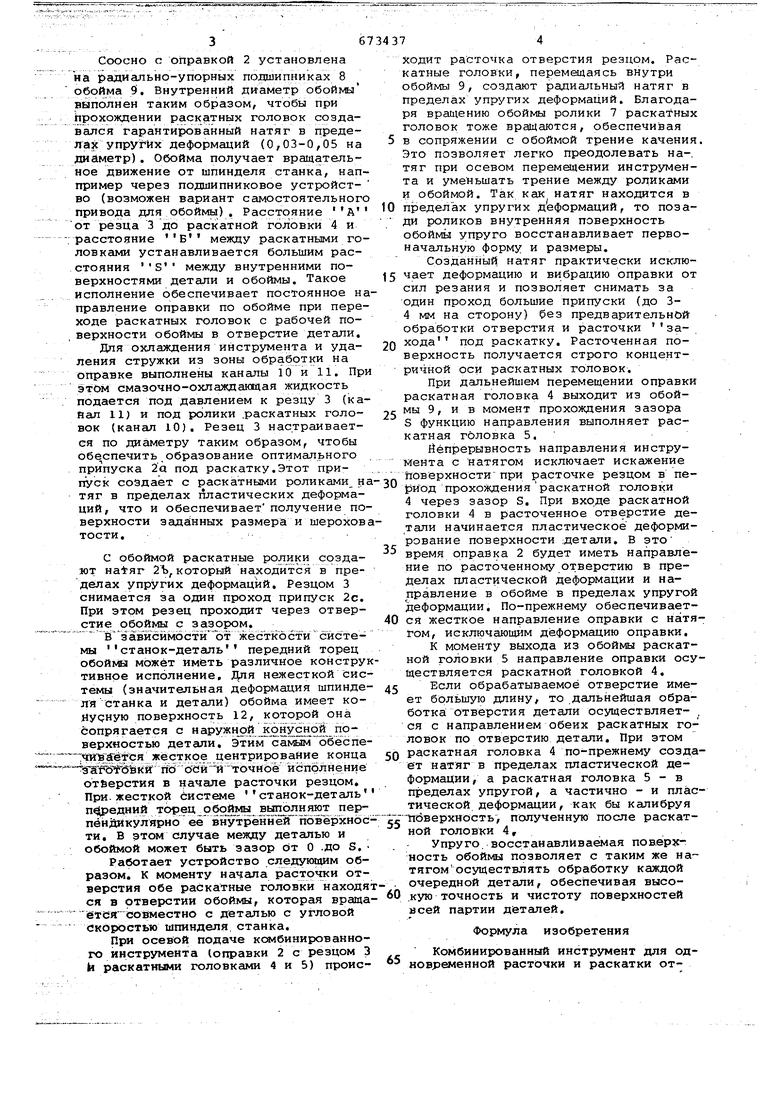
Изобретение относится к машиностроению и может быть использовано при обработке отверстий высокой точ ности и чистоты поверхности путём расточки резцом и пластической дефор мации раскатными головками,например с помощью {эоликов. Известны комбинированные инструмен ты, состоящие из оправки с установленными на ней резцом, головкой с деформирующими элементами, размещенными в сепараторе, и направляющей для инструмента 1, OcHOBHHfM недостатком таких головок является то, что при съеме больйкх припусков резцом и увеличенных следствие этого радиальных сил реза ния на оправку направлягадие интенсив но изнашиваются. Износ направляквдих приводит к образованию зазоров между направля1ацими и отверстием, а это, в свою очередь, вызывает деформациюоп равки (изгиб) и вибрацию. Вследствие этого увеличивается шероховатость поверхности после обработки р езцом и уменьшается точность отверстия по ди аметру. Целью изобретения является повышение точности обработки отверстия ,. при съеме больших припусков путем исключения деформации детали-и оправки. Это достигается тем, что направлякЩаИ выпо1лнена™твй йдё охва1тывающей сепаратор с деформирующими элементами обоймы, установленной соосно оправке с возможнрсТыо врйщёния, причем обойма снабжена дополнительной головкой, установленной на оправке с натягом в пределах упругих деформаций. При этом торец обоймы выполнен в виде внутреннего конуса, концентрично сопряженного с конусной поверхностью детали. На фиг. 1 показано начало расточки отверстия, когда обе раскатные головки расположены з отверстии обоймы; на фиг, 2 изображен момент обработки отверстия, когда одна раскатная головка находится уже в отверстии детали. Деталь 1 закрепляется; в патроне или Б приспособлении н получает вращательное движение от шпинделя станка Оправка 2 инструмента устанавливается неподвижно в гтноль задней бабки (или приспособления) и имеет осевое перемещение. На оправке закреплены резец 3 и две раскатные головки 4 и 5, выполненные в виде заключенных в сепаратор 6 роликов Те ,
Соосно с оправкой 2 установлена
на радиально-упорных подшипниках 8 обойма Si, Внутренний диаметр обойди выполнен таким образом, чтобы при Ьрохождении раскатных головок создавался гарантированный натяг в пределах упругих деформаций (0,03-0,05 на диаметр). Обойма получает вращательное движение от шпинделя станка, наппример через подшипниковое устройство (возможен вариант самостоятельного привода для обоймы), Расстояние А от резца 3 до раскатной головки 4 и расстояние Б между раскатными головками устанавливается большим расстояния S между внутренними поверхностями детали и обоймы. Такое исполнение обеспечивает постоянное направление оправки по обойме при переходе раскатных головок с рабочей поверхности обоймы в отверстие детали. Для охлаждения инструмента и удаления стружки из зоны обработки на оправке выполнены каналы 10 и 11, При этом смазочно-охлаждающая жидкость подается под давлением к резцу 3 (кайап 11) и под ролики .