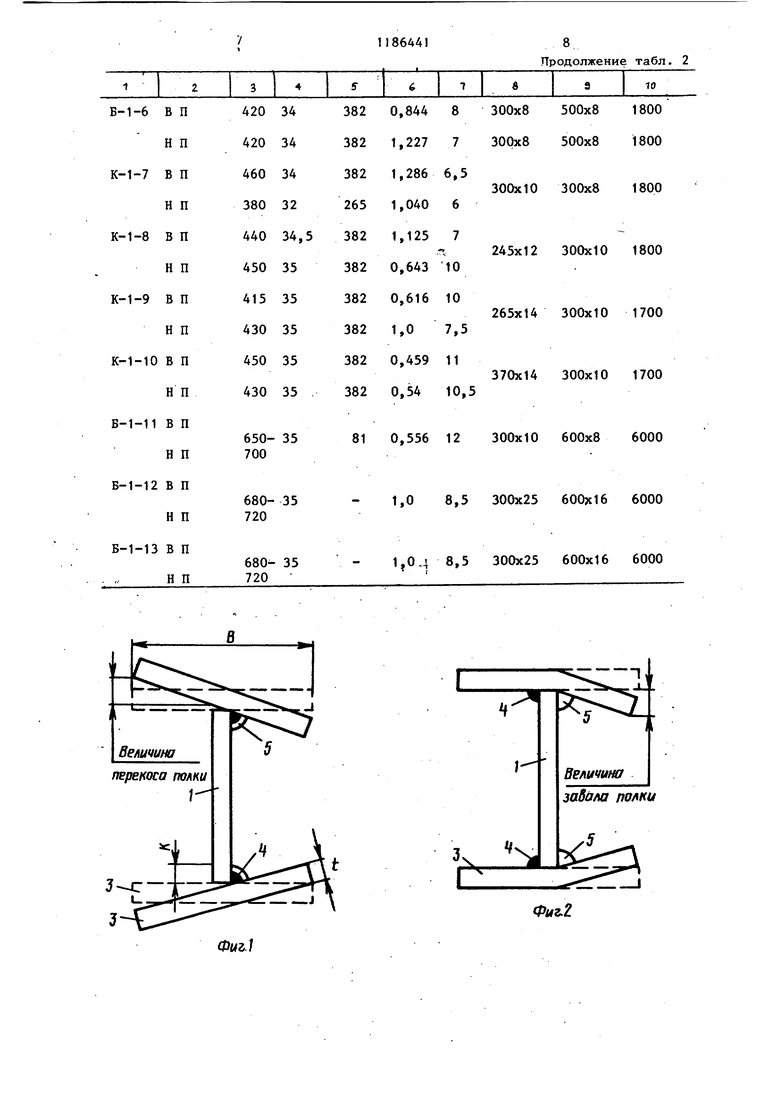
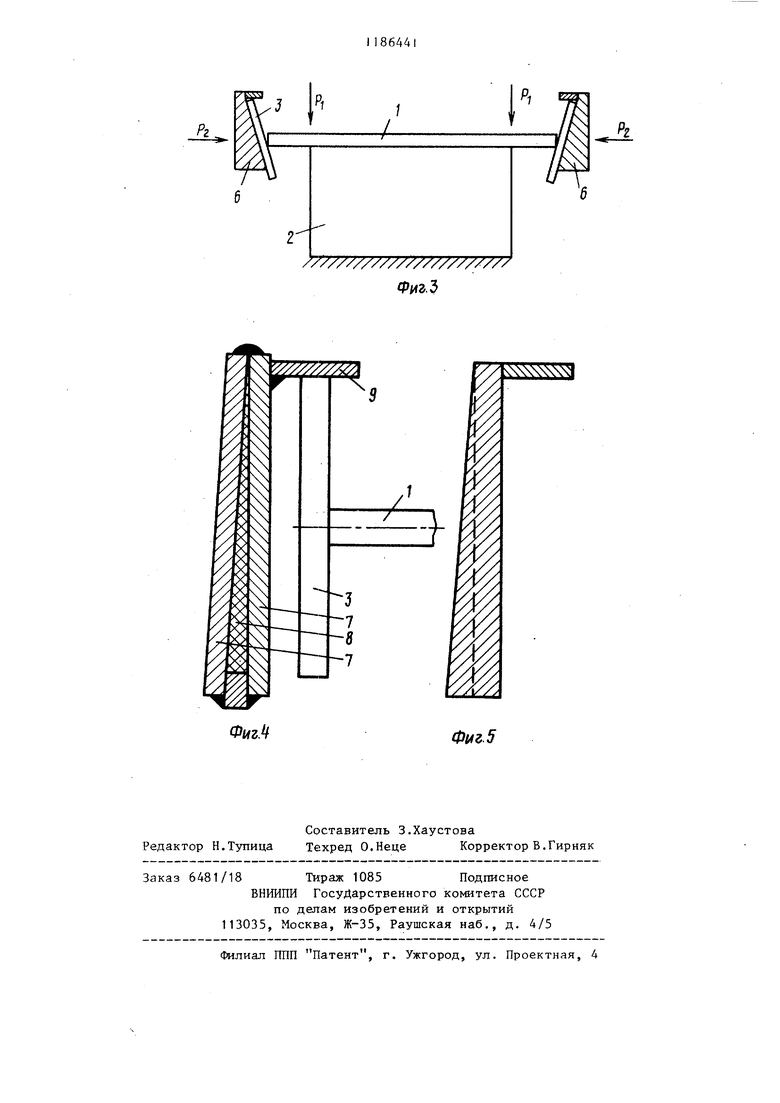
Изобретение относится к производ .ству сварных строительных металлоконструкций и может быть применено в любой отрасли народного хозяйств на заводах металлоконструкций. Цель изобретения - устранение деформаций типа перекосов поясов бал ки и уменьшение объема правки после сварки односторонних поясных швов. На фиг. 1 показан характер дефор маций полок при сварке с односторон ними поясными швами при k/t 0,5; на фиг. 2 - то же, при k/t ; 0,9; на фиг.З - схема создания предварительного, обратного ожидаемой дефор мации, перекоса полок двутавра-, на фиг. 4 - клин для создания предвари тельного обратного перекоса полок двутавра, сварной вариант клина; 5 - клин, изготовленный . на фиг. строжкой. Способ осуществляют следующим образом. Листовую стенку 1 укладывают в сборочньй стенд 2 горизонтально, а пояса 3 вертикально. Последние поджимают рабочими концами пневмоприжимов к торцам стенки 1 и производя электродуговую прихватку 4 поясов 3 к стенке 1, после чего производят наложение поясных швов 5 в сварочном стенде, сборку в стенде произво дят с предварительным, обратным ожи даемой деформации, перекосом полок, для чего на рабочие концы пневмопри жимов сборочного стенда устанавливают клинья 6, длину которых назначают равной 0,7-1,2 ширины полки, причем уклон клина выбирают равным ,1 1 от ширины полки при k/t в W 90 пределах 0,2 - 0,5, ( ° ширины полки при k/t в пределах 0,5 ) от ширины полки 0,9 и -( 180 220 при k/t больше единицы, при этом для k/t от 0,2 до 0,9 наложение при хваток и поясного шва производят со стороны тупого угла между стенкой , и полкой, а при k/t больше единицы шов накладывают со стороны острого угла мезвду стенкой и полкой, где k - катет поясного шва, мм-, . t - толщина полки, мм. Плюсовым уклон клина считают в том случае, если он обеспечивает ра стояние между