Изобретение относится к ограничителям холостого хода сварочного трансформатора, обеспечивающим включение и выключение линейного контактора нри разомкнутой сварочной цени.
Известные ограничители состоят из четырех элементов: электромагнитного контактора, служащего для управления первичной цепью сварочного трансформатора, понижаюнхего трансформатора для питання цепей управления, электромагнитного pe;ie управления, обмотка которого нодключается к обмотке регулятора тока в сварочной цепи и которое срабатывает как при замыкании сварочного электрода на изделие, так и при прекращении сварки, и дает в первом случае сигнал па замыкание контактора при разомкпутой сварочной цеп, а во втором - сигнал на размыкание, и теплового элемента для создания выдержки времени срабатыва шя реле носле прекращения сварки.
Особенностью предложенного ограничителя, обеспечивающей упрощение схемы, является вынолнение указанного реле с двумя якорями, один из которых (основной) предназначен для взвода пружины, воздействуюн1ей на второй (вспомогательный) якорь, который служит для управления цепью обмотки контактора и срабатывает под действием взведенной пружипы при кратковременном прерывапни сварочного тока носле первого пробного зa Hзlкaния электрода на изделие. Тен.товой элемент, цепь питания нагревателя К1;торого проведена через контакты. управ.Шемые основным якорем, образует запхелку, удержн 5ающ ю основной якорь в рабочем положении.
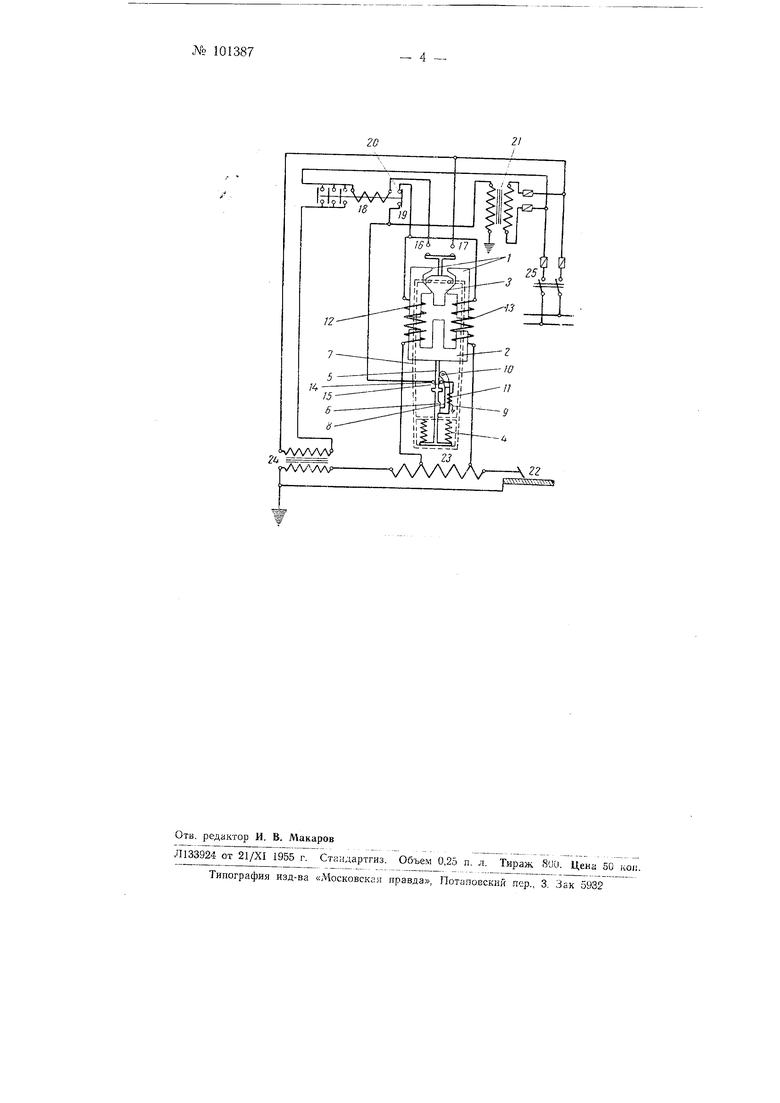
На чертеже показана схема пред.тоженпого ограпичителя.
