкообразующее устройство, расположенное позади передней подкромки и проходящее вниз или вниз и назад от передней подкромки; ширина WC резания задана от первой точки первой подкромки выпуклого угла, которая является дистальной по отношению ко второй подкромке выпуклого угла, до второй точки второй подкромки выпуклого угла, которая является дистальной по отношению к первой подкромке выпуклого угла; минимальная толщина TF передней подкромки задана от самой передней точки передней подкромки до ближайшей точки пересечения передней подкромки и стружкообразующего устройства; причем: верхнее соотношение сторон передней подкромки, RT = WC / TF, составляет менее 30; ширина WC резания удовлетворяет условию: WC ≤ 6 мм; а минимальная толщина TF передней подкромки удовлетворяет условию: TF > 0,20 мм.
[0014] Понятно, что как первый, так и второй аспекты по существу определяют отрезную вставку с относительно небольшой шириной резания и относительно большой минимальной толщиной передней подкромки. Автор настоящего изобретения обнаружил, что такая отрезная вставка обеспечивает преимущества по сравнению с другими решениями. Более конкретно, концепция "отрезания вдоль оси Y", описанная выше, требует специального приспособления, которое, в свою очередь, требует обрабатывающего центра, выполненного с возможностью перемещения вдоль оси Y для обеспечения повышенной устойчивости и достижения упомянутых высоких скоростей подачи. Тогда как в соответствии с настоящим изобретением предлагается усовершенствованная вставка, которая, как было обнаружено, обеспечивает такую же скорость подачи с помощью традиционного инструмента и компоновки.
[0015] Настоящее изобретение обеспечивает большую по сравнению с ранее известной минимальную толщину TF передней подкромки для относительно небольшой отрезной вставки. Такое решение увеличивает минимальную толщину TF передней подкромки до большего значения, чем было принято ранее, для обеспечения специализированной вставки для обработки с большой подачей, которая обычно не может работать при относительно малых подачах, как показали испытания. Кроме того, ожидается, что такие геометрические характеристики не обеспечивают возможность обработки многих типов материалов заготовки, кроме стали. Вследствие этих ограничений неудивительно, что все другие известные небольшие отрезные вставки имеют очень малую минимальную толщину передней подкромки, поскольку это обеспечивает возможность обработки при малой и большой подачах и многих различных материалов. Тем не менее, считается, что эта специализированная вставка имеет преимущество перед специальным оборудованием, необходимым для достижения в противном случае более высоких скоростей подачи.
[0016] Вставка может содержать дополнительную режущую часть, проходящую от хвостовой части в обратном направлении или в другом направлении.
[0017] Более высокие значения толщины передних подкромок известны для более крупных вставок (которые имеют большую ширину WC резания). Это связано с тем, что специалист в данной области техники просто пропорционально увеличивает толщину каждого компонента и не беспокоится о том, чтобы более крупная вставка или более прочный инструмент были способны выдерживать силы, связанные с обработкой более крупных стружек при более высоких скоростях подачи. Однако это изобретение может обеспечить такие более высокие скорости подачи для еще меньших вставок. Неожиданно было обнаружено, что менее прочные инструменты, гнезда и вставки способны выдерживать большие силы от стружки при гораздо более высоких, чем обычные, скоростях подачи. Это, конечно, предпочтительнее, поскольку менее крупные вставки и инструменты более экономичны. Кроме того, меньшая ширина резания приводит к меньшим отходам материала заготовки.
[0018] Еще более неожиданно, было обнаружено, что при работе при относительно более высоких скоростях подачи с относительно большей толщиной передней подкромки обеспечивается значительно больший срок службы инструмента, чем при работе при стандартных скоростях подачи со стандартной толщиной передней подкромки.
[0019] Ввиду вышеизложенного, настоящее изобретение может обеспечивать более быструю обработку резанием (вследствие более высокой скорости подачи), требует меньшего количества замен вставок (вследствие более продолжительного срока службы инструмента), обеспечивает обработку большего количество деталей (также вследствие более продолжительного срока службы инструмента) и обеспечивает возможность применения традиционных инструментов и станков.
[0020] Согласно третьему аспекту настоящего изобретения предлагается способ нарезания канавок или отрезания, включающий: перемещение инструментального блока, содержащего отрезную вставку в соответствии с любым из предыдущих аспектов, в направлении резания для нарезания канавки или отрезания заготовки; причем указанное перемещение включает в себя работу со скоростью подачи более высокой, на оборот, чем минимальная толщина TF передней подкромки.
[0021] Следует понимать, что меньшая ширина резания является предпочтительной, так как приводит к образованию меньшего количества отходов материала во время операции отрезания, однако существует предел по конструкционной прочности вставки для операций с большой подачей. Соответственно, предпочтительно, чтобы ширина WC резания удовлетворяла условию: WC < 5 мм, или даже WC < 4 мм. Понятно, что нижний предел ширины WC резания соответствует требуемым параметрам обработки резанием. В любом случае, наиболее предпочтительным диапазоном для ширины WC резания является: 2,5 мм ≤ WC ≤ 4 мм. Указанный наиболее предпочтительный диапазон допускает значительные силы резания и в то же время обеспечивает малую ширину резания, которая минимизирует отходы материала при отрезании. Понятно, что отрезная вставка также может быть использована для операций нарезания канавок при необходимости.
