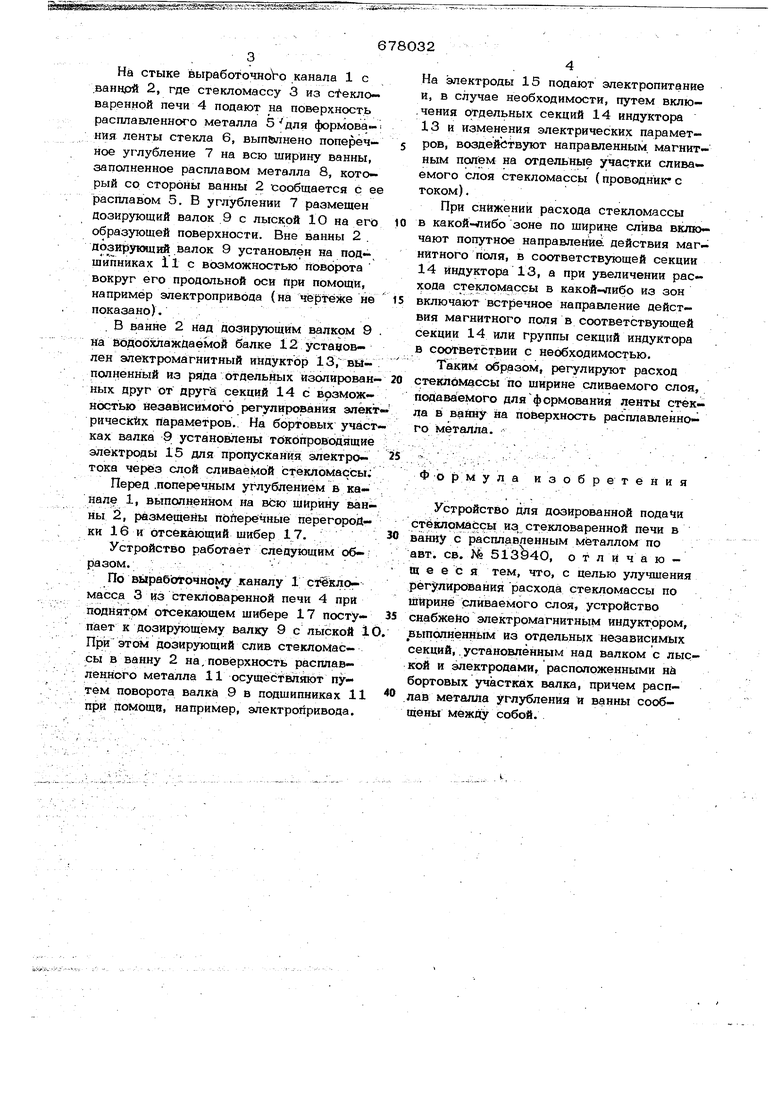
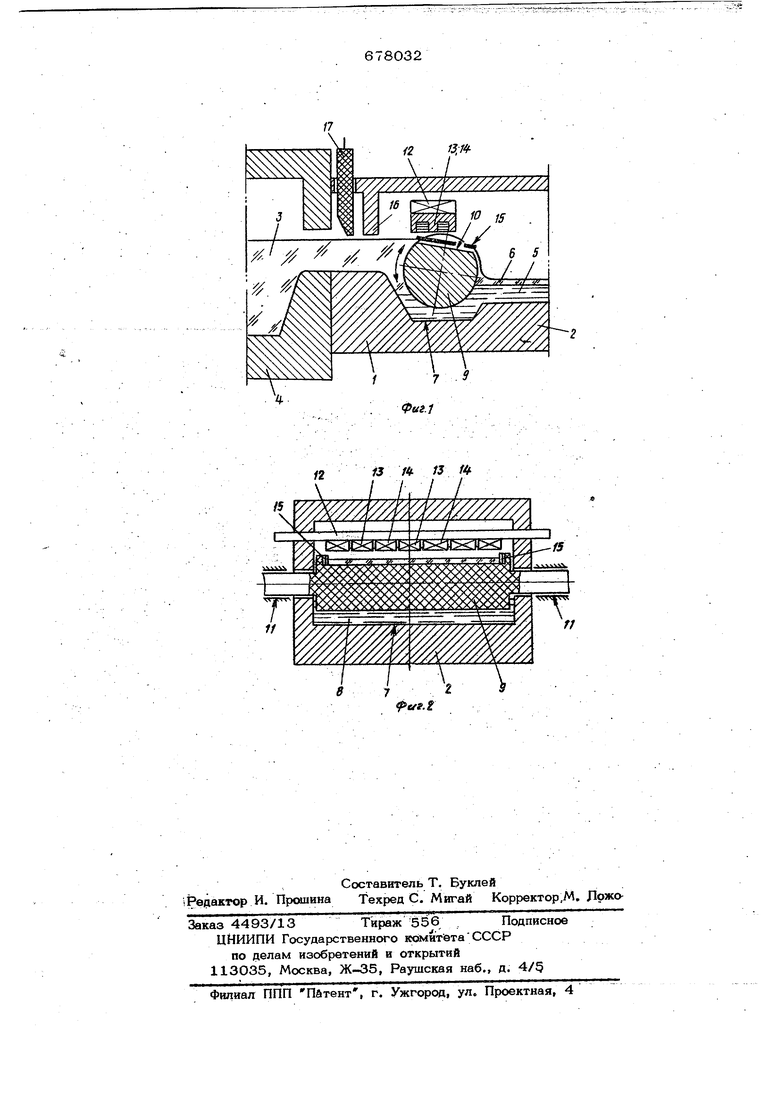
На стыке выработочноЬо канала 1с ваннрй 2, где стекломассу 3 из стекловаренной печи 4 подают на поверхность расплавленного металла 5 для формова-i ния ленты стекла 6, выпаянено попереч- нов углубление 7 на всю ширину ванны, заполненное расплавом металла 8, который со стороны ванны 2 сообщается с ее расппавом 5. В углублении 7 размещен дозирующий валок 9 с лыской 1О на его образующей поверхности. Вне ванны 2 . дозирующий валок 9 установлен на подшипниках lie возможностью поворота вокруг его продольной оси при помощи, например электропривода (на чертеже не показано).
В ванне 2 над дозирующим валком 9 на бойоохлаждаемой балке 12 установлен электромагнитный индуктбр 13, Bbiполненный из ряда отдельйых изолирован- ных друг от друга секций 14 с возможностью независимого регулирования электрических параметров. На бортовых участках валка 9 установлены токопроводящие электроды 15 для пропускания электро- тока через слой сливаемой стекломассы;
Перед .поперечным углублением в канале 1, выполненном на вйю ширину ванны 2, размещены поперечные перегороД- ки 16 и отсекающий шибер 17.
Устройство работает следующим образом.. :
По выработочному каналу 1 стекломасса 3 из стеклов1аренной печи 4 при поднятом отсекающем шибере 17 поступает к дозирующему валку 9 с лыской i При этом дозирующий слив стекломассы в ванну 2 на,поверхность расплавленного металла 11 осуществляют путем поворота валка 9 в подшипниках 11 при помощи, например, электропривода.
678032
На электроды 15 подают электропитание и, в случае необходимости, путем включения отдельных секций 14 индуктора
13и изменения электрических параметров, воздействуют направленным, магнитным полем на отдельные участки сливаемого слоя стекломассы (проводник с током),