.А1агнитопровод реле состоит из пеподвижно части / и двух подвижных частей 2 и 3. Ill-образная часть 2 представляет собой основноГ якорг реле, предназначенпьп | для взвода пружины 4, воздейству он. на часть 3, образуклцую второй (вспомогательный) якорь реле.
К основному Ш-образному якорю 2 прикреп.теп рычаг 5, осуществляюн.шй взвод пружины 4 и снабженный выступом 6. взаимодействуюпи1м с зап.1елкалп, с.тужащимп для удержания якоря 2 в рабочем положении.
К вспомогательному якорю 3 прикренлепа скоба 7, с помощью которой это.му якорю передается усилие пружины 4.
За целки 8 и 9 вьиюл.ень в виде упругих пластин, ни.жние концы которых-отогнуты встороиу выступа 6, я верхние жестко соединены между соooii. Зсицелки свободно вращаются и.а неподвижной оси 10 и под действием противовеса прижимаются к выступу 6. Короткая пластина - защелка 8 - выполнена из стали; длинная нластнна - защелка 9 -биметаллическая, она снабжена наложен1.юй на нее нагревательной обMOTKoii // i образует тепловой элеме1 т.
Обмотка реле состоит кз двух половин /2 и 13. Основной якорь 2 реле управляет контактами 14 и 15 в цепи нагревательной обмотки //, а всномогате; ьный якорь 3 -- контактами 16 и /7 в цени контактора 18.
В исходном ноложеции цепь обмотки контактора разомкнута, а его сонтакты 19 и 20 :-амкнут. Через эти контакты напряжение (12 «) с Ht3Koi стороны трансформатора 21 подается на среднюю точку обеих половин 12 и 13 обмотки реле. При отведенном от издел|-1я электроде 22 ток от трансформатора 21 обтекает обмотку реле, обе половины которой при этом оказываются включенными параллельно, об 1отку регулятора тока (дросселя) 23 и вторичную обмотку сварочного трансформатора 24. Вс. едствне наличия в этой неии бо.пьщого реактивиого сопротнвления ве.НЧНна тока равна не более 0,2-0,3 а, что не вызывает каких-либо изменений в .
Для осущ.сствления сваркн включается рубнльник 25. Первое же замьпсан.ие электрода 22 на свариваемое изделие влечет за собой резкое умеиьн1еиие сопротивления в цени обмотки реле и, следовательно, увеличение тока (до 5-6 а), в результате чего якорь 2 нритягивается к ненодвижно части 1 магнитспровода. Всиомогательпый якорь 3 нормально находится в нижнем положении и возникший результирующий (при параллельной работе обеих половин обмотки) магнитный иоток прочно удерживает его в этом положении.
При двил :ении вверх основного якоря 2 выстуи 6 отжимает защелки S и 5 и располагается над их отогнутыми концами. Одновременно замыкаются контакты 14 и 15 и взводится пружина 4 стремящаяся переместит якорь 3 вверх..
Вслед за замьнчамнем электрода 22 на изделие следует разрыв между иими, что вызывает резкое увеличение сонротивления в цени обмотки )еле, магнитный поток уменьншется и, следовательно, перестает действовать сила, удерживающая якорь 3 в нижнем положении. Освобождеиная нружина 4 выталкивает якорь 3 в крайнее верхнее поло 1-сение, а Ш-образный основной якорь 2 отпадает, по на пути движения впиз задерживается благодаря взаи.модействию заще.и-У 8 с sjbicjynoM 6, вследствие чего контакты 14 и 15 остаются за.чкнуты.ми.
При подъеме )Я 3 за:.1ьп аются контакты 16 п 17, что обеспечивает включепие катушки контактора /S; послед1Н;к с 5абатывает л включает сварочный трансформатор 24 нри разомкиутой сварочной цепи. Почтя одиовременио (с некоторым опережением) размыкаются контакты 19 и 20, в результате чего обе ио.ловины 12 и 13 обмотки реле отключаются от трансформатора 21 и иодготовляются к приему нанряжения с дросселя 23 в сварочной цепи траисфс;)матора 24, что и осуществляется в следующее за первым мгновение. При этом обе ноловины 12 и 13 обмотки реле ()казыва отся включенными последователыю. Возпикаюн его ири этом магнитного потока и реакции пружины 4 вполне достаточно для удержания якоря 3 в верхнем положении.
