Изобретение относится к станкостроению, в частности к способам механической обработки глубоких отверстий в трубных заготовках с применением металлорежущих станков.
Может использоваться для осуществления процессов особо высокой точности растачивания, прошивания, дорнования и внутреннего шлифования отверстий в длинномерных трубах на малогабаритных станках, например, при обеспечении требований к точности отверстий по ТУ14-3-/941/-94.
Известен способ чистового растачивания на растяжение, осуществляемый головкой стебля, жестко закрепляемой в стебле и базирующейся по поверхности механически обрабатываемого глубокого отверстия трубной заготовки регулируемыми направляющими (Кирсанов С.В., Гречишников В.А., Схиртладзе А.Г., Кокарев В.И. Инструменты для обработки точных отверстий. - М.: Машиностроение, 2003. 330 с.).
Недостаток способа растачивания головкой со стеблем - их большая суммарная длина, которая всегда равна или больше длины обрабатываемой трубной заготовки.
Особенностью способа является наличие процесса, при котором стебель работает на растяжение, что позволяет избежать его вибраций при больших скоростях резания и обеспечить более надежный отвод стружки. Такой способ осуществляется головкой с регулируемыми направляющими и предусматривает приемы, при которых обрабатываемая деталь устанавливается и выверяется на станке, а расточная головка (без пластины) жестко закрепленная в стебле, вводится на всю длину задних направляющих шпонок. При вращении микрометрической гайки обеспечивается радиальное перемещение направляющих шпонок головки до их плотного соприкосновения с поверхностью отверстия. Осуществляется базирование головки, после чего головка проводится через отверстие детали до выхода за противоположный конец детали передних направляющих с пазом под пластину. В паз корпуса вставляется пластина, головка перемещается вправо до положения, в котором между режущей кромкой пластины и образующей отверстия был бы зазор в 0,3…0,4 мм. Включается подача СОЖ, вращение детали и подача головки для захода пластины в отверстие. Выполняется растачивание заправочного отверстия до положения полного захода в отверстие передних направляющих. Подача головки (и СОЖ) и вращение детали отключаются.
Далее вращением микрометрической гайки производится разжим передних направляющих до их плотного соприкосновения с поверхностью отверстия, выполняется процесс растачивания, при этом головка базируется в обрабатываемом отверстии и передними, и задними направляющими.
Рассмотренный способ скоростного чистового растачивания предполагает работу стебля на растяжение при его обратном рабочем ходе. Прямой ход стебля остается холостым.
Недостаток способа в необходимости применения с головкой и длинного стебля, общая длина которых равна или больше длины обрабатываемого отверстия, что приводит к большим длинам устройств и металлорежущих станков для осуществления способа растачивания.
Кроме того, такой способ неизбежно требует дополнительной предварительной обработки отверстия под базу для передних направляющих, т.е. затрат времени на подготовку под окончательную обработку на другом оборудовании и применения дополнительного оборудования и производственных площадей. В результате технико-экономическая эффективность такого процесса снижается.
Существует аналогичный способ растачивания глубоких отверстий расточными головками с самоустанавливающимися направляющими шпонками, отличающийся лишь тем, что отпадает надобность в установке направляющих шпонок на требуемый размер перед началом каждого прохода через отверстие (Кирсанов С.В., Гречишников В.А., Схиртладзе А.Г., Кокарев В.И. Инструменты для обработки точных отверстий. - М.: Машиностроение, 2003. 330 с.). В таком процессе растачивание ведется и на сжатие, и на растяжение, то есть без потери времени на холостые ходы.
Недостаток способа в необходимости применения с головкой и длинного стебля, общая длина которых равна или больше длины обрабатываемого отверстия, что приводит к большим длинам станков и устройств для осуществления способа растачивания глубоких отверстий.
Известен способ растачивания при варианте конструкции головки с самоустанавливающимися направляющими, имеющими восемь направляющих шпонок, расположенных в двух рядах по четыре шпонки в каждом (Минков М.А. Технология изготовления глубоких точных отверстий. М., Л.: Машиностроение, 1965. 176 с.).
При этом возможно использование головки с регулируемыми направляющими шпонками, которая имеет направляющие шпонки из текстолита, расположенные по окружности впереди и сзади плавающей пластины, закрепленные в колодках.