[0022] Аналогичным образом, увеличение минимальной толщины передней подкромки может обеспечивать возможность более высокой скорости подачи, однако это также увеличивает силы, действующие на вставку, и существуют ограничения, связанные с характеристиками станка (скорости и т.д.). Соответственно, предпочтительно, чтобы минимальная толщина TF передней подкромки удовлетворяла условию: TF > 0,25 мм, TF > 0,30 мм или даже TF > 0,35 мм. На этом этапе было испытано несколько значений, и верхний предел для этой концепции, если он есть, пока не найден. Вообще говоря, скорость подачи должна быть больше, чем минимальная толщина TF передней подкромки. Например, если минимальная толщина TF передней подкромки составляет 0,25 мм, то рекомендуемая скорость подачи составляет 0,30 мм/об или 0,35 мм/об. Если со вставкой, имеющей такую толщину передней подкромки, применять скорость подачи величиной 0,20 мм/об, можно ожидать, что обработка резанием будет неудачной. На данный момент испытание подтвердило точность этого предположения. Соответственно, каждое большее значение минимальной толщины TF передней подкромки является предпочтительным, поскольку оно обеспечивает возможность вышеуказанного преимущества, однако внешние факторы, такие как характеристики станка (скорости и т.д.), могут ограничивать размер этой конструктивной особенности. Кроме того, ожидается, что операторы станков будут неохотно работать при таких больших подачах из-за страха повреждения или немедленного отказа. Тем не менее, при устранении влияния внешних факторов считается, что указанная толщина может быть увеличена даже выше указанных ранее значений при соответствующем увеличении скорости подачи. В любом случае, даже при том, что более высокие значения, вероятно, будут практически осуществимыми, были успешно испытаны толщины TF передней подкромки величиной 0,25 мм и 0,35 мм. Соответственно, предпочтительным, но не ограничивающим, является диапазон 0,20 мм ≤ TF ≤ 0,40 мм, а еще более предпочтительным является диапазон 0,25 мм ≤ TF ≤ 0,35 мм. Как упомянуто ранее, не исключено, что более высокие значения толщины TF передней подкромки могут обеспечить подходящие результаты в будущем.
[0023] При более недавних испытаниях было обнаружено, что скорости подачи, точно равные толщине TF подкромки, хоть и не являются оптимальными, но также обеспечивают на удивление хорошие результаты. Например, если толщина TF передней подкромки составляет 0,25 мм, то рекомендуемая скорость подачи составляет 0,25 мм/об или больше.
[0024] Для операций отрезания предпочтительно, чтобы передняя подкромка была прямой на виде сверху скошенной поверхности. Следует отметить, что круговые передние подкромки при применении для отрезания имеют плохие свойства удаления стружки, поэтому предпочтительной является прямая передняя подкромка. Еще более предпочтительно, чтобы передняя подкромка была перпендикулярна направлению резания на виде сверху скошенной поверхности. Это также связано с соображениями удаления стружки и/или соображениями размеров острого выступа неподвижного центра.
[0025] Еще одна причина того, что сравнительно большие толщины TF и радиусы R подкромки являются менее предпочтительными, заключается в том, что можно обеспечить лучшую форму стружки с известными толщинами и радиусами.
[0026] В соответствии с некоторыми вариантами осуществления изобретения может быть предпочтительным, чтобы передняя подкромка была прямой на виде передней отводной поверхности в обратном направлении.
[0027] В соответствии с некоторыми вариантами осуществления может быть предпочтительным, чтобы передняя подкромка имела равномерную толщину.
[0028] Следует понимать, что увеличенный радиус является предпочтительным для обеспечения конструкционной прочности при операциях с большой подачей. Однако, как упомянуто выше, при операциях отрезания имеется острый выступ неподвижного центра, остающийся в центре заготовки после выполнения операции. Чем больше радиус режущей кромки, тем больше будет острый выступ. Понятно, что больший радиус также вызывает нежелательное изгибание инструмента, удерживающего вставку, в конце операции отрезания. Тем не менее для таких условий подачи очень желателен усиленный радиус. После испытаний было обнаружено, что размер острого выступа лишь незначительно увеличивается с увеличением радиуса, что позволяет предложенной в соответствии с настоящим изобретением вставке иметь значительно большую минимальную толщину передней подкромки (что не оказывает существенного влияния на качество обработки резанием) и умеренно больший (т.е. достаточный) радиус для поддержания конструкционной прочности и при этом чрезмерно не увеличивать размер острого выступа. Хотя первый и второй радиусы не обязательно должны быть одинаковыми, для краткости оба они будут рассмотрены вместе. Соответственно, предпочтительно, чтобы первый радиус R1 удовлетворял условию: R1 > 0,20 мм; и второй радиус R2 удовлетворял условию: R2 > 0,20 мм, предпочтительно они могут удовлетворять условиям: R1 > 0,30 мм, R2 > 0,30 мм или даже R1 > 0,35 мм, R2 > 0,35 мм. Однако согласно теории считается, что теоретический верхний предел приемлемой характеристики составляет R1 < 0,60 мм и R2 < 0,60 мм. Еще более предпочтительно R1 должен удовлетворять условию: R1 < 0,45 мм, а второй радиус R2 должен удовлетворять условию: R2 < 0,45 мм.
[0029] Далее описаны некоторые предпочтительные общие геометрические характеристики вставки.
[0030] В предпочтительном варианте посадочный участок опорной поверхности проходит параллельно или по существу параллельно скошенной поверхности. Следует понимать, что для применения с большой подачей предпочтительно, чтобы вставка поддерживалась непосредственно под скошенной поверхностью (которая участвует в резании).
[0031] Как правило, для операций отрезания предпочтительно, чтобы поверхности режущей части были освобождены. Соответственно, каждый из нижеприведенных признаков является предпочтительным по отдельности и/или в комбинации:
- передняя отводная поверхность проходит вниз и назад от скошенной поверхности;
- первая боковая отводная поверхность проходит назад и внутрь от передней отводной поверхности;
- первая боковая отводная поверхность проходит вниз и внутрь от скошенной поверхности;
- вторая боковая отводная поверхность проходит назад и внутрь от передней отводной поверхности;
- причем вторая боковая отводная поверхность проходит вниз и внутрь от скошенной поверхности.
[0032] Для пояснения, несмотря на то, что вышеупомянутые аспекты могут определять направление как, например, "вниз", а описание, например, предыдущий абзац, может дополнительно определять направление того же элемента как, например, "вниз и назад", следует понимать, что в целом подразумевается первоначальное направление "вниз". Таким образом, также возможно дополнительное описание, так что поверхность может проходить вниз и назад или вниз и вперед, покуда присутствует нисходящий компонент. Что касается передней отводной поверхности, например, следует отметить, что существует вероятность того, что она также может быть ориентирована вниз и вперед, если общая ориентация вставки в гнезде обеспечивает отвод во время операции отрезания.