Вторичное замыкание электрода 22 па изделие за/кигает сварочиую дугу.
Последующая неирерывиая (или с перерывами от 10 до 70 сек.) работа сварц- ика сонровождается постоянным нодогревом биметаллической п.аастины - защелки 9. При иагреванин защелка 9 изгибается и ее отогнутый конец стремится выдвииуться за коиец защелки 8, что вызывает поворот всей системы защелок в обратную сторону и отвод, конца защелки 8 сначала из-под, выступа 6, а затем, если сварка не прекратится, и несколько дальше.
При этом Ш-образный якорь 2 в периоды кратковременных разрывов сварочной дуги опирается только иа загцелку 9, контакты 14 и /Я размь каклся, а якорь 3 под действием пружины 4 остается в верхнем положении.
При нерерыве в работе или )ри ее полнол нрекращении биметаллическая защелка .9 охлаждается и, стремясь выпрямиться, выходит своим концом из-нод выступа б, чему способствует конец защелки 8, который, упираясь в выступ 6, соз/тает :кч бходимую точку оноры.
При выходе заи1е.лки 9 из-под т ыступа 6 Ш-образный якорь 2 освобождается и опускается вмсчте с якорем 3 в крайнее нижнее положепие с одно1фе лентнз1м размьп анием контактов 6 н 17. Контактор 18 размыкает нервнч ук) нень сварочного трансформатора 24 и одновреме1П10 замыкает контакты /.9 и 20, в резул1яате чего схема оказывается г;од1отозле;|HOli к НОВТОрНОЛГу ИСНО.ТЬЗОВаТНИО.
II р с д м е т и 3 о б р е т е п и я
Ограничнтель холостого хода ciiaрочиого трансформатора, состоящий из четырех элементов: :)ле тромагнитного контактора, с.:1ужан1,его для управления первичной ценью сварочного трансформатора, нонижагаидего трансформатора для питания цепей
унрав.иеиия, электромагнитного реле управления, обмотка которого подключается к обмотке регулятора тока в сварочной цени и которое срабатывает как при замыканин сварочного э.тектрода на изделие, так и нри нрекращеиии сварки, и дает в первом с.тучае сигнал на замыкание контактора при разомкпутой сварочной цепи, а 5О втором - сигнал на разлп ь канис, н теплово1 о элемента для соз даиня выдержк 5 времени срабатывяг ния ре„че после прекранхения сваркн; о т л и ч а К) нл и и с я тем, что, с це.тыо упрощения схемы, указанное реле выпо.тнено с двумя якорями, один из которых (основной) предназначен д.тя 15ззода пружины, воздействуюHtcii на liTOpoii (вспомогательный) якорь. KOTopbiii служит для управле}гия цепью обмотки контактора н срабатывает нод действием взведенной иружнны нрн кратковременном прерыващн сварочного тока после первого пробного замыкания электрода на изделие, а теп.ловой элемент, цепь ннта1Н(я нагревателя которого нровеj,eia через контакты, управляемые зснозиым якорем, образует защелку, удер К1-ваюн1,ую основпой якорь в рабочем положении.
Цууууу
cVvVVW и
vvVvv


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки электрозаклепками | 1957 |
|
SU108344A1 |
| УСТРОЙСТВО ДЛЯ ВКЛЮЧЕНИЯ И ВЫКЛЮЧЕНИЯ ЭЛЕКТРОСВАРОЧНОЙ МАШИНЫ | 1940 |
|
SU64969A1 |
| Устройство для автоматической подачи сварочного электрода | 1938 |
|
SU54213A1 |
| Устройство для коммутации силовых электрических цепей | 1979 |
|
SU1003188A1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Устройство для защитного отключения электроустановки с зануляющей магистралью, подключенной к защитной магистрали распредпункта | 1976 |
|
SU655011A1 |
| Устройство для автоматического ограничения тока холостого хода электросварочного трансформатора | 1955 |
|
SU102843A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1936 |
|
SU48929A1 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1939 |
|
SU57620A1 |