Изобретение относится к обработке металлов поверхностным-пластическим деформированием и может быть применено при обработке внутренних поверхностей вращения с осью, имеющей отклонение от прямолинейности.
Известна раскатка для обработки отверстий, содержащая оправку с опорным конусом и сепаратор с деформирующими элементами [1]
Использование такого инструмента для выбора зазора при соединении охватываемой и охватывающей деталей ограничено нормативными величинами натяга. Для выбора зазора порядка 0,3 0,4 мм потребуется многопроходная обработка с изменением положения деформирующих элементов на каждый проход по отношению к конусу.
Известна многорядная раскатка, содержащая оправку, на которой расположены опорные конуса, взаимодействующие в деформирующими элементами, установленными в сепараторе [2]
Такой инструмент позволяет производить обработку с большими натягами и, как следствие, более эффективно выбирать зазор при соединении охватываемой и охватывающей детали.
Однако при выборе больших зазоров также требуется многопроходная обработка.
Кроме того, при обработке поверхностей, имеющих отклонение оси от прямолинейности, на деформирующих элементах создаются неодинаковые натяги, вызывающие неравномерные остаточные напряжения в поверхностных слоях детали и, как следствие, увеличение исходного отклонения оси от прямолинейности, повышенный износ деформирующих элементов и опорных конусов.
Известен многорядный раскатной инструмент, в котором каждый ряд раскатных роликов установлен на опором конусе с возможностью регулирования радиального положения роликов. Опорные конуса каждого ряда установлены на своей части оправки, выполненной составной с поперечной плоскостью разъема [3]
Недостатком указанного инструмента является сложность конструкции, а также трудность и недостаточное качество при обработке поверхностей, имеющих отклонение оси от прямолинейности.
Задачей изобретения является создание многорядной раскатки, позволяющей при обеспечении высокой пластической деформации обрабатывать внутренние поверхности вращения, имеющие отклонения оси от прямолинейности.
Для решения этой задачи в многорядной раскатке, содержащей оправку, на которой расположены опорные конусы, взаимодействующие с деформирующими элементами, справка выполнена разъемной в поперечной сечении, элементы оправки соединены между собой шарнирно, при этом каждый опорный конус расположен на отдельном элементе. Кроме того, каждый элемент оправки может иметь на одном торце отверстие, в котором с зазором установлен конец следующего элемента, а элементы соединены между собой штифтом.
Выполнение оправки разъемной в поперечном сечении позволяет из жесткой оправки получить гибкую оправку из нескольких элементов.
Соединение частей оправки между собой шарнирно позволяет обеспечить перемещение одного элемента относительно другого и таким образом обеспечить совмещение оси оправки с осью обрабатываемой поверхности.
Расположение каждого опорного конуса на отдельном элементе оправки позволяет за счет перемещения элемента оправки с установленным на нем опорным конусом и совмещения оси инструмента с осью обрабатываемой поверхности обеспечить равномерный натяг на деформирующих элементах, взаимодействующих с опорным конусом, и создать равномерные остаточные напряжения при обработке поверхностей вращения, имеющих отклонение оси от прямолинейности. Таким образом, в процессе обработки деталей исходное отклонение оси от прямолинейности практически не изменяется и обеспечивается высокая работоспособность, как деформирующих элементов, так и опорных конусов.
Кроме того, конструкция представляет собой многорядную раскатку, состоящую из отдельных модулей, каждый из которых содержит элемент оправки, конус, сепаратор с деформирующими элементами, что упрощает сборку инструмента, дает возможность переставлять местами модули при износе опорных конусов, обеспечивая равномерный их износ по всей образующей конической поверхности, что также повышает долговечность раскатки и качество обрабатываемой поверхности.
Выполнение на оном торце каждого элемента оправки отверстия, в котором с зазором установлен конец следующего элемента, и соединение элементов между собой штифтом позволяет упростить шарнирное соединение и повысить технологичность конструкции.
На чертеже изображен общий вид многорядной раскатки в варианте с тремя рядами деформирующих элементов, зазор "e" увеличен.
Многорядная раскатка содержит оправку, состоящую из элементов 1, 2 и 3, на каждом из которых расположены опорные конусы 4, 5 и 6 соответственно, взаимодействующие с деформирующими элементами 7, установленными в сепараторах 8. Элементы 1, 2 и 3 соединены между собой шарнирно. В приведенном варианте на торце "А" элемента 1 выполнено отверстие 9, в котором с зазором "e" (величина зазора "e" определяется исходя из отклонения от прямолинейности оси обрабатываемой поверхности 10) установлен конец 11 элемента 2, в элементах 1 и 2 выполнены отверстия 12, в котором установлен штифт 13, соединяющий элементы 1 и 2 и позволяющий им перемещаться относительно друг друга в пределах зазора "e". Элемент 2 аналогично соединен с элементом 3, а штифт 14 установлен в отверстии 15, ось которого перпендикулярна оси отверстия 12.
