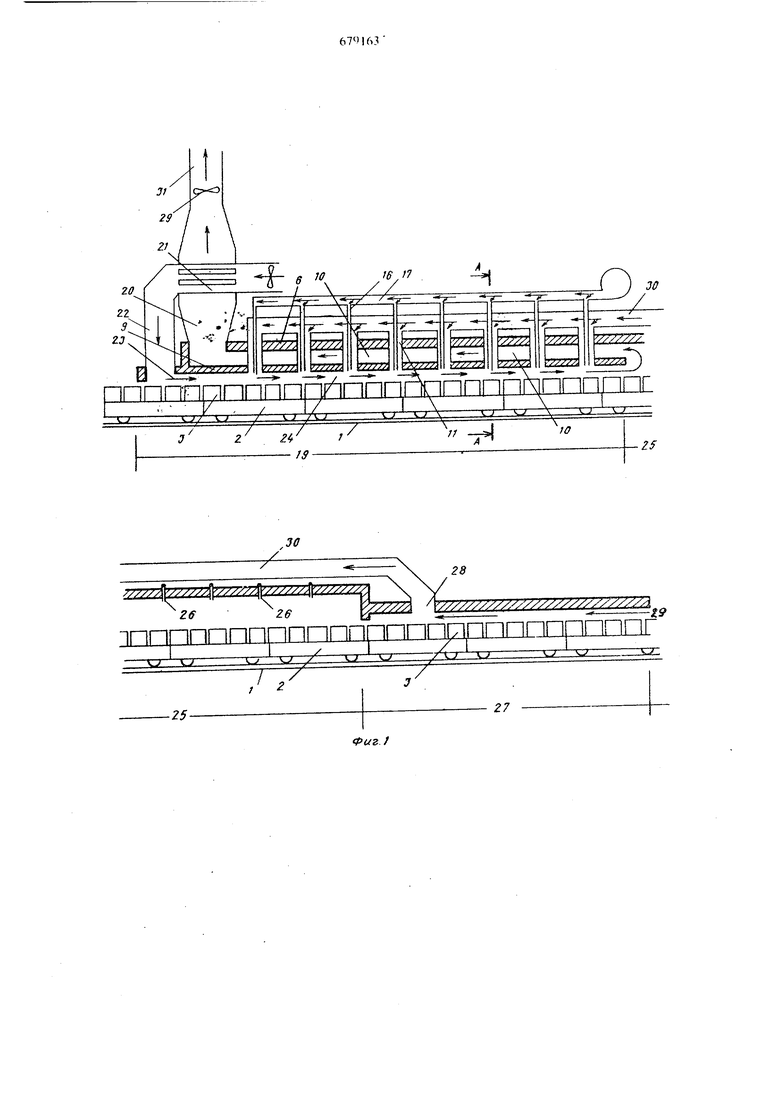
1.Ч) всех сторон омываются воздухом или газообразными продуктами сгорания. Камера печи образована боковыми стенками 4, 5 и сводом 6, причем свод 6 печи выполнен подвесным и висит ira балках 7. Боковые стенки окружены каркасом 8, Под сводом 6 выполнен промежуточный свод 9 с образованием между ними полости 10. Своды 6 и 9 пронизаны трубами 11, которые также выполняют функцию крепления промежуточного свода 9. Свод печи образован подвесными кирпичами 12, причем между двумя подвесными кирпичами вставлено по одной кирпичной вставке 13. Трубы 11, имеющие на наружной стороне ребра 14, проходят через кирпичные вставки 13. У нижнего края трубы несут соединенные при помощи выступа легкие шамотные плиты 15, образующие в целом промежуточный свод 9. Внутри труб 11 размещены концентрично трубы 16 меньщего диаметра, которые соединены с общим трубопроводом 17. В трубопроводе 17 имеются ютапаны 18 для регулирования скорости потока воздуха. Такая система свода с промежуточным сводом и трубопроводами простирается на всю длину зоны предварительного нагрева 19.
