(5) СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ СОСТАВНОГО СЕЧЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного изготовления сварных конструкций составного сечения | 1977 |
|
SU677853A1 |
| Способ сборки и сварки двутавров | 1984 |
|
SU1186441A1 |
| СПОСОБ СВАРКИ ВОЛОКНИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1988 |
|
RU1541902C |
| Устройство для сборки под сварку двутавровых балок | 1978 |
|
SU749608A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Установка для непрерывной сварки изделий двутаврового сечения | 1977 |
|
SU733936A1 |
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1980 |
|
SU927467A1 |
| Устройство для сборки под сварку двутавровой балки из стенки и двух полок | 1979 |
|
SU872140A1 |
Способ относится к технологии изготовления строительных сварных конструкций. В основном изобретении по авт.св Vf 677853 описан способ непрерывного изготовления сварных конструкций сое тавного сечения, преимущественно дву таврового, путем одновременной сборки и сварки, по которому непосредственно перед сборкой и сваркой производят непрерывный скользящий подогрев деталей конструкции на всю их ширину l. Подогрев элементов двутавра произ водится токами высокой частоты. Подогрев стенки двутавра в свободном состоянии непосредственно перед свар кой придает ей некоторое удлинение за счет нагрева. После сварки поясных швов и остывания стенки последняя стремится вернуться в первоначальное положение, но сварные швы препятствуют этому, создавая в стенке растяжение, а в полках - сжатие. и конструкция в целом становится предварительно напряженной. Регулируя места и температуру нагрева, можно создать конструкцию с переменным напряжением по длине и сечениюПри изготовлении балок рассматриваемым способом полки и стенки двутавра направляются в сборочную клеть, где поддерживаются а требуемом положении роликами. Перемещение балки относительно сварочных электродов осуществляется приводными вертикальными роликами. Непосредственно перед зонбй сборки - сварки установлены подогреватели, например индуктор ТВЧ, с помощью которого производят непрерывный скользящий подогрев стенки двутавра. Выбор температурного поля для нагрева стенки обусловлен требуемым полем деформаций, которое получается после нагрева стенки Для двутавровых балок предложено подогревать стенку в процессе перемещения изде
ЛИЯ до 100-150 С непосредственно перед наложением сварных швов. После нагрева стенка приваривается к полка до тех пор, пока алка не будет сварена по всей длине, т.е. процесс подогрева и сварки идет непрерывно.Так как полки двутавра не подогреваются, а стенка нагрета, то после заварки швов 8 и остывания стенки в ней возникают напряжения растяжения.