В прямоугольный паз корпуса расточной головки вставляется плавающая пластина. Пластина должна свободно перемещаться в пазу без перекосов и заеданий, что обеспечивается посадкой H7/g6 и шероховатостью сопрягаемых поверхностей не более Ra=0,32…0,64 мкм.
Недостаток способа в необходимости предварительной обработки поверхности обрабатываемого глубокого отверстия под переднее направление.
Известен способ растачивания с использованием инструмента для обработки отверстий диаметром 40…380 мм и глубиной до 4000 мм в гильзах пневмо- и гидроцилиндров представляется фирмой Sandvik Coromant (Швеция) (Каталог фирмы Sandvik Coromant, 2010, (http://www.coromant.sandvik.com)).
Этот комбинированный режуще-деформирующий инструмент работает следующим образом. При прямом ходе инструмента осуществляется растачивание отверстия плавающим двухлезвийным расточным блоком, оснащенным твердым сплавом. При этом обойма роликового раскатной головки сдвинута вправо на некоторое расстояние от опорного кольца, а ролики головки не касаются поверхности обработанного отверстия.
После окончания растачивания резцы плавающего блока с помощью пневматического нажимного устройства с упором утапливаются. Затем включается обратная подача инструмента, обойма раскатной головки отодвигается влево и упирается в опорное кольцо. Ролики выдвигаются и начинают пластически деформировать поверхность обработанного отверстия. После обработки указанным инструментом шероховатость поверхности отверстия может быть достигнута до Ra=0,05…0,20 мкм, а ее твердость в результате наклепа увеличивается на 50%. Обработка ведется с использованием СОЖ на масляной основе с противозадирными присадками.
Недостатком такого способа является необходимость предварительной обработки поверхности обрабатываемого глубокого отверстия под переднее направление.
Таким образом, общим недостатком для способов обработки глубоких отверстий является то, что чистовому скоростному растачиванию предшествует предварительное растачивание, при котором удаляется основной припуск по диаметру и выпрямляется ось отверстия. Применение таких способов приводит к необходимости осуществления большого количества ручных приемов по настройке и наладке процесса, что обуславливает значительные затраты времени и невозможность автоматизации процесса. Кроме того, такой способ неизбежно требует дополнительной предварительной обработки отверстия под базу для передних направляющих, т.е. затрат времени на подготовку под окончательную обработку на другом дополнительном оборудования и производственных площадей.
В результате технико-экономическая эффективность применения таких способов снижается.
При достаточной величине припуска можно понизить требования к операции предварительного растачивания и тем самым повысить ее производительность за счет совмещения чернового и чистового растачивания и режуще-деформирующего прошивания. Оставляемый под чистовое растачивание припуск должен обеспечить повышение точности формы обработанной поверхности, удаление конусообразности, эллиптичности и других неровностей поверхности.
В диссертации (Косарев Д.В. Повышение точности формообразования внутренних резьб фрезами с твердосплавными пластинами при планетарном движении инструмента: автореф. дис. … канд. техн. наук / Д.В. Косарев СамГТУ; Станкин. - Москва, 2010. - 232 с., описан способ вихревого нарезания резьбы, представляющий собой скоростное фрезерование вращающимися резцами. В современной технической литературе данный способ отмечается как способ обработки резьбы с планетарным движением инструмента, обеспечивающий хорошее деление стружки.
Однако способ не предназначен для обработки глубоких отверстий, а отсутствие в известной конструкции механизмам планетарного движения обуславливает невозможность работы станка с большими подачами и повышенным съемом объема металла в единицу времени.
Известен способ растачивания глубоких отверстий и устройство для его осуществления (Смольников Н.Я. Специальные станки для растачивания глубоких прерывистых отверстий шпинделями на выносных опорах: монография / Н.Я. Смольников, В.А. Санинский; ВолгГТУ. - Волгоград: РПК «Политехник», 2004. - 176 с., стр.105-112).
