Изобретение относится к области обработки металлов резанием и может быть использовано для растачивания и раскатывания глубоких отверстий в цилиндрических деталях типа длинномерных валов и роликов.
Известен комбинированный инструмент с плавающим режущим элементом для обработки труб, работающий на прямом и обратном ходу: во время прямого хода производится растачивание, а на обратном ходу - раскатывание (Журнал по металлообработке «Стружка», сентябрь 2005 г. № 3(10), стр.34).
Недостатком известного комбинированного инструмента является низкая стойкость направляющих, неконтролируемое скалывание шпонок, сложность изготовления. Комбинированный инструмент не убирает погрешность формы, а повторяет полигональную форму отверстия.
Известен комбинированный инструмент для чистовой обработки абразивом и поверхностным пластическим деформированием внутренних поверхностей отверстий деталей машин, в котором шлифовальный круг закреплен на оправке и состоит из алмазно-абразивных брусков, а соосно с ним установлен цилиндрический корпус с деформирующими элементами (Патент РФ 2239545, МПК B24D 17/00, В24 В39/00, опубл. 2004.11.10).
Недостатком известного комбинированного инструмента является образование прижогов на обрабатываемой поверхности, а также быстрый износ шариков деформирующей части, и нет возможности настройки на размер и регулировки усилия на обрабатываемую поверхность.
Известен комбинированный инструмент для чистовой обработки абразивом и поверхностным пластическим деформированием внутренних поверхностей отверстий деталей машин, состоящим из шлифовального круга с алмазно-абразивными брусками и деформирующей части с набором роликов (Патент РФ 2239546, МПК B24D 17/00, В24В 39/02, опубл. 2004.11.10).
Недостатком известного комбинированного инструмента является образование прижогов на обрабатываемой поверхности, не предусмотрена возможность восстановления изношенного наружного диаметра раскатной части.
Наиболее близким по технической сущности к заявленному изобретению, по мнению авторов, является комбинированный инструмент фирмы ECOROLL AG (Журнал по металлообработке «Стружка», сентябрь 2005 г. № 3(10), стр.33-36), предназначенный для растачивания и раскатывания отверстий, для устранения ошибок геометрической формы (например, волнистость), которые появляются при изготовлении труб и гидроцилиндров. Комбинированный инструмент состоит из двух рабочих частей: расточной и раскатной, расположенных на одной оси. Расточная часть имеет плавающие расточные ножи с двусторонними режущими пластинами и направляющие. Раскатная часть содержит корпус, конус, сепаратор с набором роликов, крышку. Инструмент имеет устройство RETRAC, осуществляющее втягивание расточных ножей при выводе инструмента из отверстия. Расточная и раскатная части работают одновременно на прямом ходу.
Недостатком прототипа является то, что при обработке плавающими расточными ножами с двусторонними режущими пластинами центрирование осуществляется усилиями резания. Вследствие чего инструмент не исправляет погрешности формы и погрешности, накопленные при предварительной обработке отверстия, а повторяет полигональную форму отверстия. Конструкция раскатной части не позволяет осуществлять контролируемый натяг роликов и настраивать инструмент для работы на чертежный размер.
Задача, на решение которой направлено данное изобретение, является устранение ошибок геометрической формы, таких как отклонение от круглости, цилиндрических деталей типа длинномерных валов и роликов за счет достижения точного центрирования расточной головки на всей длине обрабатываемого изделия и улучшения класса шероховатости поверхности за счет раскатки накатными роликами.
Поставленная задача решается тем, что в комбинированном инструменте, состоящем из двух соосно расположенных сборных частей: расточной и раскатной, центрирование относительно друг друга осуществляется через посадку с натягом и две центрирующие шпонки. Точность позиционирования осуществляется за счет трех направляющих, расположенных в пазах расточной части, имеющей резцовую вставку с микробором, которая исправляет параметр отклонение от круглости, а высокое качество обрабатываемой поверхности отверстия (параметр шероховатости Ra) достигается за счет раскатной части с плавающими раскатными роликами и установленной тарельчатой пружиной, которая обеспечивает равномерное усилие роликов на обрабатываемое отверстие и позволяет избежать их заклинивания и преждевременного износа. Расточная и раскатная части работают одновременно на прямом ходу.
