(54) СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯШДРШХ КОНСТРУКЦИЙ СОСТАВНОГО СЕЧЕНИЯ
одят непрерывный скопьз5пций подогрев еталей конструкции на всю их ширину.
Подогрев стенки двутавра либо попок елесообразно производить токами высо- . ой часто-пл. Подогрев стенки двутавра в свободном состоянии непосредственно перед сваркой придает ей некоторое удлинение за счет нагрева. После сварки поясных швов и остывания стенки она cfffseiCtHTCH йёрнутЬзСя в перв6н(ачапьное nokerae, но сварные ш1зы препятствуют эгЬму, (Создавая в стенке нап|эяж6нйя растяжения, и конструкция-в целом становится гфедварителЬно напряженной. Регулируя места и температуру Шгрева, возмо5 снЬ создать конструкцию с Перемеиным напряжением по сечению.
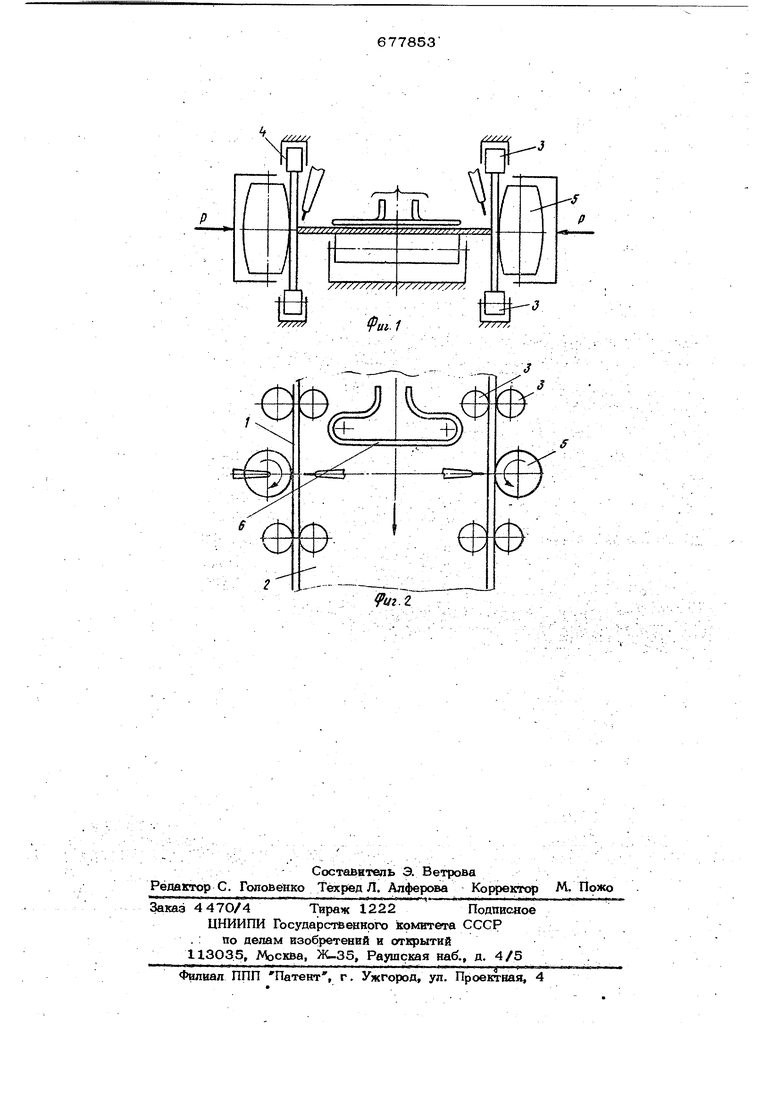
На фиг, 1 и 2 изображёйа схема осуществления: предлагаемого способа, в двух проезетиях,,.;,;,,;.;,,:,,,,.,„.,:.--.:,:...,.,... : . При изготовлении MeiraifinQkbHCTpyKUHH (балки) предлагаемым способом полки 1 и стенка 2 двутавра направляются в сборочную клеть, где поддерживаются в требуемом положении роликами 3, Перемешёние балки относительно сварочных электродов 4 осуществляется тфиводными вертикальными роликами 5, Henocpejtственно зоной сборки-юварки установлены Подогреватели б, ganptcMep индуктор ТВЧ, с Помощью которого проИйвод1ят непрерывный скользящий подбгрев деталей сечевия двутавра (стенки).
Выбор температурного поля для нагрева стенки обусловлен требуемым полем деформаций, получается пдспё нагрева стенки, Дпй1 двутавровых балок пелесообразйо подогревать стенку в процессе перемещения изделия до температуры 1ОО-15О С. В прбЦфсё сварки белки часть стенкй даутавра (зашт|)Ихованная soHia) обеспечивает удлинение сшСодной (нетггриваренвой) сотенки. .После нагрева эта чаость стенки приваривается к полкам и так до тех пор, пока не будет сварена- балка По всей длине, t.e. процесс подогрева и сварки идет HiettfyepbiBiio. Так как полки двутавра находятся в холодном состоянии, а стейка нагрета, г6 после заварки швов и остывания стенки в ней возникают напряжения растяжения.
Изготавливалась двутавровая балка: длина -3м, ширина полок - 200 мм, ширина стенки - 300 мм.
Для полок использовался лист топшиной 12 мм из стали класса С70/б6, для стенки - лист толщиной 3 мм стали 038/23, При изготовлении балки непосредственно перед сборкой-сваркой производили скользящий непрерывный подогре)з стенки до 120 С. Сварка велась со скоростью 18-20 м/час проволокой диаметром 1,2 мм. При нагреве стенки ее удлинение составило 3,5 мм. После сварки и остьюания конструкции остаточные (предварительные) напряже, ния растяжения в стенке составили . 500-600 кг/см , напряжения сжатия в ПОЛ1РХ - i250-300 кг/см V
Использование предлагаемого способа позволяет наладить выпуск предварительно напряженньк сварных конструкций собтаЬйЬтъсечения и резко уменыиить их себестоимость по сравнению с изготовлением известных конструкций.
Формула изобретения
Способ непрерывного изготовления сварных конструкций составного сечения, преимущественно двутаврового, путем одновременной сборки и сварки, о т ли я а ю щ и и с я тем, что, с целью повышения усталостной прочности изделия путем создания предварительного напряженного состояния, непосредственно перед сборкой и сваркой производят непрерывщлЗ сксиьзящий подогрев деталей конструкций на всю их ширину.
Источники информации, принятые во внимаййё при экспертизе
1.Нвкопавв Г. А. и Др. Расчет проектирования S изготовления сварш 1х конструкций. ;f Высшая школа, 1971,
с. 177-178,
2.Авторское свидетельство СССР
№ 245935, кл. В 23 К 31/08, 1967,fui. 1
Уиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного изготовления сварных конструкций составного сечения | 1980 |
|
SU925597A2 |
| Установка для непрерывной сварки изделий двутаврового сечения | 1977 |
|
SU733936A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Способ сборки и сварки двутавров | 1984 |
|
SU1186441A1 |
| КОНСТРУКЦИЯ ОГНЕЗАЩИЩЁННОЙ СТАЛЬНОЙ БАЛКИ | 2017 |
|
RU2651997C1 |
| Способ изготовления предварительно напряженной металлической балки | 1987 |
|
SU1527393A1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| СПОСОБ СВАРКИ ВОЛОКНИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1988 |
|
RU1541902C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ДВУТАВРОВОЙ БАЛКИ | 2014 |
|
RU2561446C1 |