Данный способ обработки глубоких отверстий в трубных заготовках включает применение устройства, содержащее входной и выходной люнеты для закрепления между ними длинномерной трубной заготовки, режуще-деформирующую пиноль в виде гильзы с помещенной в нее борштангой, содержащую режущий инструмент и имеющее привод вращения борштанги и привод подачи, при котором совмещают процессы растачивания и режуще-деформирующего протягивания, устанавливая обрабатываемую трубную заготовку между входным и выходным втулками - люнетами соосно с ними, а механическую обработку осуществляют пинолью с установленной в ней борштангой с резцом, привод вращения которой выполнен в виде пневматической турбины, а привод подачи в виде гидроцилиндра с поршнем, воздействующим на пиноль, снабженную пустотелой режуще-деформирующей прошивкой, причем при осуществлении способа пиноль устанавливают перед обработкой глубокого отверстия базируют в исходном положении во входной втулке-люнете, затем включают рабочую подачу, перемещают пиноль в отверстие заготовки и растачивают, базируясь своими деформирующими зубьями вначале по поверхности входной втулки-люнета а затем по поверхности обрабатываемого отверстия, при этом расточной резец устанавливают впереди режуще-деформирующей прошивки и растачивают отверстие начерно, а режущие зубья прошивки увеличивают его размер до диаметра, необходимого для поверхностной пластической деформации и устраняют погрешности растачивания, возникающие от износа резца и его наладки, а дорнующие зубья калибруют отверстие в окончательный размер, а по окончании рабочего хода пиноль перемещают полностью в выходную втулку и затем выполняют обратный рабочий ход, при котором прошивкой повторно калибруют обработанное отверстие и выводят в исходное положение во входную втулку-люнет.
Недостаток способа в недостаточной экономичности, обусловленной значительными габаритами металлорежущего станка и его механизмов приводов подачи и вращения инструментов, обусловленными длинной промежуточной трубы, толкающей головку вращающего борштангу с резцом и промежуточного вала, которые при данной схеме растачивания длиннее трубы, что и обуславливает значительные габариты устройства, соответственно, занимаемую производственную площадь и в конечном счете увеличение затрат на выполнении операции механической обработки глубокого отверстия.
Тем не менее, предлагаемый способ является наиболее близким техническим решением, позволяющим обеспечить механическую обработку отверстий в длинномерных трубных заготовках.
Задачей заявленного изобретения является разработка способа осуществления механической обработки, глубокого отверстия, при котором обеспечиваются удобство обработки, ускорение подготовки производства трубных заготовок с большой длиной обрабатываемых отверстий в условиях повышения требований к качеству обработки, уменьшение габаритов оборудования для растачивания и сокращение занимаемых оборудованием площадей.
Техническим результатом является обеспечение процессов высокопроизводительного контурного фрезерования, образование мелкой сливной стружки и высокоточного планетарного внутреннего шлифования глубоких и прерывистых отверстий.
Технический результат достигается в способе механической обработки глубокого отверстия в трубной заготовке, при котором обработку осуществляют устройством, содержащим борштангу с режущим инструментом, расположенную на эксцентричных подшипниках в пиноли с режущими и дорнующими зубьями, которую базируют перед подачей рабочей среды в исходном положении во входном люнете, обрабатываемую заготовку зажимают между внутренними торцами входного и выходного люнетов соосно с ними, а во время прямого рабочего хода борштанга осуществляет поступательное и вращательное движение, совмещая процессы растачивания, протягивания и дорнования глубокого отверстия, при этом подачу борштанги осуществляют до перехода ее в выходной люнет, после чего выполняют обратный рабочий ход борштанги до возвращения ее в исходное положение, осуществляя при этом повторное дорнование обрабатываемого глубокого отверстия, при этом перед началом обработки на внутренних торцах люнетов выполняют центрирующие фаски, на торцах трубной заготовки выполняют ответные фаски, которые совмещают и уплотняют, на внешних торцах входного и выходного люнетов устанавливают заглушки, создавая единую герметичную полость, рабочую среду подают через дроссели во время прямого рабочего хода во входной люнет, совмещая вращательное и поступательное движение борштанги с ее планетарным движением вокруг оси пиноли, а во время обратного рабочего хода рабочую среду подают в выходной люнет.
Способ механической обработки глубокого отверстия в трубной заготовке характеризуется тем, что в качестве режущего инструмента используют резец фрезерной головки.