[0033] Что касается направлений, следует понимать, что для операций отрезания и/или операций нарезания канавок направление резания для таких вставок хорошо известно в данной области техники. То есть режущую вставку перемещают в одном направлении в заготовку для выполнения такой операции. В целях объяснения геометрии вставки направление резания также составляет прямое направление вставки.
[0034] Настоящее изобретение относится в целом к вставке для операций отрезания. Следует понимать, что такие вставки также подходят для операций нарезания канавок, поскольку отличие состоит в том, что для операций нарезания канавок требуется только сравнительно меньшая глубина резания (по сравнению с размером заготовки).
[0035] Соответственно, предпочтительная компоновка режущей части, рассмотренная выше, может быть применена к любому количеству различных типов вставок. Например, она может быть выполнена на пятиугольной вставке, тип которой раскрыт в US 9174279, описание которого включено в настоящую заявку посредством ссылки.
[0036] Тем не менее, наиболее сложными операциями отрезания являются операции, выполняемые при относительно длинных вылетах, которые значительно увеличивают неустойчивость и вероятность поломки и износа. Например, отрезной резец и инструментальный блок, показанные в US 9259788. Длинные вылеты обычно обрабатывают вставками, имеющими одну режущую кромку, так чтобы вся вставка могла входить в заготовку.
[0037] Соответственно, в некоторых вариантах осуществления изобретения вставка содержит только одну режущую кромку. Кроме того, можно поворачивать вставки таким образом, чтобы только одна режущая кромка могла быть рабочей, а другая могла быть введена в заготовку. Соответственно, в дополнительном или альтернативном варианте предпочтительно, чтобы на виде сверху скошенной поверхности ширина WC резания на режущей кромке была наибольшим размером вставки, перпендикулярным направлению резания.
[0038] Также следует отметить, что обеспечение отверстия под винт или зажим увеличивает размер режущей вставки и, следовательно, либо увеличивает ее ширину резания, либо уменьшает ее глубину резания. Вставка в соответствии с некоторыми предпочтительными вариантами осуществления имеет сплошную конструкцию (т.е. лишена отверстия под винт или какого-либо отверстия или даже частичного приспособления для размещения винта или зажима).
[0039] В дополнение к описанию US 9174279 следует, таким образом, понимать, что вставка может содержать дополнительную режущую часть, проходящую от хвостовой части в обратном направлении или другом направлении, или проходящие в окружном направлении режущие части и т.д. Кроме того, следует понимать, что хвостовая часть определена как часть вставки, выполненная с возможностью установки в инструменте, в частности, в гнезде. Такая конфигурация может быть представлена в виде отверстия под винт, опорных поверхностей, бокового крепежного приспособления и т.п. Аналогичным образом, режущая часть означает часть вставки, выполненную с возможностью участия в резании.
[0040] Хотя и предполагается, что другое стружкообразующее устройство может обеспечивать подходящие характеристики. Испытания были проведены с показанным стружкообразующим устройством, т.е. содержащим только одно углубление. Таким образом, подобное устройство после проведения успешного испытания определенно является предпочтительным стружкообразующим устройством.
[0041] Следует понимать, что оптимальной конструкцией является как можно меньшая вставка. В соответствии с испытанными вставками предпочтительно, чтобы спеченный объем вставки, имеющей ширину резания 5 мм или менее, составлял менее 260 мм3. Следует понимать, что для вставки, имеющей ширину резания 4 мм или менее, может быть предпочтительным, чтобы спеченный объем составлял менее 140 мм3, а для вставки, имеющей ширину резания 3 мм или менее, может быть предпочтительным, чтобы спеченный объем составлял менее 100 мм3.
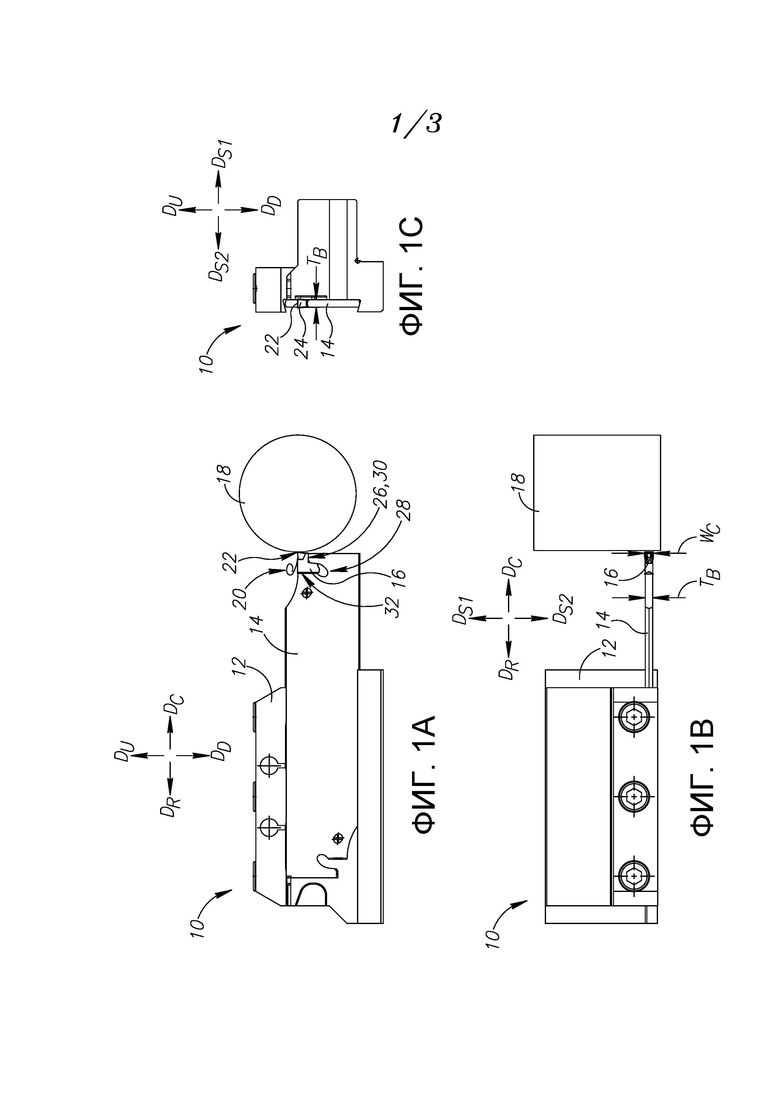
[0042] Наконец, следует отметить, что предпочтительной геометрией вставки является та, которая показана на чертежах настоящей заявки, а также показана, например, в US 7326007 и US 9259788. Эта геометрия вставки имеет особое преимущество для предполагаемых необычно высоких скоростей подачи в соответствии с настоящим изобретением. Исключительно большая стружка 20, схематически показанная на Фиг. 1А, предпочтительно не стеснена верхним зажимом или кромкой резца. Следует понимать, что такие геометрические элементы вставки и/или инструмент, удерживающий вставку, захватывают вставку только на нижней поверхности и не примыкают к ее скошенной поверхности. Соответственно, такая большая и быстро движущаяся стружка не повредит никакой верхний зажим или кромку инструмента во время обработки резанием в условиях исключительно большой подачи.