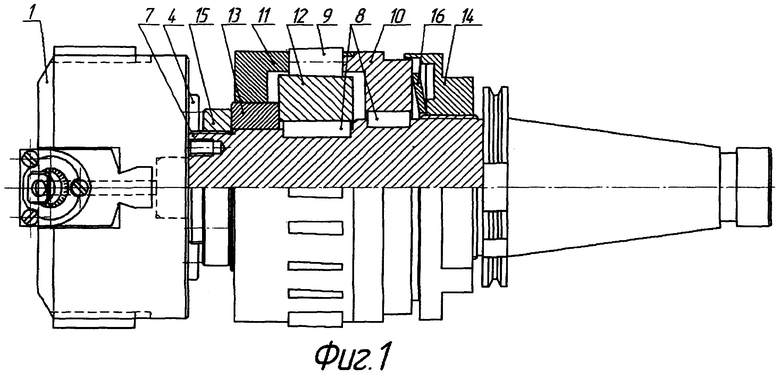
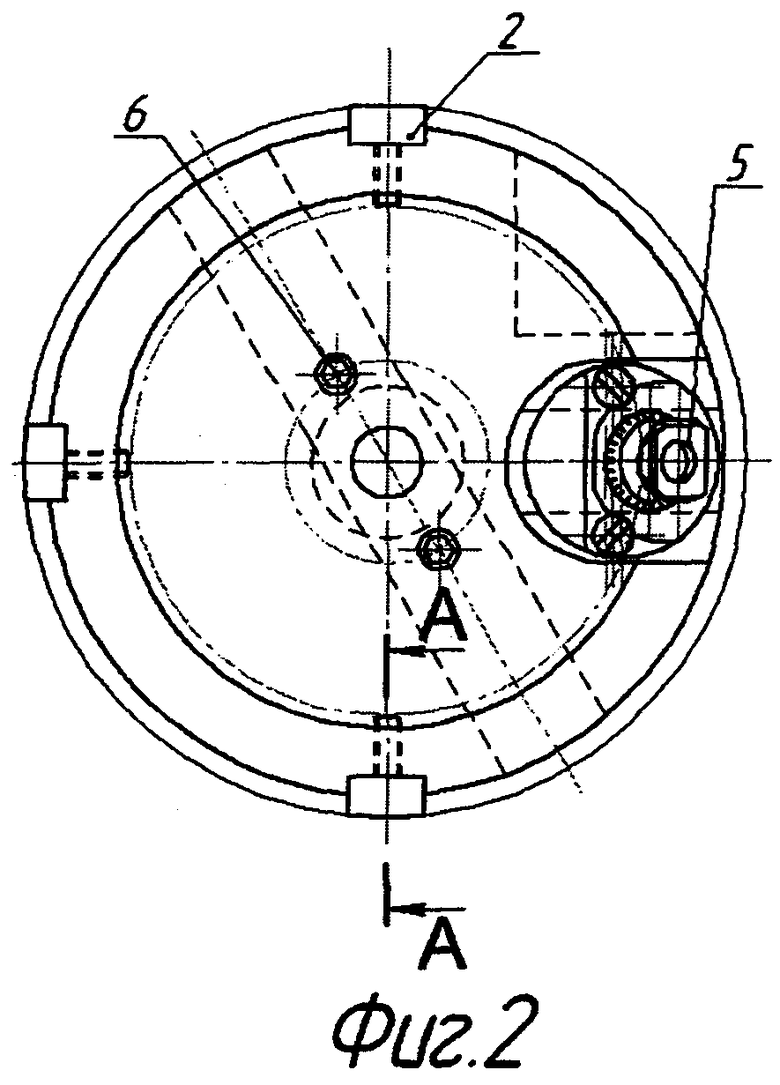
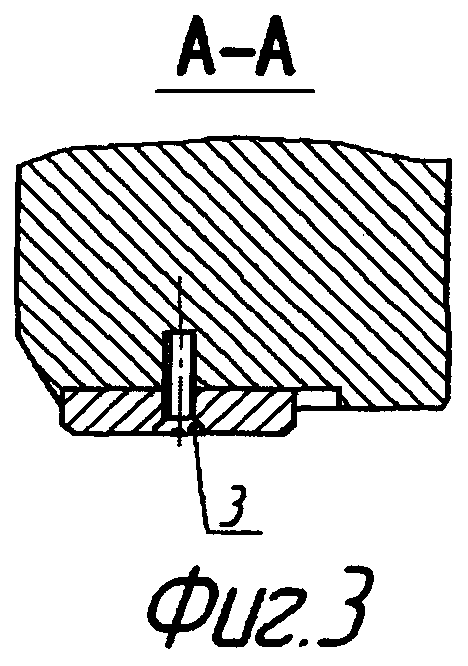
Изобретение поясняется чертежами, где на фиг.1, фиг.2, фиг.3 показан комбинированный инструмент, состоящий из расточной и раскатной части для растачивания и раскатывания глубоких отверстий в цилиндрических деталях при работе одновременно на прямом ходу.
