Изобретение относится к области сварки, точнее, к оборудованию для изготовления сварных конструкций двутаврового и таврового сечения. Известна установка для сварки изделий двутаврового сечения, содержащая смонтированные на основании по ходу технологического процесса подающий рольганг, участок механического натяжения стенки двутавра для предотвращения коробления от сварки, сборочно-сварочную клеть, участок устранения деформаций после сварки, приемный рольганг 11). Однако известная установка не осу ществляет непрерывной сварки; предот вращение и устранение деформации по ЛО|К относительно стенки возможно только вне сборочно-сварочной клети н специальном правильном оборудовании, что существенно увеличивает трудоемкость изготовления, снижает качество сварки, из-за невозможност получения сеченийправильной заданной геометрической формы элементов непосредственно из с5орочно-сварочнрй клети, а возникаютяие деформации .грибовидности полок устраняются лиш после остывания сварного соединения Наиболее близкой к предлагаемому по технической сущности и достигае- мому результату является установка для непрерывной сварки изделий.двутаврового сечения, содержащая смонтированные на основании подающий и приемный рольганги, исвоборочносварочную клеть со сварочными головками и прижимными роликами 2. Для компенсации сварочных деформадий в известной установке прижимные ролики для полок двутавра установлены под небольшим углом к его стенке. Однако такая установка полок относительно стенки позволяет лишь частично предотвратить их взаимный перекос. При двусторонних швах неизбежно возникает деформация типа грибовидности, т.е. поворот консольных частей полок относительно стенки. Кроме того, при сборке фиксирование положения по.лок относительно стенки затруднено, так как ничто не мешает перемещению полки вверх при возникновении случайных причин (перекос роликов, кривизны ПО.ПОК и т.д.) . ОТИ причины не позволяют изготав.чивать
изделия при пoвышeн ыx требованиях к их качеству.
Целью изобретения является повышение качества сварки путем обеспечения фиксирования элементов изделия и устранение сварочных деформаций вблизи зоны сварки,
. С этой целью сборочно-сварочная клеть снабжена двумя направляющими, закрепленными на основании по обе стороны сварочных головок по ходу технологического процесса перпендикулярно продольной оси установки, а также установленными в каждой из указанных направляющих с возможност перемещения двумя С-образными кронштейнами с закрепленными на их концах коническими роликами для натяжения внутренних стенок полок.
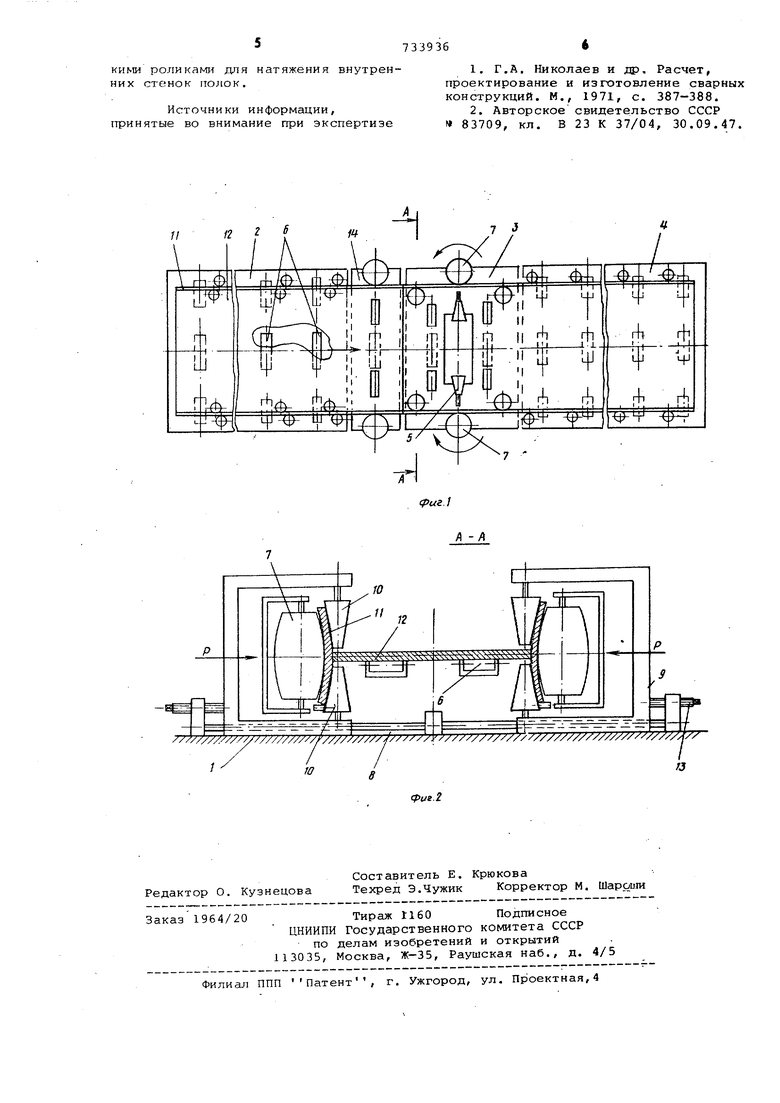
На фиг. 1 изображена предложенна установка, вид сверху; на фиг. 2 - сечение А-А на фиг.1.
