Сварочные трансформаторы по характеру своей работы сильно снижатот COS системы знергоснабжения. Поэтому вопрос автоматического отключения их на то время, когда оварочные работы не производятся, приобретает большое значение для промышленности и народного хозяйства.
Предлагаемое устройство предназначено для автоматического включения сварочного трансформатора и отключения его при холостом ходе.
Для ЭТОГО , согласно изобретению, применяется Дополнительная обмотка, наложенная на обмотку или сердечник сварочного дросселя и постая нно включенная на источник переменного тока последовательно с катушкой контактора, введенного в первичную цепь сварочного трансформатора. Этот контактор при коротком замыкании электрода на свариваемое изделие включает сварочный трансформатор, а При разрыве дуги автоматически) его отключает.
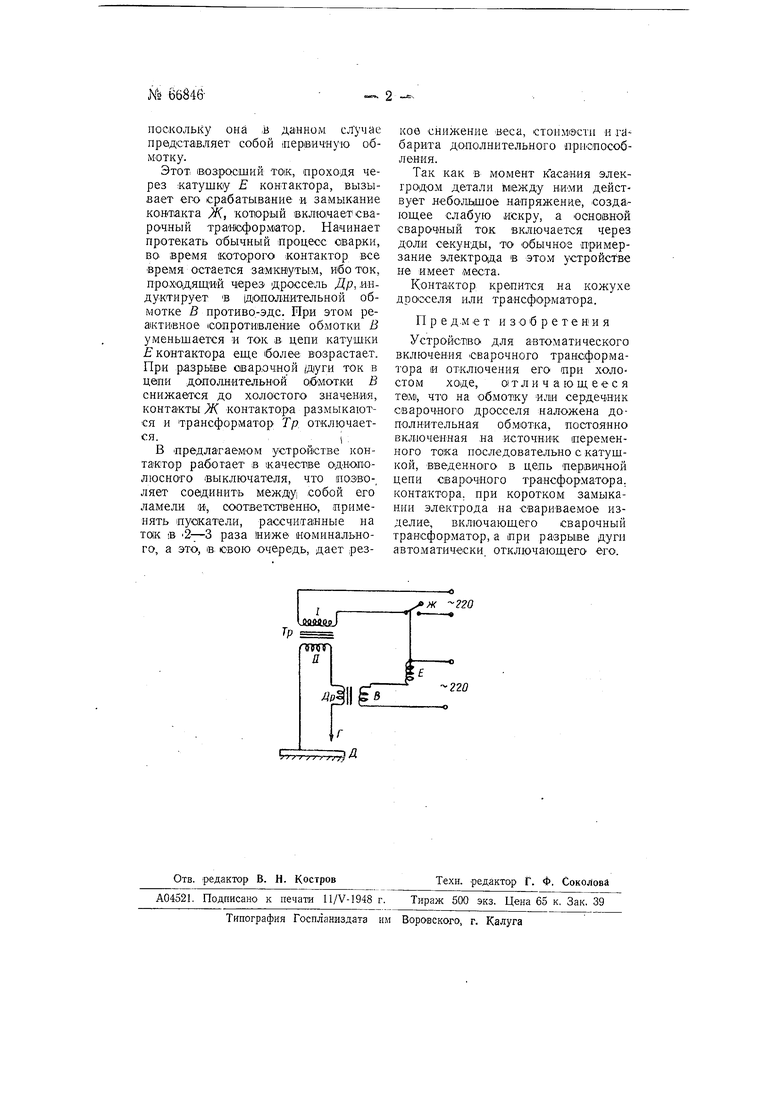
На чертеже, изображаюш,ем схему устройства, обозначено: Тр-сварочный трансформатор с первичной
обможой / и вторичной обмоткой Я, Др - сварочный дроссель, В - его дополнительная обмотка, Г - электрод, Ц - свариваемое изделие, Е - катушка контактора, Ж - контакты последнего.
Дополнительная обмотка Б, намотанная иа обмотку или на сердечни1К дросселя Др, (включена последовательно с 1катушкой Е контактора в отдельную цепь 110-220 в. контакты же Ж коитактора находятся в цепи первичной об)мотки сварочного трансформатора Тр.
Когда сварка не производится, цепь сварочного тока, образуемая вторичной обмоткой // трансформатора Тр, дросселем Др и электрцдом Г, разомкнута и., соотаетственно, через дополнительную обмотку В дросселя протекает лишь небольшой тш, определяемый ее полным сопротивлением. Величина этого холостого тока «едостаточна для срабатывания катушки Е контактора, контакты Ж которого остаются разомкнутыми. В момент касания сварочным электродом Г детали Д происходит замыкание вторичной цепи, в следствие чего сила тока в обмотке В возрастает,
поскольку она .и данном случае представляет собой лервичяую обмотку.
Этот воаросший ток, проходя через катушку Е контактора, вызывает его срабатывание -и замыкание кон такта Ж, который еклюяает сварочный транюформатор. Начинает протекать обычный процесс сварки, во время iKOTOtporo контактор все время остается замкнутым, ибо ток, проходящИй через дроссель Др, индуктирует В (дополнительной обмотке В противо-эдс. При этом реажтивное (сопротивление обмотки В уменьшается и ток в. цепи катушки контактора еш;е более возрастает. При разрыве сварочной /дуги ток в цепи дополнительной обмотки В снижае тся до холостого значения, контакты Ж контактора размыкаются и трансформатор Тр отключается.(
В .предлагаемом устройстве контактор работает в качестве однололюсного Выключателя, что позео-, ляет совдин:ить между собой его ламели и, соответственно, применять пускатели, рассчитанные на ToiK iB 2-3 раза 1ниже номинального, а это, iB. свою очередь, дает резкое снижение еса, стонм1эсти н габарита дополнительного приспособления.
Так как в момент касания элекгродом детали между ни-ми действует небольшое напряжение, создающее слабую искру, а основной сваро-чный ток включается через доли секунды, то обычное примерзание электр01да в этом устройстве не имеет места.
Контактор крепится на кожухе дросселя или трансформатора.
Предмет изобретения
Устройство для автоматического включения сварочного трансформатора и отключения его при холостом ходе, отличающееся тем1, что на обмотку или сердечник сварочного дросселя наложена дополнительная обмотка, постоянно включенная на источник переменного тока последовательно с катушкой, введенного в цепь первичной цепи сварочного трансформатора, контактора, при коротком замыкании электрода на свариваемое изделие, включающего сварочный трансформатор, а при разрыве дугп автоматически отключающего его.