Комбинированный инструмент содержит расточную часть с корпусом 1, три направляющие 2, закрепленные винтами 3, две центрирующие шпонки 4 и резцовую вставку с микробором 5, два винта 6 для передачи крутящего момента и раскатную часть, состоящую из корпуса 7 с двумя пазами под шпонки 8, раскатных роликов 9, сепаратора 10, крышки 11, конуса 12, втулки 13, двух гаек 14, 15, тарельчатой пружины 16.
Комбинированный инструмент работает следующим образом. Перед началом работы расточную и раскатную части скрепляют между собой с помощью винтов 6, а центрирование относительно друг друга осуществляется за счет двух центрирующих шпонок и посадки с натягом. В расточной части резцовую вставку с микробором 5 настраивают на размер, а в раскатной части осуществляют натяг и регулировку раскатных роликов 9 при помощи гаек 14, 15. Затем корпус 7 раскатной части комбинированного инструмента устанавливается с посадкой по конусу в шпиндель станка и закрепляется. Обрабатываемая деталь установлена на столе станка в двух тонких призмах и закреплена струбцинами. Обработка осуществляется поступательным и вращательным движением инструмента за счет перемещения шпинделя станка в направлении оси отверстия детали. Центрирование корпуса 1 расточной части в течение обработки внутренней поверхности отверстия детали (ролика) по всей ее длине осуществляется за счет установленных в пазах корпуса трех направляющих 2. Кроме того, стабилизируется положение оси расточной части, корпуса 1 и резцовой вставки 5 относительно оси внутреннего диаметра детали и тем самым повышается точность и качество обрабатываемой поверхности. А равномерное распределение усилия и натяга роликов 9 раскатной части осуществляется за счет тарельчатой пружины 16, действующей в осевом направлении. В конце процесса обработки для вывода инструмента из зоны резания изменяют размер резцовой вставки с микробором 5 в сторону уменьшения, для предотвращения появления рисок на обработанной поверхности, и при этом на обратном ходу происходит повторное накатывание обработанной поверхности.
Предлагаемый комбинированный инструмент, основанный на совмещении двух чистовых способов обработки, позволяет повысить точность и качество обработанной поверхности путем точного центрирования и устранения вибраций расточной части за счет трех направляющих, установленных в пазах корпуса, достижения параметров шероховатости за счет тарельчатой пружины, служащей для регулировки натяга и равномерного распределения усилия роликов на обрабатываемое отверстие.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| Комбинированный инструмент | 1982 |
|
SU1134354A2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| Комбинированный инструмент для обработки отверстий | 1976 |
|
SU643308A1 |
| Расточная головка | 1981 |
|
SU990428A1 |
| Расточная головка | 1989 |
|
SU1773574A1 |
Изобретение относится к области обработки металлов давлением, а именно к комбинированным инструментам, предназначенным для растачивания и раскатывания отверстий в цилиндрических деталях. Комбинированный инструмент содержит соосно расположенные расточную и раскатную части. Расточная часть содержит корпус с пазами, выполненными на его наружной поверхности, и режущий элемент. Раскатная часть содержит корпус, конус, сепаратор с набором роликов и крышку. Центрирование расточной и раскатной частей относительно друг друга осуществлено посредством посадки с натягом и центрирующих шпонок. В пазах корпуса расточной части установлены три направляющие. Режущий элемент выполнен в виде резцовой вставки с микробором, расположенной в корпусе. Раскатная часть содержит тарельчатую пружину для регулирования натяга и равномерного распределения усилия роликов на обрабатываемую поверхность. В результате повышается точность и качество обработанной поверхности, а также устраняется вибрация. 3 ил.
Комбинированный инструмент для обработки отверстий, состоящий из двух соосно расположенных расточной и раскатной частей, причем расточная часть содержит корпус с пазами, в которых расположены направляющие и режущий элемент, а раскатная часть содержит корпус, конус, сепаратор с набором роликов, крышку, отличающийся тем, что центрирование расточной и раскатной частей относительно друг друга осуществлено посредством посадки с натягом и центрирующих шпонок, при этом в пазах, выполненных на наружной поверхности корпуса расточной части, установлены три направляющие, а режущий элемент выполнен в виде резцовой вставки с микробором, расположенной в корпусе, причем раскатная часть дополнительно содержит тарельчатую пружину для регулирования натяга и равномерного распределения усилия роликов на обрабатываемую поверхность.
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| Комбинированный инструмент для обработки отверстий | 1978 |
|
SU764958A1 |
| Комбинированный инструмент дляОбРАбОТКи ОТВЕРСТий | 1979 |
|
SU837809A1 |
| Инструмент для чистовой обработки отверстий | 1984 |
|
SU1491676A1 |
| DE 19934393 A1, 01.02.2001. | |||