Установка для непрерывной сварки изделий двутаврового- сечения содержит смонтированные на основании 1 подающий рольганг 2, сборочно-сварочную клеть 3 и приемный рольганг
Сборочно-сварочная клеть 3 содержит сварочные головки 5, горизонтальные поддерживающие ролики б и приводные прижимные ролики 7, которые выполнены бочкообразными.
Кроме того, сборочно-сварочная клеть 3 снабжена двумя направляющим 8, установленными на основании 1 пепендикулярно продольной-оси установки по обе стороны сварочных головок 5.
В направляющих 8 установлены с возможностью перемещения два С-образных кронштейна 9 (фиг.2) с закрепленными на его концах коническими роликами 10 для натяжения внутренних стенок полок 11.
Конические ролики, расположенные до зоны сварки надежно фиксируют положение полок 11 относительно стенки 12 и не дают возможности перемещаться им в вертикальном направлении в процессе изготовления элемента. Одновременно, находясь достаточно близко от зоны сварки, они удерживают полки от поворота,который происходит вследствие сварочного нагрева.
Ролики, установленные после зоны сварки, рихтуют сечение, устраняя деформации полок относительно стенк которые возникают после сварки.Благода 1Я тому, что правка происходит непосредственно после сварки, метал нагретый до высоких температур при сварке, еще не успевает остыть и поэтому правка осуществляется более качественно, с применением меньших усилий.
Кронштейньа 9 перемещаются индивидусшьными винтовыми приводами 13. Для облегчения C CJPKH пеоед сборочно-сварочной клетью 3 смонтирован механизм 14 предварительной сбор ки .
Установка работает следующим образом.
Элементы сечения (стенка 12 и полки 11) укладываются на подающий рольганг 2 и механизмом 14 предварительной сборки фиксируются относительно друг друга. Стенка и полки прихватываются в упомянутом механизме с помощью электросварки с торца, и конструкция при помощи этого механизма задается в сборочно-сварочную клеть 3. В таком виде конструкция подается механизмом предварительной сборки в клеть до совмещения торца со сварочными головками 5. Прижимные бочкообразные ролики 7 зажимают изделие, с двух сторон. Конические ролики 10, установленные до зоны сварки, располагаются так, чтобы обеспечить необходимый натяг (по 3-4 мм на сторону) полок при сборке. Аналогично устанавливаются ролики 10, расположенные после зоны сварки (натяг полок по 5-6 мм на сторону). Установка роликов 10 производится с помощью кронштейнов 9, перемещающихся по направляющим 8 винтовым приводом 13. После установки всех роликов в необходимое положение включают привод вращения прижимных роликов 7 и, непрерывно пропуская изделие через них производят сварку всех швов.
Таким образом, установка позволяе получить конструкции двутаврового сечения с правильными геометрическими размерами и за счет этого значительно повысить производительность труда и качество конструкций.
Формула изобретения
Установка для непрерывной сварки изделий двутаврового сечения, содержащая смонтированные на основании подающий и приемный рольганги и сборочно-сварочную клеть со сварочными головками и прижимными роликами отличающаяся тем, что, с целью повышения качества сварки путем обеспечения Фиксирования элементов изделия и устранения сварочны деформаций вблизи зоны сварки, сборочно-сварочная клеть снабжена двумя направляющими, закрепленными на основании по обе стороны сварочных головок по ходу технологического процесса перпендикулярно продольной оси установки, а также установленными в каждой из указанных направляющих с возможностью перемещения двумя С-образными кронштейнами с закрепленными на их концах коничёскими роликами для натяжения внутренних стенок 1ТОЛОК.
Источники информации, принятые во внимание при экспертизе
1.Г.А. Николаев и др. Расчет, проектирование и изготовление сварных конструкций. М., 1971, с. 387-388.
2.Авторское свидетельство СССР
83709, кл. В 23 К 37/04, 30.09.47.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Устройство для сборки под сварку двутавровой балки из стенки и двух полок | 1979 |
|
SU872140A1 |
| Способ непрерывного изготовления сварных конструкций составного сечения | 1977 |
|
SU677853A1 |
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| Способ непрерывного изготовления сварных конструкций составного сечения | 1980 |
|
SU925597A2 |
| Устройство для сборки под сварку | 1989 |
|
SU1729722A1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2371271C2 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