раскатных головок (канал 10), Резец 3 настраивается по диаметру таким образом, чтобы обеспечить образование оптимального припуска 2а под раскатку,Этот припуск создает с раскатными роликами натяг в пределах пластических деформаций, что и обеспечивает получение поверхности заданных размера и шероховатости. .
С обоймой раскатные ролики создают 2Ъ который находится в пределах упругих деформаций. Резцом 3 снимается за один проход припуск 2с, При этом резец проходит через отверстие обоймы с зазором,
ё зав;и:сймости Ът жесткости системы станок-деталь передний торец обоймы может иметь различное конструктивное исполнение, Для нежесткой системы (значительная деформация шпиндеЛя станка и детали) обойма имеет коЯудную поверхность 12, которой она сопрягается с наружн дй к онусн о й поверхностью детали. Этим самым Ъбёспе-q ffaei CH жесткое; центрирование конца
jiQ-(5e
отберстия в начале расточки резцом, При. жесткой еистеме станок-деталь п едний торец рбдймы вштрлняцот перпендикулярно её внутрённёСповёрхности, В этом случае между деталью и обоймой может быть зазор От О -ДО S,
Работает устройство следующим образом. К моменту начала расточки отверстия обе раскатные головки находятся в отверстии обоймы, которая вращаётСй совместно с деталью с угловой Сксэростью шпинделя, станка.
При осевой подаче кетлбинированного инструмента (оправки 2 с резцом 3 и раскатными головками 4 и 6) происходит расточка отверстия резцом. Раскатные головки, перемещаясь внутри обоймы 9, создают радиальный натяг в пределах упругих деформаций. Благодаря врс1щению обоймы ролики 7 раскатных головок тоже вращаются, обеспечивая 5 в сопряжении с обоймой трение качения. Это позволяет легко преодолевать на-. тяг при осевом перемоаении инструмента и уменьшать трение между роликами и: обоймой. Так как натяг находится в 0 пределах упругих деформаций, то поза Ди роликов внутренняя поверхность обоймы упруго восстанавливает первоначальную форму и размеры.
Созданный натяг практически исключает деформацию и вибрацию оправки от сил резания и позволяет снимать за один проход большие припуски (до 34мм на сторону) без предварительной обработки отверстия и расточки за0 хода под раскатку. Расточенная поверхность получается строго концентричной оси: раскатных головок.
