таллизаторе, эти колебания возбхждают в струе металла, поступающего из разливочного устройства в кристаллизатор, определяют резонансную частоту возбужденных колебаний н по величине этой частоты определяют длину струи жидкого металла от разливочного устройства до пересечения ее с зеркалом металла в кристаллизаторе.
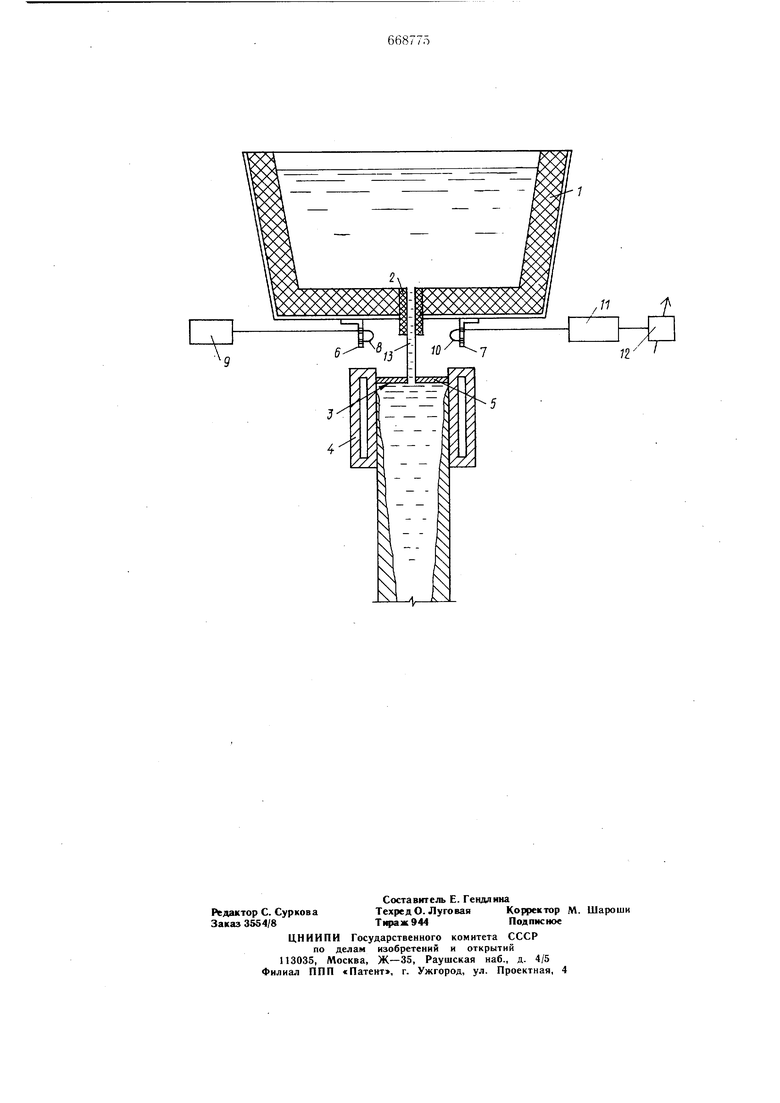
На чертеже изображена схема, поясняющая предлагаемый способ.
Разливочное устройство 1 снабжено стаканом 2, при помощи которого поддерживается уровень жидкого металла 3, в кристаллизаторе 4. На поверхности металла 3 находится слой жидкого шлака 5. К днищу разливочного устройства 1 прикреплены две пластины 6 и 7. На пластине 6 установлена петля 8 возбуждения, соединенная с генератором 9 высокочастотных электромагнитных колебаний. На пластине 7 установлена приемная петля 10, соединенная со вторичным преобразователем 11, который служит для преобразования резонансной частоты в унифицированный сигнал для ввода в ре гистрирующий прибор 12.
Электромагнитные колебания, полученные в генераторе 9, через петлю 8 возбуждения передаются проводнику, а именно к струе 13 жидкого металла, поступающего из разливочного устройства 1 в кристаллизатор 4.
Резонансная частота электромагнитных колебаний, возбужденных в короткозамкнутой на конце отрезка длинной линии, зависит от длины этого отрезка. Поэтому увеличение длины струи 13 при опускании уровня металла в кристаллизаторе, или ее уменьшения при подъеме уровня, вызовет соответствующее изменение резонансной частоты. Все эти изменения через приемную петлю 10, вторичный преобразователь 11, подаются на регистрирующий прибор 12. Сигнал со вторичного преобразователя 11 может быть подан в систему автоматического
поддержания уровня металла в кристаллизаторе.
Резонансная частота возбужденных в струе электромагнитных колебаний точно соответствует длине струи. (Точность измерения не ниже 1%). На точность измерений не влияют ни стакан, ни слой щлака в кристаллизаторе, так как они являются .материалами-диэлектриками. Этот способ характеризуется практически полной безинерционностью, что является крайне важным в системе автоматического управления, в которбй даже небольщое запаздывание сигналов, поступающих от первичных приборов, может исказить во времени все данные и сделать невозможным автоматическое поддержание технологических параметров процесса литья. В системе может быть предусмотрено запоминающее устройство, в котором устанавливается значение уровня жидкого металла в момент прекращения струи и вводятся данные с датчика скорости вытягивания слитка (пересчитанные в значение уровня), что позволяет осуществить измерение уровня металла в кристаллизаторе, независимо от наличия струи.
Формула изобретения
Способ измерения уровня жидкого .металла в кристаллизаторе мащины непрерывного литья металлов, включающий возбуждение колебаний, например электромагнитных, в направлении, перпендикулярном к зеркалу металла в кристаллизаторе, отличающийся тем, что, с целью повышения точности и надежности измерения, колебания возбуждают в струе металла, поступающего из разливочного устройства в кристаллизатор, определяют резонансную частоту возбужденных колебаний и по величине этой частоты определяют длину струи жидкого металла от разливочного устройства до пересече.ния ее с зеркалом металла в кристаллизаторе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ УРОВНЯ ЖИДКОГО МЕТАЛЛА В ТЕХНОЛОГИЧЕСКОЙ ЕМКОСТИ | 2013 |
|
RU2550766C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УРОВНЯ ВЕЩЕСТВА В ОТКРЫТОЙ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ | 2017 |
|
RU2654362C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УРОВНЯ ВЕЩЕСТВА В ОТКРЫТОЙ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ | 2015 |
|
RU2619401C1 |
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ ВЕЩЕСТВА В ОТКРЫТОЙ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ | 2011 |
|
RU2473054C1 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ПОТОКАМИ В КРИСТАЛЛИЗАТОРЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ | 2003 |
|
RU2325245C2 |
| СПОСОБ ПЕРЕПЛАВА МЕТАЛЛА В ВАКУУМНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2012 |
|
RU2516325C2 |
| Способ измерения уровня жидкого металла | 1986 |
|
SU1476317A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ УДЛИНЕННОГО СЕЧЕНИЯ | 2004 |
|
RU2357833C2 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| Способ разливки металла | 1984 |
|
SU1201047A1 |