(1J4) СПОСОБ СВОРКИ ЭЛЕКТРОДА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ЭЛЕКТРОДА | 1992 |
|
RU2006190C1 |
| Узел соединения секций полого углеграфитового электрода дуговой электропечи | 1990 |
|
SU1774528A1 |
| Способ сборки электрода рудно-термической печи для производства кремния | 1988 |
|
SU1677881A1 |
| УСТРОЙСТВО ДЛЯ ВВИНЧИВАНИЯ ТЯЖЕЛЫХ НИППЕЛЕЙ В ЭЛЕКТРОД | 2008 |
|
RU2398367C2 |
| СОЕДИНЕНИЕ ЭЛЕКТРОДОВ С ПОКРЫТИЕМ НА КОНТАКТНЫХ ПОВЕРХНОСТЯХ | 2003 |
|
RU2335099C2 |
| СТЫКОВОЕ СОЕДИНЕНИЕ ЭЛЕКТРОДОВ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1993 |
|
RU2107413C1 |
| ТОРЦЕВОЕ УПЛОТНЕНИЕ ДЛЯ ГРАФИТОВЫХ ЭЛЕКТРОДОВ | 2004 |
|
RU2366118C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ВВИНЧИВАНИЯ НИППЕЛЯ В ЭЛЕКТРОД | 1994 |
|
RU2096931C1 |
| РЕЗЬБОВОЙ НИППЕЛЬ, УГОЛЬНЫЙ ЭЛЕКТРОД И ЭЛЕКТРОДНЫЙ УЗЕЛ | 2007 |
|
RU2395178C2 |
| СТОПОРНОЕ УСТРОЙСТВО СОЕДИНЕНИЯ ЭЛЕКТРОДОВ | 1995 |
|
RU2117416C1 |
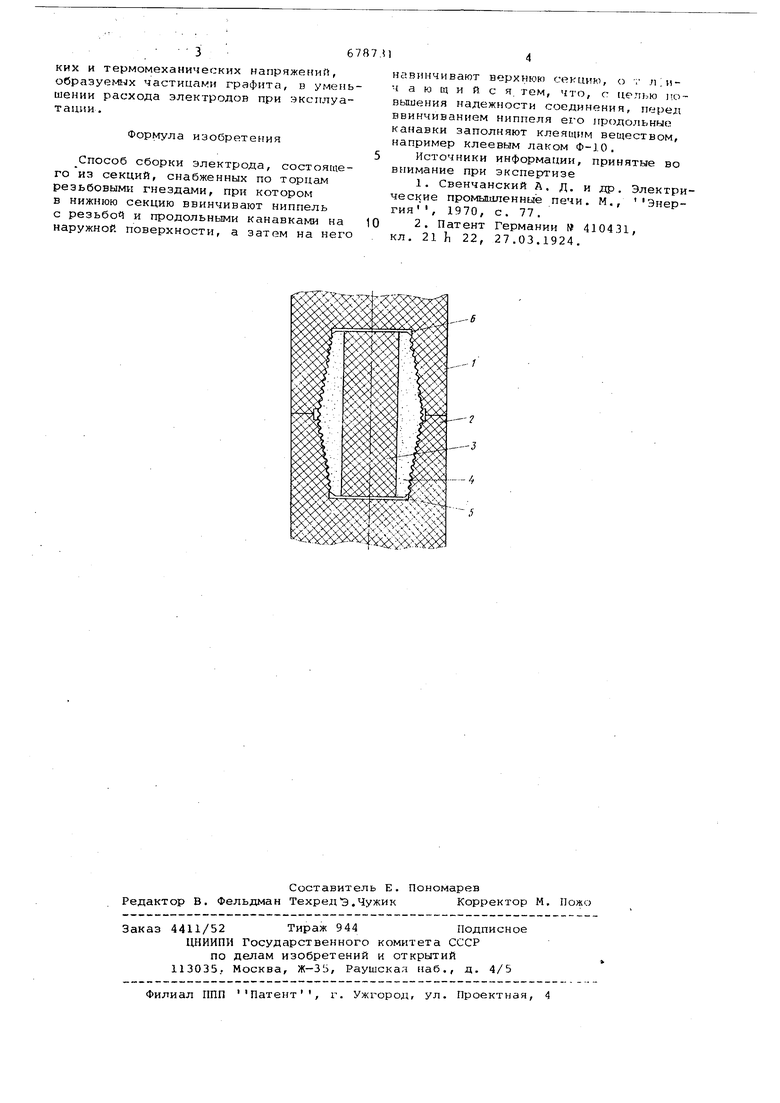
Изобретение касается изготовленч и эксплуатации электродов для дугов печей и может быть применено в элек родной и сталеплавильной промьшшенностях. Известны способы сборки электрод состоящего из секций, снабженных по торцам резьбовыми гнездами, при которых в нижнюю секцию ввинчиваиот ниппель с резьбой и продольными канавками на наружной поверхности, а затем на него навинчивают верхнюю секцию 1, 2. К недостаткам следует отнести малонадежное соединение. По предлагаемому способу с целью устранения этого недостатка перед ввинчиванием ниппеля его продольные канавки заполняют клеящим веществом например клеевым лаком Ф-10. Изложенная сущность поясняется чертежом, где изображен узел соединения электродов, разрез. Узел соединения содержит электроды - верхний 1 и нижний 2 с ниппельными гнездами на сопрягаемых торцах ниппель 3 с продольными канавками 4. Между торцом ниппеля 3 и дном нип пельных гнезд электродов 1 и 2 образуются зазоры 5 и 6. Канавки 4 заполняют клеяшим электропроводным веществом, например клеевым лаком Ф-10 по ТУ 6-05-1029-74. Можно применять вязкое вещество, tie обладающее склеиванием, например каменноугольную смолу (ГОСТ 4492-ь9) . При сборке электродов в свечу пыль и зерна графита, образуемые при трении витков резьбы ниппеля и ниппельных гнезд, собираются в канавки 4 ниппеля 3 и стремятся опуститься на дно ниппельного гнезда в зазор Ь. Нсшичие клеящего или вязкого вещества способствует задержанию частиц пыли и зерен в канавках 4. Поэтому пыль и зерна графита равномерно распределены ПС высоте канавок 4 ниппеля 3, что исключает их попадание на резьбовые участки соединения или в зазор б. В результате при сборке электродов пыль и зерна графита не сказываются на точности соединения. Положительный эффект от применения предлагаемого изобретения заключается в обеспечении плотного сопряжения торцов электродов, что повышает электропроводность стыка, в повышении механической прочности соединения при отсутствии концентраторов механических и термомеханических напряжений, образуемых частицами графита, в уменьшении расхода электродов при эксплуаTaiiHH.
Формула изобретения
Способ сборки электрода, состоящего из секций, снабженных по торцам резьбовыми гнездами, при котором в нижнюю секцию ввинчивают ниппель с резьбой и продольными канавками на наружной поверхности, а затем на него
навинчивают верхнюю секцию, сз ; а ю и и и с я тем, что, с целью nciвышения надежности соединения, перед ввинчиванием ниппеля его продольные канавки заполняют клеящим веществом, например клеевым лаком Ф-10.
Источники информации, принятые во внимание при экспертизе