Для настройки каждого ряда деформирующих элементов 7 на необходимую величину натяга служит узел регулировки, выполненной в приведенном варианте в виде установленных на каждом элемента 1, 2 и 3 оправки лимбов 16, 17, 18 и контргаек 19, 20, 21.
Перед заведением раскатки в отверстие обрабатываемой детали производят настройку каждого ряда деформирующих элементов 7. Первый ряд настраивают на размер, соответствующий диаметру охватываемой детали 23, увеличенному на величину натяга, второй ряд на размер деформирующих элементов второго ряда, увеличенный на величину натяга. Величина натяга каждого ряда зависит от условий обработки и порядкового номера каждого ряда.
При настройке, вращая лимбы 16, 17, 18, перемещают в осевом направлении сепараторы 8 с деформирующими элементами 7 относительно соответствующих конусов 4, 5 и 6. После чего положение сепараторов 8 фиксируют контргайками 19, 20 и 21.
Раскатка работает следующим образом.
Охватывающую деталь 22 с расположенной в ней и зафиксированной на одном торце охватываемой деталью 23 закрепляют в самоцентрируемом патроне и люнете (не показаны). Предварительно настроенную многорядную раскатку закрепляют на стебле (не показан) станка, заведенном в отверстие обрабатываемой детали.
Деталям 22, 23 сообщают вращательное движение, а стеблю с раскаткой - осевое, при этом материал стебля работает на растяжение. Направление раскатки в отверстие осуществляют вручную или при помощи направляющего устройства (не показаны).
В процессе обработки элементы 1, 2 и 3 оправки за счет шарнирного соединения перемещаются относительно друг друга, обеспечивая самоустановку опорных конусов 4, 5, 6 и взаимодействующих с ними деформирующих элементов 7 в отверстии охватываемой детали 23, совмещая ось вращения деформирующих элементов 7 с осью поверхности 10.
Таким образом, при обработке отверстий, ось которых имеет отклонение от прямолинейности, на всех деформирующих элементах 7 создается одинаковый натяг, а следовательно, на обработанной поверхности создаются равномерные остаточные напряжения.
Применение предложенной многорядной раскатки позволило изготовить биметаллическую трубу, причем охватываемая и охватывающая детали были установлены с зазором 0,17 0,25 мм и имели отклонение от прямолинейности оси более 0,3 мм до длине деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многорядная раскатка для раскатывания с одновременной правкой трубчатых заготовок | 1989 |
|
SU1680415A1 |
| Комбинированный инструмент для одновременной расточки и раскатки отверстий | 1977 |
|
SU673437A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| Раскатка для обработки отверстий | 1980 |
|
SU944899A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2009 |
|
RU2405667C1 |
| Устройство для центрирования деталей | 1979 |
|
SU784996A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| Многорядная раскатка | 1974 |
|
SU482283A1 |
| Раскатная шариковая головка | 1990 |
|
SU1754253A1 |
Использование: обработка металлов поверхностным пластическим деформированием, может быть использовано при обработке внутренних поверхностей вращения с осью, имеющей отклонение от прямолинейности. Сущность изобретения: раскатка содержит оправку, разъемную в поперечном сечении, составные элементы которой соединены между собой шарнирно. Деформирующие элементы каждой части оправки установлены с возможностью взаимодействия с опорным конусом. Каждый опорный конус расположен на отдельном элементе, что позволяет деформирующим элементам самоустанавливаться в обрабатываемом отверстии. Составные части оправки соединены между собой шарнирно. 1 з.п. ф-лы, 1 ил.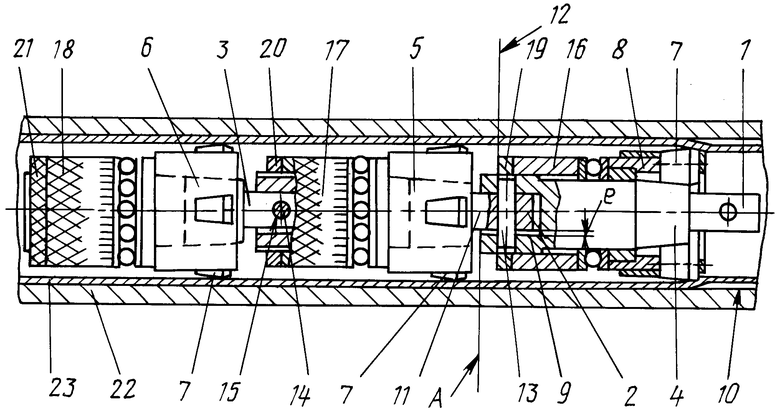
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Коновалов Е.Г., Сидоренко В.А | |||
| Чистовая и упрочняющая ротационная обработка поверхностей | |||
| - Минск: Высшая школа, 1968, с | |||
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Регулятор давления для автоматических тормозов с сжатым воздухом | 1921 |
|
SU195A1 |
| Способ закалки пил | 1915 |
|
SU140A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US, патент, 4527929, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