Сущность способа механической обработки глубокого отверстия в трубной заготовке заключается в том, что перед началом обработки на внутренних торцах входного и выходного люнетов выполняют центрирующие фаски. Ответные фаски выполняют на торцах трубной заготовки. После этого фаски совмещают и уплотняют, зажимая трубную заготовку между люнетами враспор. На внешних торцах входного и выходного люнетов устанавливают заглушки. При этом создается единая герметичная полость, в которую при осуществлении механической обработки глубокого отверстия в трубной заготовке подается рабочая среда. Во время прямого рабочего хода рабочую среду подают по каналу через дроссели во входной люнет, а во время обратного рабочего хода - рабочую среду подают тем же образом в выходной люнет. При этом происходит совмещение вращательного и поступательного движения борштанги с ее планетарным движением вокруг оси пиноли.
Использование при данном движении борштанги в качестве режущего инструмента резцов фрезерной головки позволяет обеспечить надежное стружкоделение, что особенно важно при обработке легированных и подшипниковых сталей марки ШХ, лезвийная обработка которых сопровождается образованием сливной стружки, деление и стружкоотвод которых в ограниченном пространстве отверстия длинномерного трубной заготовки всегда связан со значительными трудностями.
На фиг.1 показано продольное сечение устройства с трубной заготовкой, установленной между входным люнетом и выходным люнетом, применяемое при осуществлении способа.
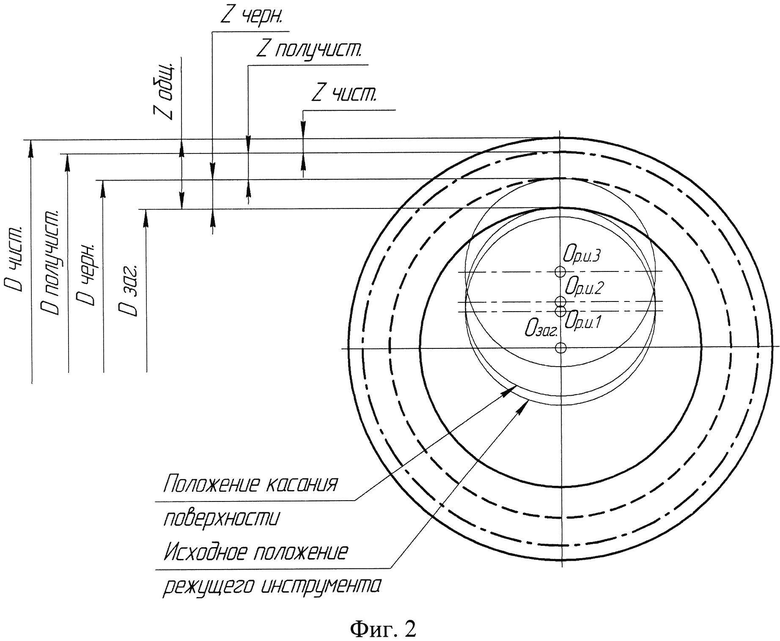
На фиг.2 показана схема распределения общего припуска (Zобщ) на обработку.
Способ механической обработки глубокого отверстия 1 в трубной заготовке 2, при котором обработку осуществляют устройством 3, содержащем борштангу 4 с режущим инструментом 5, расположенную в пиноли 6 с режущими зубьями 7 и дорнующими зубьями 8, содержащую переднюю крышку 9, заднюю крышку 10, эксцентричные подшипники 11. На внутренних торцах входного люнета 12 и выходного люнета 13 выполняют центрирующие обратные фаски 14 и 15, а на торцах трубной заготовки выполняют ответные фаски 16 и 17, которые совмещают с фасками 14 и 15 люнетов, и герметично их уплотняют, прижимая в осевом направлении, зажимая трубную заготовку 1 между внутренними торцами входного люнета 12 и выходного люнета 13, соосно с ними. Перед началом обработки пиноль 6 базируют во входном люнете 12 и герметично закрывают его внешний торец заглушкой 18, внешний торец выходного люнета 13 герметично закрывают заглушкой 19, создавая единую герметичную полость. Затем включают рабочую подачу Sп, подавая под давлением P рабочую среду по воздушному каналу 20 входного люнета 12 через дроссель 21 во входной люнет 12 на заднюю крышку 10 пиноли 6 и далее через дроссель 22 на турбину 23, совмещая по времени вращательное и поступательное движение Sп борштанги 4 с ее планетарным движением Vр.н вокруг оси пиноли. Во время рабочей подачи борштанги 4 (прямой рабочий ход) совмещают процессы растачивания, протягивания и дорнования глубокого отверстия. При этом подачу борштанги 4 осуществляют до перехода ее в выходной люнет 13, а после выполняют обратный рабочий ход, осуществляя при этом повторное дорнование глубокого отверстия.