[0043] Соответственно, согласно одной предпочтительной геометрии вставки, вставка может содержать следующие признаки по отдельности и/или в комбинации:
- опорная поверхность может быть выполнена с опорным боковым крепежным приспособлением; опорное боковое крепежное приспособление может быть расположено на посадочном участке опорной поверхности; опорное боковое крепежное приспособление может содержать опорную канавку, которая проходит параллельно направлению резания и содержит противоположные боковые поверхности опорной канавки, проходящие внутрь и вверх;
- задняя поверхность вставки может содержать заднее боковое крепежное приспособление; заднее боковое крепежное приспособление может содержать заднюю канавку, которая проходит перпендикулярно скошенной поверхности и содержит противоположные боковые поверхности задней канавки, проходящие внутрь и вперед;
- опорная поверхность может содержать упорный участок опорной поверхности, проходящий вниз от посадочного участка опорной поверхности; упорный участок опорной поверхности может проходить вниз и назад; упорный участок опорной поверхности может не содержать бокового крепежного приспособления;
- опорная поверхность может содержать нижний участок поверхности, проходящий назад от упорного участка опорной поверхности к задней поверхности вставки;
- единственными поверхностями вставки, которые содержат боковое крепежное приспособление, могут быть посадочный участок опорной поверхности и задняя поверхность;
- позади соединительной области хвостовой части и режущей части хвостовая часть может далее проходить вниз или вниз и назад; и
- хвостовая часть далее проходит только вниз.
[0044] Хотя не известно, чтобы такие вставки имели конфигурацию для охлаждающего вещества, для настоящего применения с большой подачей это считается желательным. Особенно при использовании охлаждающего вещества под высоким давлением для обеспечения ломания стружки. Соответственно, в некоторых вариантах осуществления изобретения на виде сверху на скошенную поверхность на верхней поверхности хвостовой части может быть образована канавка для охлаждающего вещества, которая проходит в направлении к скошенной поверхности. Канавка для охлаждающего вещества может открываться на скошенную поверхность. Канавка для охлаждающего вещества может открываться на заднюю поверхность вставки, расположенную напротив передней отводной поверхности.
[0045] В дополнение к объяснению, приведенному выше, согласно четвертому аспекту предлагается инструмент (например, отрезной резец) или инструментальный блок (держатель инструмента, инструмент и вставка согласно любому из вышеописанных аспектов) для операций отрезания с большой подачей.
[0046] Инструмент может быть выполнен с гнездом для удержания отрезной вставки. Инструмент может по меньшей мере под гнездом иметь толщину TB инструмента, измеренную перпендикулярно направлению резания, которая меньше ширины резания вставки. В некоторых вариантах осуществления предпочтительно, чтобы весь инструмент имел толщину TB инструмента, которая меньше ширины резания вставки.
[0047] Гнездо предпочтительно может быть упругим гнездом (т.е. выполнено с возможностью упругого удержания вставки без винта или зажима, что обеспечивает меньшую ширину резания и/или ширину инструмента).
