Изобретение относится к области электродуговой сварки плавящимся электродом сплошного сечения, порошковыми проволоками, самозащитными проволоками в среде активных и инертных газов, а также их смесях (Ar+CO2, CO2+O2, Ar+CO2+O2) на обратной и прямой полярности. Изобретение может быть использовано при изготовлении металлоконструкций в различных областях техники.
Известно устройство [а.с. 616078 (от 28.04.1975, опублик. 25.07.78)], содержащее исполнительное устройство, отрабатывающее рассогласование, состоящее из источника питания, к которому подключено балластное сопротивление, шунтируемое коммутирующим устройством, блок сравнения напряжения дуги с задающим напряжением.
Недостатком данного устройства является следующее: на интервале горения дежурной дуги на балластном реостате выделяется энергия в виде теплоты, рассеиваемой в окружающее пространство, что приводит к снижению эффективной мощности источника питания.
Известно устройство для сварки [Лащенко Г.И. Способы дуговой сварки плавящимся электродом. - Киев. Экотехнологiя, 2006. - 384 с.], сущность которого заключается в том, что вылет электродной проволоки подогревается за счет включения дополнительного источника питания, обеспечивающего протекание тока на участке электродной проволоки перед контактным наконечником.
Недостатком устройства является необходимость использования дополнительного источника питания для подогрева, а также невозможность управления процессом переноса электродного металла.
За прототип принято устройство для сварки [а.с. 1238919 (от 15.01.85, опублик. 23.06.86)], содержащее источник постоянного тока, к первому выводу которого подключены анод блокирующего диода, вывод сварочного дросселя и катод первого диода, анод которого через силовой тиристор и коммутирующий дроссель, шунтирующие резистор, соединен с другим выводом источника постоянного тока, с выводом резистора, обкладкой фильтрующего конденсатора, анодом второго диода, обкладкой коммутирующего конденсатора, другая обкладка которого соединена с выводом зарядного дросселя и через коммутирующий тиристор - с катодом силового тиристора, а также зарядный тиристор и блок управления тиристорами, в котором за счет стабилизации напряжения на коммутирующем конденсаторе, катод блокирующего диода соединен с другой обкладкой фильтрующего конденсатора и через зарядный тиристор - с катодом второго диода и с другим выводом зарядного дросселя.
Работа устройства заключается в том, что при сварке между накладываемыми импульсами сварочного тока горит дежурная дуга малой мощности, получаемая в результате ввода в сварочную цепь балластного реостата, обеспечивающего ограничение тока в паузе. В момент наложения импульса балластный реостат шунтируется, и через дугу протекает импульс сварочного тока.
Недостатком данного устройства является следующее: на интервале горения дежурной дуги на балластном реостате выделяется энергия в виде теплоты, рассеиваемой в окружающее пространство, что приводит к снижению эффективной мощности источника питания.
Задача - повышение эффективности устройства для электродуговой сварки с управляемым переносом электродного металла.
Поставленная задача достигается за счет использования устройства, содержащего источник постоянного тока, фильтрующий конденсатор, подключенный к выходам источника питания, зарядную цепь, состоящую из коммутирующего конденсатора, зарядного дросселя и зарядного тиристора, коммутирующий конденсатор соединен верхней обкладкой с плюсом источника питания, а нижней обкладкой через зарядный дроссель с анодом зарядного тиристора, который катодом соединен с минусом источника питания. Коммутирующий тиристор соединен катодом с нижней обкладкой коммутирующего конденсатора и зарядным дросселем, а анодом - с анодом силового тиристора. Коммутирующий дроссель соединен одним концом с плюсом источника питания, а другим концом - с анодами силового и коммутирующего тиристоров, отличается тем, что имеет второй контактный наконечник, соединенный с плюсом источника постоянного тока, через который сварочный ток в паузе передается на электродную проволоку, и участок электродной проволоки между контактными наконечниками, подключенный параллельно коммутирующему дросселю, силовому тиристору и дросселю.
На чертеже представлено устройство для электродуговой сварки, состоящее из источника постоянного тока ИП к выводам которого подключен фильтрующий конденсатор 1, плюс источника питания соединен с верхней обкладкой коммутирующего конденсатора 2, соединенного нижней обкладкой через зарядный дроссель 3 с анодом зарядного тиристора 4, который соединен катодом с минусом источника постоянного тока ИП. К плюсу источника постоянного тока подключен коммутирующий дроссель 5, соединенный с анодом силового тиристора 6, катод которого соединен с силовым дросселем 7, который соединен через контактный наконечник 8 и сварочную дугу с минусом источника постоянного тока, а также коммутирующего тиристора 9, соединенного анодом с анодом силового тиристора 6, а катодом - с нижней обкладкой коммутирующего конденсатора 2 и с зарядным дросселем 3. Плюс источника постоянного тока ИП соединен через контактный наконечник 10 с участком электродной проволоки между контактными наконечниками 10 и 8.
Использование всех существенных отличительных признаков позволяет повысить эффективность устройства, расширить диапазоны применения способа сварки плавящимся электродом с управляемым механизмом переноса электродного металла, снизить тепловложение в сварное соединение, а также снизить газодинамическое воздействие со стороны сварочной дуги, благодаря чему повышается устойчивость горения дуги и улучшается формирование сварного шва.
Сущность работы заявленного устройства поясняется чертежом.