При снижении расхода стекломассы в какой-либо зоне по ширине слива включают попутное направление действия магнитного поля, в соответствующей секции
14индуктора 13, а при увеличении расхода стекломассы в какой- пибо из зон включают встречное направление действия магнитного поля в соответствующей секции 14 или группы секций индуктора в соответствии с необходимостью.
Таким образом, регулируют расход стекломассы по ширине сливаемого слоя, подаваемого для формования ленты стекла в ванну на поверхность расплавленного металла. Ф о р Мула изобретения
Устройство для дозированной подачи стекломйссыиз стекловаренной печи в ванну с расплавленным металлом по авт. св. № 513940, отличающееся тем, что, с целью улучшения регулирования расхода стекломассы по ширине сливаемого слоя, устройство снабжейо электромагнитным индуктором, выполненном из отдельных независимых секций,. установленным над валком с лыской и электродами, расположенными не бортовых участках валка, причем расплав металла углубления и ванны сообвдень между собой.
13;J
/2
V
/У//// //7//////////. Т
10
15
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозированной подачи стекломассы | 1974 |
|
SU513940A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039015C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2036859C1 |
| Устройство для дозированной подачи стекломассы | 1977 |
|
SU668888A2 |
| Устройство для подачи стекломассы из стекловаренной печи в ванну с расплавленным металлом | 1977 |
|
SU666763A1 |
| Устройство для производства листового полированного стекла | 1977 |
|
SU678849A1 |
| Установка для изготовления листового армированного стекла | 1974 |
|
SU487853A1 |
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2015 |
|
RU2603115C1 |
| ГРАНУЛЯТОР РАСПЛАВЛЕННОГО СТЕКЛА | 2024 |
|
RU2836950C1 |
| Устройство для производства листового стекла | 1977 |
|
SU678852A1 |
f1