[0048] Упругое гнездо может быть предпочтительно выполнено с возможностью контакта только с опорной поверхностью и задней поверхностью вставки. Иными словами, инструмент может не содержать никакого элемента, проходящего над гнездом инструмента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0049] Для лучшего понимания настоящего изобретения и демонстрации способа его осуществления на практике далее представлено описание со ссылками на сопроводительные чертежи, на которых:
Фиг. 1А схематически изображает вид сбоку инструментального блока, обрабатывающего резанием заготовку;
Фиг. 1В изображает вид сверху инструментального блока и заготовки по Фиг. 1А;
Фиг. 1С изображает вид спереди (также называемый видом спереди в обратном направлении) инструментального блока по Фиг. 1А без заготовки;
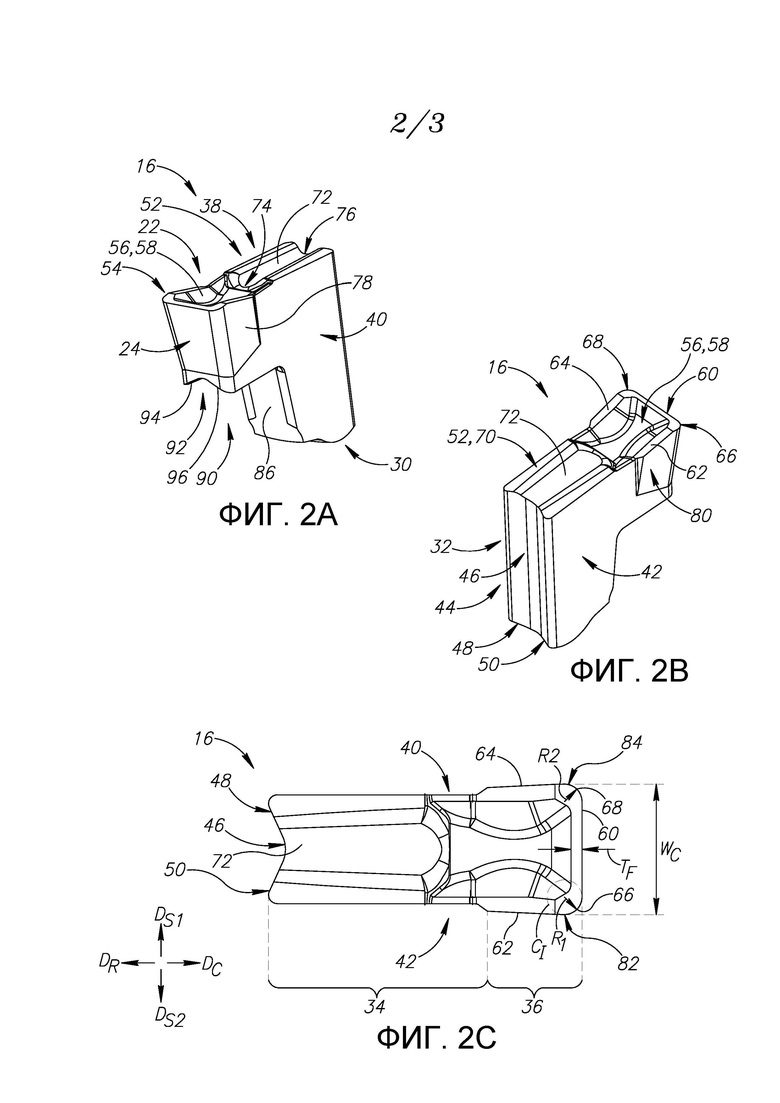
Фиг. 2А изображает первый перспективный вид сбоку режущей вставки инструментального блока по Фиг. 1А;
Фиг. 2В изображает второй перспективный вид сбоку режущей вставки по Фиг. 2А;
Фиг. 2С изображает вид сверху (также называемый видом сверху скошенной плоскости или видом в направлении вниз к скошенной поверхности) режущей вставки по Фиг. 2А;
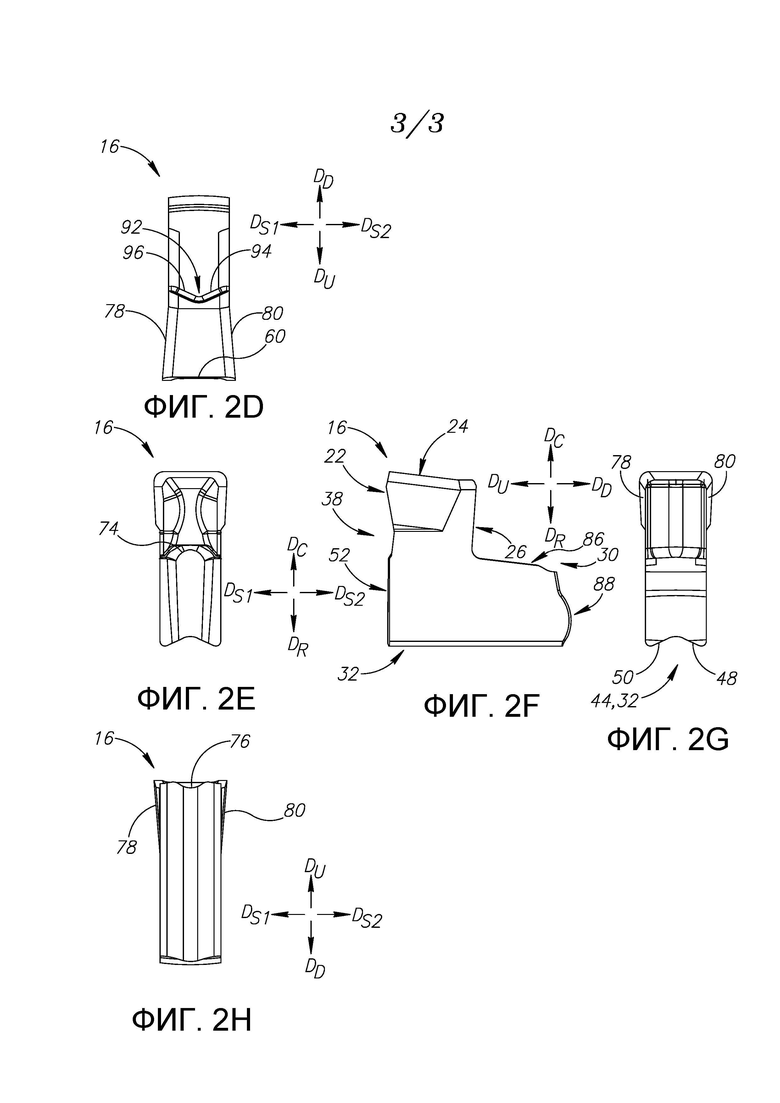
Фиг. 2D изображает вид спереди режущей вставки по Фиг. 2А, (также называемый видом передней поверхности в обратном направлении);
Фиг. 2Е изображает вид сверху режущей вставки, соответствующий виду на Фиг. 2С;
Фиг. 2F изображает вид сбоку режущей вставки по Фиг. 2А;
Фиг. 2G изображает вид снизу режущей вставки по Фиг. 2А; и
Фиг. 2Н изображает вид сзади режущей вставки по Фиг. 2А.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0050] На Фиг. 1А-1С изображены приведенный в качестве примера инструментальный блок 10, содержащий держатель 12 инструмента, инструмент 14, сплошную отрезную вставку 16, и стальная заготовка 18, обрабатываемая на Фиг. 1А, на которой схематично показана стружка 20.
[0051] Из Фиг. 1А и 1В понятно, как известно в данной области техники, что направление DC резания определено как направление, в котором вставку 16 перемещают в заготовку 18. В альтернативном варианте оно может быть определено как направление, параллельное скошенной поверхности 22 и проходящее к передней отводной поверхности 24 (Фиг. 1C) вставки 16. Обратное направление DR определено как направление, противоположное направлению DC резания (или направлению вперед).