концами полок, расположенными над стенкой, большее, чем расстояние между концами полок под стенкой. При сварке односторонних поясных швов без специальных мероприятий имеют место остаточные несимметричные деформации типа завалов и перекосов поясов 3 (фиг, 1 и 2), связанные отнрсительно стенки 1 с несимметричным расположением швов относительно продольной оси сварного двутавра. Причем при расположении шва 5 на стороне, противоположной прихваткам 4, происходит завал пояса 3 со стороны шва 5. При наложении шва 5 поверх прихваток 4 наблюдается перекос поясов или завал на сторону шва 5. Размеры перекосов и завалов составляют -( г) от ширины полки 70 220 или 3,5-2,5 мм (фиг. 1), что больше допустимых нормативов. Качественная правка таких двутавров в стенках для правки грибовидности либо затруднена, либо невозможна. Другого оборудования для правки на заводах металлоконструкций нет. Поэтому дпя устранения или компенсации завалов или перекосов полок двутавра с односторонними поясными швами двутавры необходимо собирать с предварительным обратным перекосом полок. Предварительный обратный перекос полок двутавров при сборке создается в соответствии с изобретением с помощью съемных клиньев, установленных между поясом 3 и рабочим концом бокового пневмоприжима стенда 2. На сборочном стенде 2 необходимо иметь три пары съемных клиньев 6: одну для перекоса, равного 1/70 1/90 от ширины полки, другую для перекоса Г/120 - 1/130 от ширины полки, третью для перекоса 1/180 1/220 от ширины полки. Клинья 6 изготавливают из стали строжкрй или фрезеровкой. Как вариант, клин может быть изготовлен из двух сваренных между собой пластин 7, предварительно разведенных на требуемый угол. Пространство между пластинами для увеличения жесткости клина 6 должно быть заполнено плотным материалом 8 (тонкие листовые пластины и т.