Недостатком указанного способа является интенсивное распространение тепла на ненагреваемые элементы. При сближении и сварном соединении тонкого нагретого листа стенки с холодными толстыми листами полок происходят охлаждение стенки и подогрев полок. В результате эффект снижается.
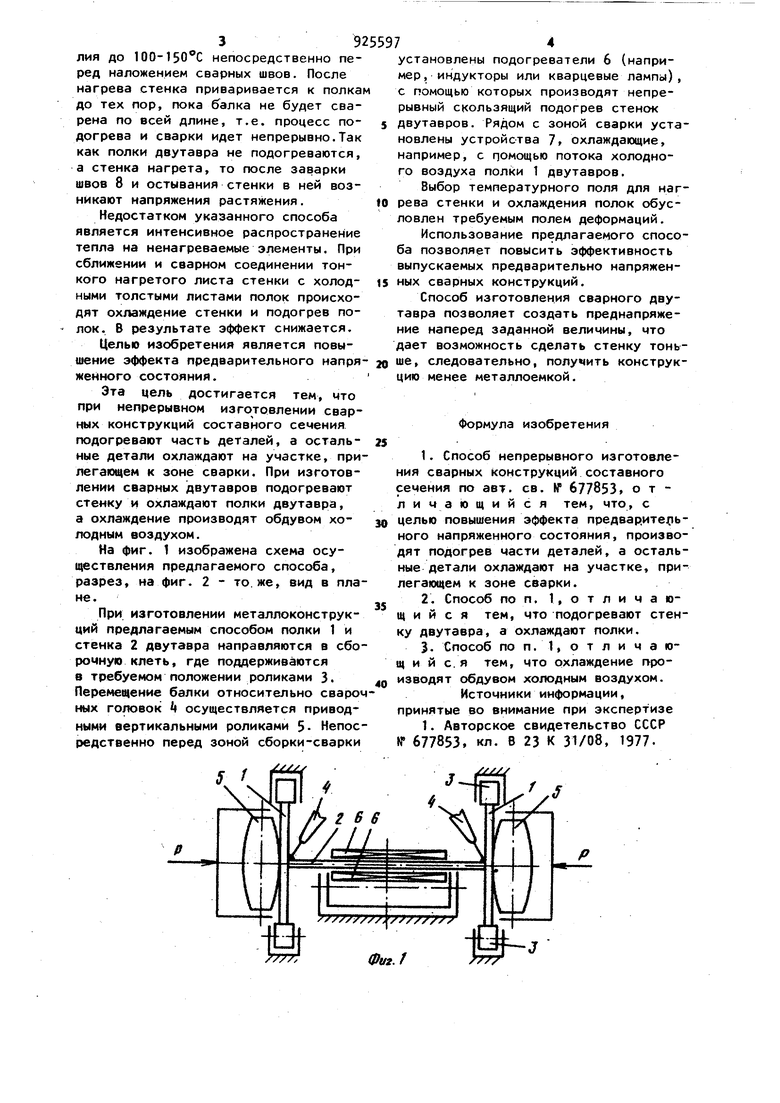
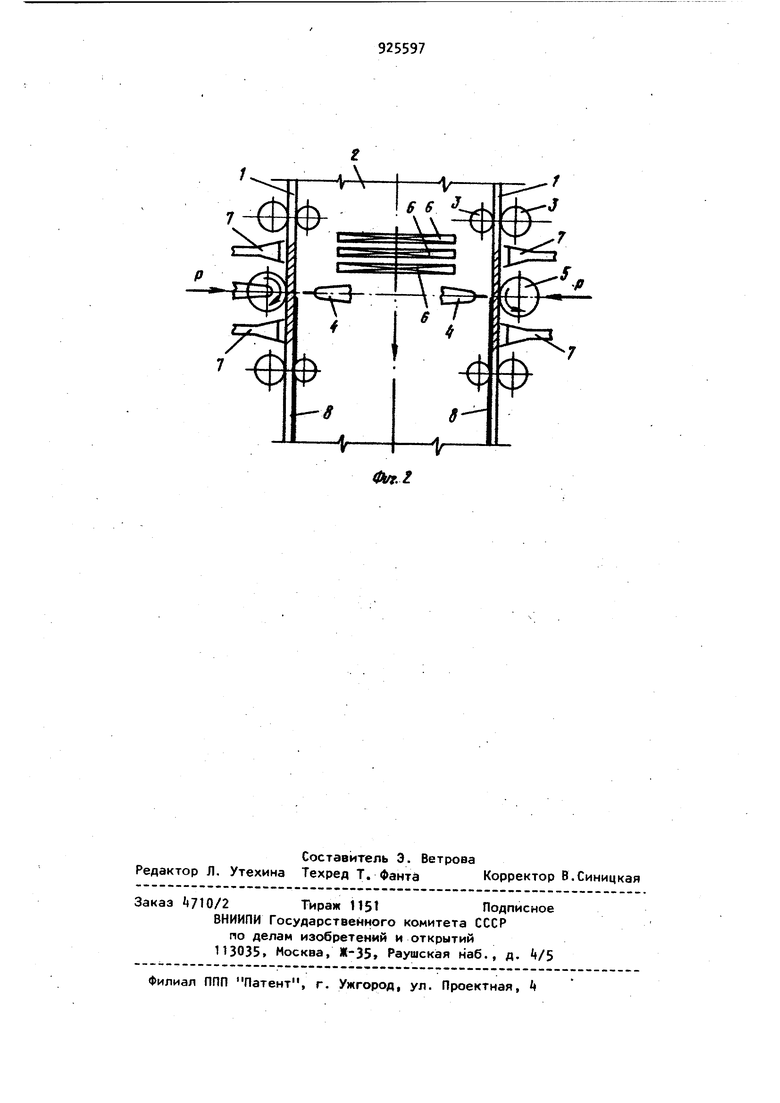
Целью изобретения является повышение эффекта предварительного напря женного состояния. Эта цель достигается тем, что при непрерывном изготовлении сварных конструкций составного сечения подогревают часть деталей, а остальные детали охлаждают на участке, при легающем к зоне сварки. При изготовлении сварных двутавров подогревают стенку и охлаждают полки двутавра, а охлаждение производят обдувом холодным воздухом. На фиг. 1 изображена схема осуществления предлагаемого способа, разрез, на фиг. 2 - то.же, вид в пла не. При изготовлении металлоконструкций предлагаемым способом полки 1 и стенка 2 двутавра направляются в сбо рочную клеть, где поддерживаются в требуемом положении роликами 3. Перемещение балки относительно сваро ных головок Ц осуществляется приводными вертикальными роликами 5- Непос редственно перед зоной сборки-сварки
//Х/х
установлены подогреватели 6 (например , индукторы или кварцевые лампы), с помощью которых производят непрерывный скользящий подогрев стенок двутавров. Рядом с зоной сварки установлены устройства 7, охлаждающие, например, с помощью потока холодного воздуха полки 1 двутавров.
Выбор температурного поля для нагрева стенки и охлаждения полок обусловлен требуемым полем деформаций.
Использование предлагаемого способа позволяет повысить эффективность выпускаемых предварительно напряженных сварных конструкций.
Способ изготовления сварного двутавра позволяет создать преднапряжение наперед заданной величины, что дает возможность сделать стенку тонь vzx/следовательно, получить конструк iменее металлоемкой. Формула изобретения 1.Способ непрерывного изготовления сварных конструкций составного сечения по авт. св. W 677853, отличающийся тем, что, с целью повышения эффекта предвар.ите 1Ьного напряженного состояния, производят подогрев части деталей, а остальные детали охлаждают на участке, прилегающем к зоне сварки. 2.Способ по п. 1, о т л и ч а ющ и и с я тем, что подогревают стенку двутавра, а охлаждают полки. 3 Способ по п. 1, о т л и ч а и и с. я тем, что охлаждение производят обдувом холодным воздухом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР К 677853, кл. В 23 К 31/08, 1977