[0052] Направление DD вниз определено как направление от скошенной поверхности 22 к посадочному участку 26 опорной поверхности. Направление DU вверх определено как направление, противоположное направлению DD вниз.
[0053] В интересах соблюдения порядка первое и второе боковые направления DS1, DS2 определены как перпендикулярные направлению DC резания, обратному направлению DR, направлению DD вниз и направлению DU вверх. Хотя, как будет понятно из нижеследующих чертежей, направления внутрь или наружу по отношению к вставке относительно других ее элементов более важны для понимания геометрии, и такие конкретные названия как "вверх", "вниз", "боковое" использованы только для удобства. Как известно, такой инструментальный блок 10 также может работать в перевернутом положении.
[0054] Показанный примерный инструментальный блок 10 содержит инструмент 14, который представляет собой отрезной резец, предназначенный для особенно длинных вылетов. Соответственно, инструмент 14 имеет толщину TB инструмента, которая меньше ширины WC резания вставки. Соответственно, инструмент 14 может входить в заготовку 18 до тех пор, пока, например, заготовка не достигнет держателя 12 инструмента (или не может быть сохранена устойчивость).
[0055] Инструмент 14 содержит упругое гнездо 28, которое контактирует только с опорной поверхностью 30 и задней поверхностью 32 вставки 16.
[0056] Далее изобретение описано со ссылкой на предпочтительную, но не ограничивающую геометрию вставки, показанную на Фиг. 2А-2Н.
[0057] Вставка 16 содержит приведенные в качестве примера, но не ограничивающие, хвостовую часть 34 и режущую часть 36. Как показано, расположенная на расстоянии от режущей части 36 хвостовая часть проходит вниз, в этом примере только вниз.
[0058] Вставка 16 может быть определена как содержащая следующие поверхности: переднюю отводную поверхность 24, заднюю поверхность 32, расположенную напротив передней отводной поверхности 24, верхнюю поверхность 38, опорную поверхность 30, расположенную напротив верхней поверхности 38, и первую и вторую боковые поверхности 40, 42, соединяющие переднюю отводную поверхность 24, заднюю поверхность 32, верхнюю поверхность 38 и опорные поверхности 30.
[0059] Как лучше всего показано на Фиг. 2F, передняя отводная поверхность 24 проходит вниз и назад от скошенной поверхности 22.
[0060] Задняя поверхность 32 содержит заднее боковое крепежное приспособление 44. Точнее, заднее боковое крепежное приспособление 44 содержит заднюю канавку 46, имеющую противоположные боковые поверхности 48, 50 задней канавки, проходящие внутрь и вперед (см., например, Фиг. 2C).
[0061] Верхняя поверхность 38 теоретически может быть разделена на скошенную поверхность 22 на режущей части 36 и на верхнюю поверхность 52 хвостовика.
[0062] Скошенная поверхность 22 содержит режущую кромку 54 и стружкообразующее устройство 56, содержащее одно углубление 58.
[0063] Режущая кромка 54 содержит переднюю подкромку 60, первую боковую подкромку 62, вторую боковую подкромку 64, первую подкромку 66 выпуклого угла, имеющую первый радиус R1, и вторую подкромку 68 выпуклого угла, имеющую второй радиус R2.
[0064] Как показано в этом неограничивающем примере, передняя подкромка 60 является прямой на виде сверху скошенной поверхности 22 (см. Фиг. 2C), проходит перпендикулярно направлению резания (см. Фиг. 2C), является прямой на виде передней отводной поверхности в обратном направлении (см. Фиг. 2D) и имеет равномерную толщину TF (см. Фиг. 2C). Толщина TF усиливает и тем самым укрепляет переднюю подкромку 60, продлевая срок службы вставки даже при резании с более высокими, чем обычно, скоростями подачи в направлении DC резания. Таким образом, передняя подкромка 60 может рассматриваться в некотором смысле как усиленный "участок", снабженный увеличенной толщиной в направлении, параллельном направлению DC резания.
[0065] Исключительно для ясности, дугообразные выступы каждой из первой и второй подкромок 66, 68 выпуклого угла могут образовывать воображаемую окружность CI (на Фиг. 2C показана только одна), и радиус окружности CI обеспечивает значения радиусов R1, R2.
[0066] Как более подробно показано на Фиг. 2C, ширина WC резания задана от первой точки 82 первой подкромки 66 выпуклого угла до второй точки 84 второй подкромки 68 выпуклого угла. Вставки, предложенные в соответствии с настоящим изобретением, имеют передние подкромки 60 малой ширины. Для настоящих целей передней подкромкой 60 "малой ширины" является такая, которая имеет ширину резания менее или равную 6 мм. Однако в некоторых вариантах осуществления изобретения и для некоторых вариантов применения ширина резания передней подкромки 60 может быть меньше, например, не более 4 мм или предпочтительно 3 мм. Хотя неизвестно, каким может быть нижний предел такой узкой отрезной вставки в будущем, в настоящее время считается, что практически осуществимая минимальная ширина резания составляет 2 мм или больше. В настоящее время предпочтительный диапазон значений составляет от 2,5 мм до 4,5 мм. Такой оптимальный диапазон представляет собой компромисс между минимальным размером вставки, который может выдерживать значительную нагрузку силы резания, и стремлением к как можно меньшей ширине резания для уменьшения отходов материала.
[0067] Верхнее соотношение RT сторон для передней подкромки 60 определено как отношение ширины WC резания к толщине TF, как видно на виде сверху вставки (Фиг. 2C); т.е. RT = WC / TF. Вставка в соответствии с настоящим изобретением имеет верхнее соотношение сторон менее 30; т.е. RT <30.
[0068] Верхняя поверхность 52 хвостовика может иметь конфигурацию 70 для охлаждающего вещества. Конфигурация 70 для охлаждающего вещества может содержать канавку 72 для охлаждающего вещества. Канавка 72 для охлаждающего вещества может открываться на скошенную поверхность 22 через переднее отверстие 74 для охлаждающего вещества. Канавка 72 для охлаждающего вещества может открываться на заднюю поверхность 32 через заднее отверстие 76 для охлаждающего вещества.