п.), 3 Съемный клин 6 навешивается с по мощью планки 9 либо на пневмоприжим либо на пояс 3 двутавра. При сварке односторонних поясных швов в элементах двутаврового сечения с отношением катета поясного шва к толщине полки 0,5 . k/t 0,9 которые наиболее часто имеют место в строительных конструкциях, следует при сборке делать предварительный обратный перекос полки на величину, равную 1/120 (средняя цифра) от ширины полки (угол 1°). При этом угловые деформации от сварки суммируются с углом предвари тельного обратного перекоса. В результате уровень остаточных деформа ций снижается вдвое по сравнению со сваркой двусторонними швами, а их характер становится обычным, грибовидным, подвергающимся при необходи мости правке в станке для правки грибовидности. В табл. 1 приведена минимальная величина катета поясного шва и от- k ношения - в элементах строительных конструкщ1й при механизированных способах сварки. Такие же рекомендации можно назна чить при отношении- lO,5. Здесь предварительный обратный перекос : пояса должен составлять 1/80 (средняя цифра) от ширины полки (л/1,5) При отношении k/t 1 (встречается редко) необходимо уклон клина задавать обратным тому, который задавался для случаев k/t 0,2 - Q,9 т.е. пояса следует наклонять к одностороннему шву, тогда как для случая k/t 0,2 - 0,9 пояса наклонялис от шва. Уклон клина для k/t / 1 должен составлять 1/180 - 1/220 от шири ны пояса. Это обусловлено характером деформаций при относительно больших объемах расплавленного металла. Сварку во всех случаях следует производить по -прихваткам. Это улучшает характер деформации, внешний вид двутавров и соответствует требов ниям СНиП о недопущении в сварных двутаврах прерывистых швов. Причем прихватки и последующий поясной шов необходимо располагать со стороны тупого угла между поясом и стенкой. 4414 При сборке двутавров с максимальным отклонением плоскости пояса от проектного положения + 1 мм правку грибовидности двутавров можно не производить. Для этого сборка двутавров с односторонними поясными швами на стендах Костюхина должна производиться с повышенной точностью, т.е. с замером угольником реальных отклонений от заданного перекоса через 1-2 м (в зависимости от жесткости полки: чем жестче полка, тем реже ) и их подгонкой с помощью подручных средств (ломика, подкладок и др.). Это повьш1ает трудоемкость сборки ориентировочно на 10-15%, но обеспечивает нужную геометрию собранного под сварку двутавра. При сборке двутавров на стендах Костюхина без этих дополнительных приемов реальные отклонения составляют до 2 3 мм от плоскости полки, поэтому правку таких двутавров с односторонними поясными швами следует предусматривать. Пример. Способ реализуют на стенде Костюхина. Сваривают девять двутавровых балок и колонн. Размеры элементов свариваемых двутавров и режимы сварки представлены в табл. 2. Все двутавры, кроме Б-1-12 и Б-1-13, собирают в соответствии с предлагаемым способом с помощью клина, имеющего уклон 1/120 от ширины полки. Двутавры Б-1-12 и Б-1-13 собирают с клином, имеющим уклон 1/80 от ширины полки. Прихватки производят полуавтоматом через 0,8 - 1 м в сборочном стенде Костюхина. Собранные и прихваченные двутавры перемещают в сварочный стенд (типа козелков), где швы сваривают в положении в лодочку. После сварки производят осмотр двутавров и замеры остаточных деформаций. Осмотр показывает, что остаточные деформации во всех случаях имеют грибовидньй характер, т.е. деормации, подвергающиеся при необходимости правке в станке для правки грибовидности. Средняя величина грибовидности не превышает 2,3 мм, что соответсвует требованиям СНиП. Таким образом, в правке необходимости не возникает.
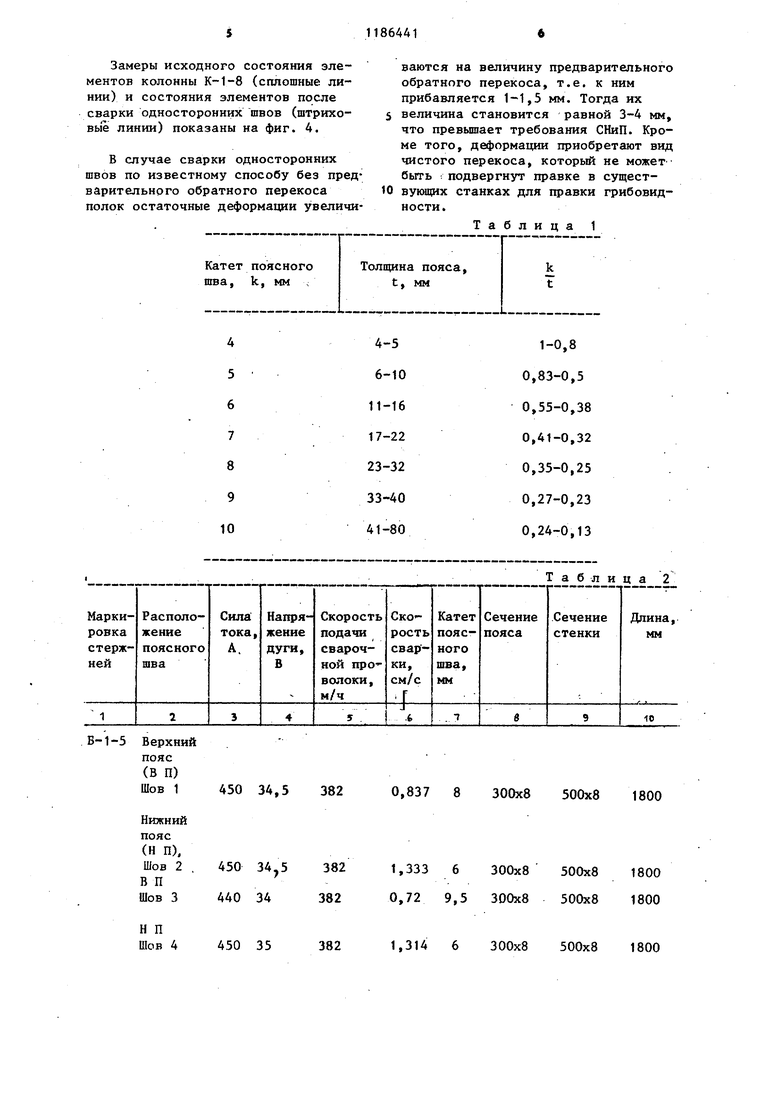
Замеры исходного состояния элементов колонны К-1-8 (сплошные линии) и состояния элементов после сварки односторонних швов (штриховыё линии) показаны на фиг. 4.