В процессе перемещения пиноли 6 осуществляют обработку глубокого отверстия 1 до выхода пиноли 6 в выходной люнет 13, после чего включают обратный рабочий ход, переключая давление рабочей среды в выходной люнет 13 через его дроссель 24 по каналу 25, осуществляя повторное дорнование глубокого отверстия 1 до полного выхода пиноли 6 во входной люнет 12.
Распределение общего припуска Zобщ (фиг.2) на обработку глубокого отверстия 1 осуществляют следующим образом. Режущий инструмент 5 (фреза), установленный впереди режущих зубьев 7, выполняет механическую обработку глубокого отверстия 1 с Dзаг начерно, снимая большую часть припуска (Zчерн), чем достигают размера Dчерн (фиг.2), затем режущие зубья 7 (выполненные для сокращения чисел дорнующих зубьев 8 как режуще-деформирующие зубья, что позволяет совместить процессы резания и деформирования одним передним зубом 7), снимая припуск Zполучист, увеличивают его размер до получистового диаметра (Dполучист), необходимого для поверхностной пластической деформации (ППД) дорнующими зубьями 8. Этим приемом устраняют погрешности формы глубокого отверстия 1 после черновой механической обработки, возникающие от износа режущего инструмента 5, деформации пиноли 6 и погрешности наладки. После этого дорнующие зубья 8 калибруют глубокое отверстие 1, снимая остатки припуска (Zчист) в окончательный чистовой размер Dчист на всей длине заготовки до выхода в выходной люнет 12.
Осуществление процессов последовательного вихрефрезерования и режуще-деформирующего прошивания глубокого отверстия 1 происходит, когда одновременно с продольной подачей рабочую среду подают через дроссель 22 в задней крышке 10 пиноли 6 на турбину 23, создавая крутящий момент на борштанге 4 и усилие резания на режущем инструменте 5, совмещая по времени продольную подачу пиноли 6 и планетарное вращение V6 борштанги 4. Вращением со скоростью Vр.н<Vб режущего инструмента 5 вокруг своей оси выполняют в обрабатываемом глубоком отверстии 1 съем общего припуска Zобщ (фиг.2) методом вихрефрезерования и поверхностную пластическую деформацию ППД, одновременно базируясь по обрабатываемой поверхности своими дернующими зубьями 8 с натягом. При этом натяг обеспечивает жесткость базирования пиноли и, соответственно, точность обработки. Сохраняя давление на протяжении прямого рабочего хода, заканчивают подачу давления на прямой рабочий ход после перехода пиноли 6 во внутреннюю полость выходного люнета 13, затем переключают давление воздуха в выходной люнет 13 при помощи правого реверсивного крана 26 в полость между заглушкой 19 выходного люнета 13 и передней крышкой 9 пиноли 6, выполняя обратный рабочий ход пиноли 6, осуществляют повторное дорнование обрабатываемого глубокого отверстия 1. После того как пиноль 6 выходит в исходное положение во входной люнет 12 давление отключают, трубную заготовку 2 раскрепляют и снимают.
Для повторения обработки следующей трубной заготовки 2 переключают давление при помощи левого реверсивного крана 27 и все перечисленные выше приемы управления давлением и переходами операций, связанные с совмещением растачивания, протягивания и дорнования, повторяют.
Заявленный способ осуществления механической обработки глубокого отверстия обеспечиваются удобство обработки, сокращение сроков подготовки производства и гибкость производства при переналадке на другой типоразмер труб в условиях повышения требований к качеству обработки, уменьшение габаритов оборудования для растачивания и сокращение занимаемых оборудованием площадей.
Например, при растачивании обсадных труб для бурового оборудования подготовка производства сводится к замене люнетов пиноли соответствующего типоразмера, на одной станине, что исключает необходимость обеспечивать производство на каждый типоразмер отдельный типоразмер расточного станка. В результате применения способа возможно достижение сокращения габаритов применяемого оборудования, повышение качества обработанной поверхности, точности обработки глубоких отверстий в длинномерных трубных заготовках и совмещение черновой и чистовой обработки обработанной поверхности трубной заготовки. Кроме того, способ обеспечивает повышение надежности процесса механической обработки глубокого отверстия в трубной заготовке за счет улучшения стружкоотвода.