[0069] Первая боковая поверхность 40 может содержать первую боковую отводную поверхность 78 (Фиг. 2А). Первая боковая отводная поверхность 78 может проходить назад и внутрь от передней отводной поверхности 24 (Фиг. 2G) и может проходить вниз и внутрь от скошенной поверхности 22 (Фиг. 2D).
[0070] Вторая боковая поверхность 42 может содержать вторую боковую отводную поверхность 80 (Фиг. 2А). Вторая боковая отводная поверхность 80 может проходить назад и внутрь от передней отводной поверхности 24 (Фиг. 2G) и может проходить вниз и внутрь от скошенной поверхности 22 (Фиг. 2D).
[0071] Как показано на Фиг. 2F, опорная поверхность 30 может содержать посадочный участок 26 опорной поверхности, упорный участок 86 опорной поверхности и нижний участок 88 поверхности.
[0072] Посадочный участок 26 опорной поверхности может содержать опорное боковое крепежное приспособление 90 (Фиг. 2А). Опорное боковое крепежное приспособление 90 может содержать опорную канавку 92 и противоположные боковые поверхности 94, 96 опорной канавки, проходящие внутрь и вверх.
[0073] Упорный участок 86 опорной поверхности обеспечивает упорную поверхность, противоположную задней поверхности 32. В предпочтительном варианте упорный участок 86 опорной поверхность не содержит бокового крепежного приспособления. Однако следует понимать, что альтернативные местоположения для боковых крепежных приспособлений являются возможными, хотя и менее предпочтительными. Как и варианты наличия выступов вместо канавок.
[0074] Ниже приведены примерные результаты испытаний на выполнение отрезания для отрезной вставки, предложенной в соответствии с изобретением, и сравнительной вставки, отличающейся только минимальной толщиной TF передней подкромки и радиусами R1, R2.
[0075] В испытании на выполнение отрезания обе вставки были изготовлены из одной и той же марки материала, обе имели WC = 4 мм, а скорость VC резания была установлена равной 100 м/мин. Максимальный износ был определен равным 0,25 мм.
[0076] Скорость F1 подачи была установлена в соответствии с нормальными условиями для сравнительной вставки (F1 = 0,18 мм/об, что немного больше, чем минимальная толщина ее передней подкромки, т.е. 0,115 мм, и таким образом RT = 4 мм / 0,115 мм = 34,78). Скорость F2 подачи была установлена в соответствии с условиями, считающимися нормальными для вставки, предложенной в соответствии с изобретением (F2 = 0,4 мм/об, что немного больше, чем минимальная толщина TF ее передней подкромки, т.е. 0,3 мм, и таким образом RT = 4 мм / 0,3 мм = 13,33).
[0077] Радиусы R1, R2 для сравнительной вставки составляли 0,24 мм. Радиусы R1, R2 для предложенной в соответствии с изобретением вставки составляли 0,50 мм.
[0078] В ходе проведения испытания две испытываемые сравнительные вставки достигли максимального износа через 20 и 25 минут соответственно. Две вставки, предложенные в соответствии с изобретением, достигли максимального износа через 100 и 110 минут соответственно.
[0079] Таким образом, было обнаружено значительное неожиданное увеличение срока службы инструмента в случае вставок, предложенных в соответствии с настоящим изобретением, даже когда обе вставки были испытаны при нормальных рабочих условиях.
[0080] В испытании на выполнение нарезания канавки для тех же типов вставок, описанных выше, скорость VC резания была установлена на 200 м/мин, а подача для обоих типов вставок была установлена на 0,4 мм/об. В этом испытании вставка, предложенная в соответствии с настоящим изобретением, выполнила втрое больше канавок, чем сравнительная вставка.
Отрезная вставка для обработки резанием с относительно большой подачей содержит скошенную поверхность, включающую в себя усиленную переднюю подкромку, проходящую между двумя подкромками выпуклого угла. Ширина WC резания определена между дистальными точками первой и второй подкромок выпуклого угла. Ширина WC резания удовлетворяет условию: WC ≤ 6 мм. Минимальная толщина TF передней подкромки удовлетворяет условию: TF > 0,20 мм. Достигается повышение производительности обработки и стойкости вставки. 24 з.п. ф-лы, 2 ил.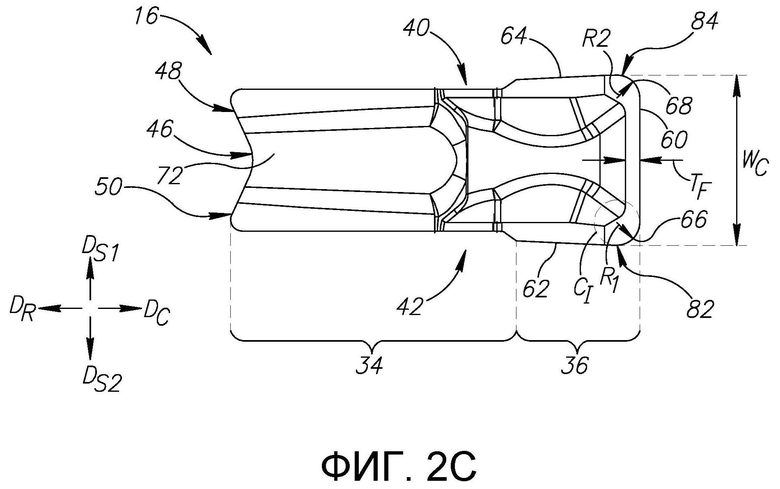
1. Отрезная вставка малой ширины, содержащая:
хвостовую часть и
режущую часть, соединенную с хвостовой частью и определяющую направление резания от хвостовой части к режущей части и обратное направление, противоположное направлению резания,
причем режущая часть содержит:
скошенную поверхность,
опорную поверхность, содержащую, по меньшей мере, посадочный участок опорной поверхности, расположенный под скошенной поверхностью, при этом направление вниз определено как направление от скошенной поверхности к посадочному участку опорной поверхности,
переднюю отводную поверхность, соединенную со скошенной поверхностью и опорной поверхностью и являющуюся самой передней поверхностью режущей части, причем передняя отводная поверхность проходит вниз от скошенной поверхности,
первую боковую отводную поверхность, соединенную с передней отводной поверхностью и скошенной поверхностью, причем первая боковая отводная поверхность проходит назад от передней отводной поверхности и проходит вниз от скошенной поверхности,
вторую боковую отводную поверхность, соединенную с передней отводной поверхностью и скошенной поверхностью, причем вторая боковая отводная поверхность проходит назад от передней отводной поверхности и проходит вниз от скошенной поверхности, и