Для управления переносом электродного металла используются импульсы, получаемые за счет протекания сварочного тока по цепи: плюс источника постоянного тока ИП - коммутирующий дроссель 5 - силовой тиристор 6 - силовой дроссель 7 - второй контактный наконечник 8 - сварочная дуга - минус источника постоянного тока ИП. Для обеспечения протекания тока паузы при отпирании коммутирующего тиристора 9 к аноду силового тиристора 6 прилагается обратное напряжение перезаряда коммутирующего конденсатора 2 через коммутирующий дроссель 5, предварительно заряженного с помощью зарядного дросселя 3 и зарядного тиристора 4. В паузе сварочный ток протекает по цепи: плюс источника питания ИП - первый контактный наконечник 10 - участок электрода между контактными наконечниками 10 и 8 - сварочная дуга - минус источника постоянного тока ИП. Сварочный ток в паузе ограничивается за счет сопротивления вылета электрода между контактными наконечниками при этом теплота, выделяемая в вылете электрода, пойдет на повышение начальной температуры торца электрода, и во время следующих импульсов потребуется меньшее количество энергии на расплавление капель электродного металла.
Проведенные экспериментальные исследования показывают, что использование теплоты, выделяемой на участке между контактными наконечниками, снижает удельное теплосодержание капель электродного металла, повышает до двух раз производительность наплавки, а также повышает коэффициент полезного действия системы импульсного питания (на 10-15% в зависимости от расстояния между контактными наконечниками).
Лабораторные испытания показали возможность использования предлагаемого устройства в промышленных условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для импульсно-дуговой сварки с подогревом электродной проволоки | 2018 |
|
RU2726493C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2013 |
|
RU2547048C2 |
| Устройство для сварки | 1991 |
|
SU1779506A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2175596C1 |
| Устройство для сварки | 1990 |
|
SU1738525A1 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Устройство для сварки | 1984 |
|
SU1268335A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
Изобретение относится к устройству для электродуговой сварки плавящимся электродом сплошного сечения, порошковыми проволоками и самозащитными проволоками в среде активных и инертных газов и их смесях на обратной и прямой полярности в различных пространственных положениях. Фильтрующий конденсатор подключен к выходам источника постоянного тока. Коммутирующий конденсатор соединен верхней обкладкой с плюсом источника постоянного тока, а нижней обкладкой - через зарядный дроссель с анодом зарядного тиристора, который катодом соединен с минусом упомянутого источника. Коммутирующий тиристор соединен катодом с нижней обкладкой коммутирующего конденсатора и зарядным дросселем, а анодом - с анодом силового тиристора. Коммутирующий дроссель соединен одним концом с плюсом упомянутого источника, а другим концом - с анодами силового и коммутирующего тиристора. Плюс упомянутого источника тока соединен со вторым контактным наконечником, через который сварочный ток в паузе передается на электродную проволоку. Участок электродной проволоки между контактными наконечниками подключен параллельно коммутирующему дросселю, силовому тиристору и дросселю. Устройство реализует сварку с управляемым переносом электродного металла, обладает высоким КПД за счет использования теплоты, выделяемой в результате ограничения тока паузы, идущей на расплавление и предварительный подогрев вылета электродной проволоки, что позволит снизить тепловложения в сварное соединение. 1 ил.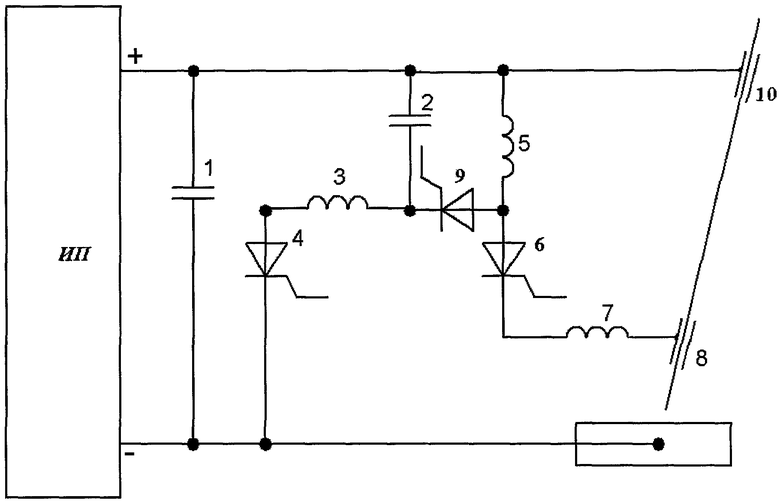
Устройство для электродуговой сварки плавящимся электродом, содержащее источник постоянного тока, подключенный к его выходам фильтрующий конденсатор, зарядную цепь, состоящую из коммутирующего конденсатора, зарядного дросселя и зарядного тиристора, причем коммутирующий конденсатор соединен верхней обкладкой с плюсом источника постоянного тока, а нижней обкладкой - через зарядный дроссель с анодом зарядного тиристора, который катодом соединен с минусом упомянутого источника, коммутирующий тиристор, соединенный катодом с нижней обкладкой коммутирующего конденсатора и зарядным дросселем, а анодом - с анодом силового тиристора, а также коммутирующий дроссель, соединенный одним концом с плюсом источника постоянного тока, а другим концом - с анодами силового и коммутирующего тиристора, отличающееся тем, что плюс источника постоянного тока соединен со вторым контактным наконечником, через который сварочный ток в паузе передается на электродную проволоку, а участок электродной проволоки между контактными наконечниками подключен параллельно коммутирующему дросселю, силовому тиристору и дросселю.
| Устройство для сварки | 1985 |
|
SU1238919A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ ЭЛЕКТРОДУГОВОЙ СВАРКИ И СВАРОЧНЫЙ АППАРАТ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2001 |
|
RU2223849C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| US 2007051713 A1, 08.03.2007 | |||
| US 2002079302 A1, 27.06.2002. | |||