В случае сварки односторонних швов по известному способу без предварительного обратного перекоса полок остаточные деформации увеличиКатет поясного шва, k, мм ;
ваются на величину предварительного обратного перекоса, т.е. к ним прибавляется 1-1,5 мм. Тогда их
величина становится равной 3-4 мм, что превышает требования СНиП. Кроме того, деформации приобретают вид чистого перекоса, который не может быть : подвергнут правке в существукяцих станках для правки грибовидности.
Таблица 1
Толщина пояса,
k t t, мм
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ БАЛКИ | 2006 |
|
RU2314184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ШПУНТОВОЙ СВАРНОЙ ВОЛНООБРАЗНОГО ПРОФИЛЯ В ПОПЕРЕЧНОМ СЕЧЕНИИ | 2021 |
|
RU2777628C1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ШПУНТОВОЙ СВАРНОЙ ВОЛНООБРАЗНОГО ПРОФИЛЯ В ПОПЕРЕЧНОМ СЕЧЕНИИ | 2021 |
|
RU2777629C1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| Установка для непрерывной сварки изделий двутаврового сечения | 1977 |
|
SU733936A1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1980 |
|
SU927467A1 |
| Кондуктор для сборки двутавровых балок | 1976 |
|
SU683878A1 |
СПОСОБ СБОРКИ И СВАРКИ ДВУТАВРОВ, при котором листовую стенку укладьгоают в сборочный стенд горизонтально, а пояса вертикально пояса поджимают рабочими концами пневмоприжимов к торцам стенки и производят электродуговую прихватку поясов к стенке, после чего производят наложение поясных швов в сварочном стенде, отличающийся тем, что, с целью устранения деформаций типа перекосов поясков балки и уменьшения объема правки после сварки односторонних поясных швов, сборку в стенде производят с предварительным, обратным сварочной деформации, перекосом поясов, для чего на рабочие концы пневмоприжимов сборочного стенда устанавливают клинья, длину которых назначают равной 0,7-1,2 ширины пояса, а уклон клина выбирают в зависимости от соотношения катета шва k и J 90 толщины пояса t, равным 70 3 от ширины пояса при k/t в пределах (Л 1 0,1 - 0,5, (jjQ-- - от ширины при k/t в пределах 0,5 - ЬОи (1 -) от ширины пояса при k/t боль220 ше единицы, при этом для k/t от 0,2 00 О) до 0,9 наложение прихваток и поясного шва производят со стороны тупо го угла между стенкой и поясом, а ИЙ при k/t больше единицы прихватки и шов накладьшают со стороны острого угла между стенкой и поясом.
4 5 6 7 8 9 10
1-5 Верхний пояс
(в п)
Шов 1
450 34,5
382
1-0,8 0,83-0,5 0,55-0,38 0,41-0,32 0,35-0,25 0,27-0,23 0,24-0,13
Таблица 2
0,837 8300x8500x81800
1,333 6300x8500x81800
0,729,5300x8500x81800
1,314 6300x8500x81800
////////////////////////
Фиг.З
| Пешковский О.И | |||
| Технология изготовления металлических конструкций | |||
| М.: Стройиздат, 1978, с.165-166 | |||
| Блинов А.И., Лялин К.В | |||
| Организация и производство сварочно-монтажных работ | |||
| М.: Стройиздат, 1982, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