режущую кромку,
причем режущая кромка содержит:
усиленную переднюю подкромку, образованную на пересечении скошенной поверхности и передней отводной поверхности,
первую боковую подкромку, образованную на пересечении скошенной поверхности и первой боковой отводной поверхности,
вторую боковую подкромку, образованную на пересечении скошенной поверхности и второй боковой отводной поверхности,
первую подкромку выпуклого угла, соединяющую переднюю подкромку и первую боковую подкромку и имеющую первый радиус R1, и
вторую подкромку выпуклого угла, соединяющую переднюю подкромку и вторую боковую подкромку и имеющую второй радиус R2;
причем скошенная поверхность содержит стружкообразующее устройство, расположенное позади передней подкромки и проходящее вниз или вниз и назад от передней подкромки,
ширина WC резания задана от первой точки первой подкромки выпуклого угла, которая является дистальной по отношению ко второй подкромке выпуклого угла, до второй точки второй подкромки выпуклого угла, которая является дистальной по отношению к первой подкромке выпуклого угла,
минимальная толщина TF передней подкромки определена от самой передней точки передней подкромки до ближайшей точки пересечения передней подкромки и стружкообразующего устройства,
причем:
верхнее соотношение сторон передней подкромки, RT=WC/TF, составляет менее 30,
ширина WC резания удовлетворяет условию: WC ≤ 6 мм, и
минимальная толщина TF передней подкромки удовлетворяет условию: TF>0,20 мм.
2. Отрезная вставка по п.1, в которой ширина WC резания удовлетворяет условию: 2,5 мм ≤ WC ≤ 4 мм.
3. Отрезная вставка по п.1, в которой минимальная толщина TF передней подкромки удовлетворяет условию: TF>0,25 мм.
4. Отрезная вставка по п.1, в которой посадочный участок опорной поверхности проходит параллельно скошенной поверхности.
5. Отрезная вставка по п.1, в которой передняя отводная поверхность проходит вниз и назад от скошенной поверхности; первая боковая отводная поверхность проходит назад и внутрь от передней отводной поверхности; а вторая боковая отводная поверхность проходит назад и внутрь от передней отводной поверхности.
6. Отрезная вставка по п.1, в которой передняя подкромка является прямой на виде сверху скошенной поверхности.
7. Отрезная вставка по п.1, в которой передняя подкромка имеет равномерную толщину.
8. Отрезная вставка по п.1, в которой первый радиус R1 удовлетворяет условию: R1>0,20 мм, и второй радиус R2 удовлетворяет условию: R2>0,20 мм.
9. Отрезная вставка по п.8, в которой первый радиус R1 удовлетворяет условию: R1>0,30 мм, и второй радиус R2 удовлетворяет условию: R2>0,30 мм.
10. Отрезная вставка по п.8, в которой первый радиус R1 удовлетворяет условию: R1<0,60 мм, и второй радиус R2 удовлетворяет условию: R2<0,60 мм.
11. Отрезная вставка по п.10, в которой первый радиус R1 удовлетворяет условию: R1<0,45 мм, и второй радиус R2 удовлетворяет условию: R2<0,45 мм.
12. Отрезная вставка по п.1, причем вставка содержит только одну режущую кромку.
13. Отрезная вставка по п.1, в которой на виде сверху скошенной поверхности ширина WC резания на режущей кромке является наибольшим размером вставки, перпендикулярным направлению резания.
14. Отрезная вставка по п.1, в которой стружкообразующее устройство содержит только одно углубление.
15. Отрезная вставка по п.1, в которой на виде сверху на скошенную поверхность на верхней поверхности хвостовой части образована канавка для охлаждающего вещества, которая проходит в направлении к скошенной поверхности.
16. Отрезная вставка по п.1, в которой опорная поверхность содержит опорное боковое крепежное приспособление.
17. Отрезная вставка по п.16, в которой опорное боковое крепежное приспособление расположено на посадочном участке опорной поверхности.
18. Отрезная вставка по п.1, в которой задняя поверхность вставки содержит заднее боковое крепежное приспособление.
19. Отрезная вставка по п.1, в которой опорная поверхность содержит упорный участок опорной поверхности, проходящий вниз от посадочного участка опорной поверхности.
20. Отрезная вставка по п.19, в которой упорный участок опорной поверхности проходит вниз и назад.
21. Отрезная вставка по п.19, в которой упорный участок опорной поверхности не содержит бокового крепежного приспособления.
22. Отрезная вставка по п.19, в которой опорная поверхность содержит нижний участок поверхности, проходящий назад от упорного участка опорной поверхности к задней поверхности вставки.
23. Отрезная вставка по п.1, в которой единственными поверхностями вставки, которые содержат боковое крепежное приспособление, являются посадочный участок опорной поверхности и задняя поверхность.
24. Отрезная вставка по п.1, причем вставка имеет сплошную конструкцию.
25. Отрезная вставка по любому из пп.1-24, в которой позади соединительной области хвостовой части и режущей части хвостовая часть проходит дальше вниз или вниз и назад.
| US 2005232712 A1, 20.10.2005 | |||
| Двухканальный радиоприемник | 1974 |
|
SU508942A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ФИКСИРУЮЩИМ УСТРОЙСТВОМ ДЛЯ ПЛАСТИНЫ | 1996 |
|
RU2135329C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2325248C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |