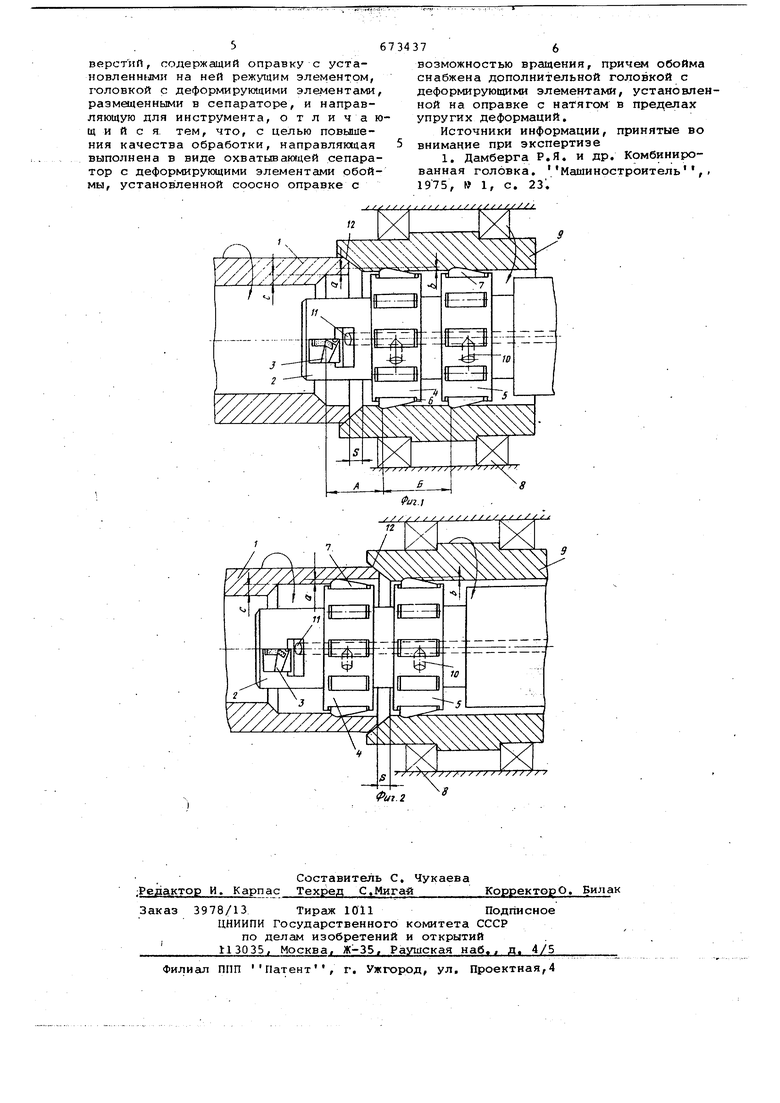
При дальнейшем перемещении оправки раскатная головка 4 выходит из обоймы 9, и в момент прохождения зазора
5функцию направления выполняет раскатная головка 5,
Йёпрерывность направления инструмента с натягом исключает искажение
.поверхности при расточке резцом в пе )иод прохождения раскатной головки 4 через зазор S, При входе раскатной головки 4 в расточенное отверстие детали начинается пластическое деформирование поверхности детали, В это
5 время опрайка 2 будет иметь направление по расточенному отверстию в пределах пластической деформации и направление в обойме в пределах упругой деформации. По-прежнему обеспечивается жесткое направление оправки с натягом, искл{рчак1щим дёформсщию оправки,
К моменту выхода из обоймы раскатной головки 5 направление оправки осуществляется раскатной головкой 4,
5 Если обрабатываемое отверстие имеет большую длину то дальнейшая обработка отверстия детали осуществляет- . ся с направлением обеих раскатных головок по отверстию детали. При этом
0 раскатная головка 4 по-прежнему создает натяг в пределах пластической деформации, а раскатная головка 5 - в пределах упругой, а частично - и пластической деформации , как бы калибруя
5 Поверхность, полученную после раскатной головки 4,
Упруго, восстанавливаемая пов.ерхность обойьал позволяет с таким же натягомосуществлять обработку каждой
. очередной детали, обеспечивая высо0 .кую точность и чистоту поверхностей всей партии деталей.
Формула изобретения
Комбинированный инструмент для одновременной расточки и раскатки от56
верстиП, содержащий оправку с устаиовленн1лми на ней режущим элементом, головкой с деформирующими элементами, размещенными в сепараторе, и направляющую для инструмента, отличающийся, тем, что, с целью повышения качества обработки, направляющая выполнена в виде охватываюгдей сепаратор с деформирующими элементами обоймы, установленной соосно оправке с
г
376
возможностью вращения, причем обойма снабжена дополнительной головкой с деформирующими элементами, установленной на оправке с натягом в пределах упругих деформаций.
Источники информации, принятые во внимание при экспертизе
1. Дамберга Р.Я. и др. Комбинированная головка. Машиностроитель ,I 1975, 1, с. 23.
/ / / / / / / / f
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| Комбинированный инструмент | 1982 |
|
SU1134354A2 |
| Расточная головка-раскатка | 1977 |
|
SU814580A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2009 |
|
RU2405667C1 |
| МНОГОРЯДНАЯ РАСКАТКА | 1995 |
|
RU2095226C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ РОТАЦИОННОЙ ВЫТЯЖКОЙ | 1994 |
|
RU2086330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ВАЛОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ И СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2725455C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