Таким образом, заявленный способ механической обработки глубокого отверстия в трубной заготовке обеспечивает процессы высокопроизводительного контурного фрезерования, образование мелкой сливной стружки и высокоточного планетарного внутреннего шлифования глубоких и прерывистых отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2004 |
|
RU2273548C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2008 |
|
RU2391186C1 |
| Способ координатного протягивания отверстий | 1984 |
|
SU1225716A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| Способ ю.г.проскурякова и в.н.романова определения макрогеометрических отклонений формы заготовок трубного проката | 1974 |
|
SU652432A1 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
Изобретение относится к машиностроению и может быть использовано при обработке глубоких отверстий в трубных заготовках. Обработку осуществляют устройством, содержащим борштангу с режущим инструментом, расположенную на эксцентричных подшипниках в пиноли с режущими и дорнующими зубьями, которую базируют перед подачей рабочей среды в исходном положении во входном люнете. Обрабатываемую заготовку зажимают между внутренними торцами входного и выходного люнетов соосно с ними. Перед началом обработки на внутренних торцах люнетов выполняют центрирующие фаски, а на торцах трубной заготовки выполняют ответные фаски, которые совмещают и уплотняют. На внешних торцах входного и выходного люнетов устанавливают заглушки для создания единой герметичной полости. Рабочую среду подают через дроссели во время прямого рабочего хода во входной люнет, совмещая вращательное и поступательное движение борштанги с ее планетарным движением вокруг оси пиноли. Во время обратного рабочего хода рабочую среду подают в выходной люнет. Повышается точность и качество обработанной поверхности, надежность процесса обработки за счет улучшения стружкоотвода. 1 з.п. ф-лы, 2 ил.
1. Способ механической обработки глубокого отверстия в трубной заготовке, включающий совмещение процессов растачивания, протягивания и дорнования глубокого отверстия с использованием устройства, содержащего борштангу с режущим инструментом, которую располагают на эксцентричных подшипниках в пиноли с режущими и дорнующими зубьями, и базируют перед подачей рабочей среды в исходном положении во входном люнете, при этом обрабатываемую заготовку зажимают между внутренними торцами входного и выходного люнетов соосно с ними, а во время прямого рабочего хода борштанге сообщают поступательное и вращательное движения, причем подачу борштанги осуществляют до перехода ее в выходной люнет, после чего выполняют обратный рабочий ход борштанги до возвращения ее в исходное положение с обеспечением повторного дорнования обрабатываемого глубокого отверстия, отличающийся тем, что перед началом обработки на внутренних торцах люнетов выполняют центрирующие фаски, а на торцах трубной заготовки - ответные фаски, которые совмещают и уплотняют, на внешних торцах входного и выходного люнетов устанавливают заглушки для создания единой герметичной полости, при этом рабочую среду подают во время прямого рабочего хода во входной люнет через дроссели при совмещении вращательного и поступательного движений борштанги и сообщении ей планетарного движения вокруг оси пиноли, а во время обратного рабочего хода - в выходной люнет.
2. Способ по п.1, отличающийся тем, что в качестве режущего инструмента используют фрезерную головку с резцами.
| CМОЛЬНИКОВ Н.Я | |||
| И ДР | |||
| СПЕЦИАЛЬНЫЕ СТАНКИ ДЛЯ РАСТАЧИВАНИЯ ГЛУБОКИХ ПРЕРЫВИСТЫХ ОТВЕРСТИЙ ШПИНДЕЛЯМИ НА ВЫНОСНЫХ ОПОРАХ.МОНОГРАФИЯ ВОЛГГТУ,ВОЛГОГРАД:РПК "ПОЛИТЕХНИК", 2004, с.105-112 | |||
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| RU 2055701 C1, 10.03.1996 | |||
| УСТРОЙСТВО ПОДАВЛЕНИЯ СТРУКТУРНЫХ ПОМЕХ ДЛЯ ПРИЕМНИКОВ ШИРОКОПОЛОСНЫХ СИГНАЛОВ | 1998 |
|
RU2143174C1 |