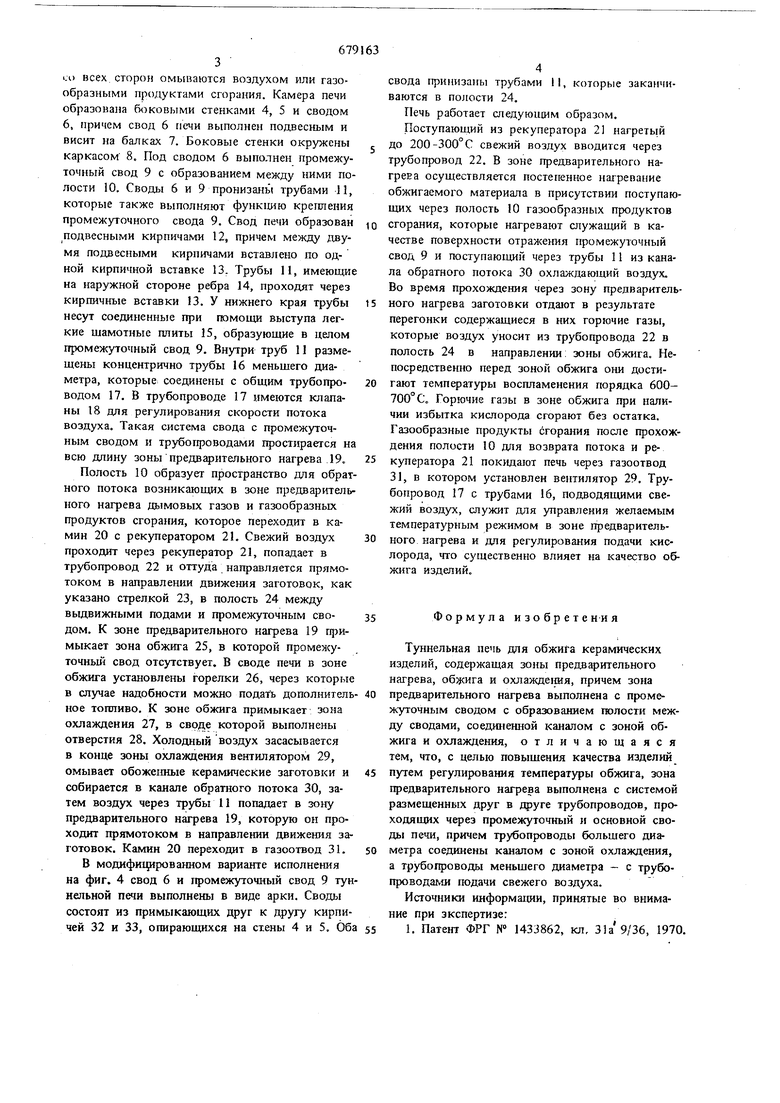
Полость 10 образует пространство для обратного потока возникающих в зоне предварительного нагрева дымовых газов и газообразных продуктов сгорания, которое переходит в камин 20 с рекуператором 21. Свежий воздух проходит через рекуператор 21, попадает в трубопровод 22 и оттуда направляется прямотоком в направлении движения заготовок, как указано стрелкой 23, в полость 24 между выдвижными подами и промежуточным сводом. К зоне предварительного нагрева 19 примыкает зона обжига 25, в которой промежуточньш свод отсутствует. В своде печи в зоне обжига установлены горелки 26, через которые в случае надобности можно подать дополнитель нее топливо. К зоне обжига примыкает зона охлаждения 27, в своде которой выполнены отверстия 28. Холодный воздух засасывается в конце зоны охлаждения вентилятором 29, омывает обожегшые керамические заготовки и собирается в канапе обратного потока 30, затем воздух через трубы 11 попадает в зону предварительного нагрева 19, которую он проходит прямотоком в направлении движения заготовок. Камин 20 переходит в газоотвод 31.
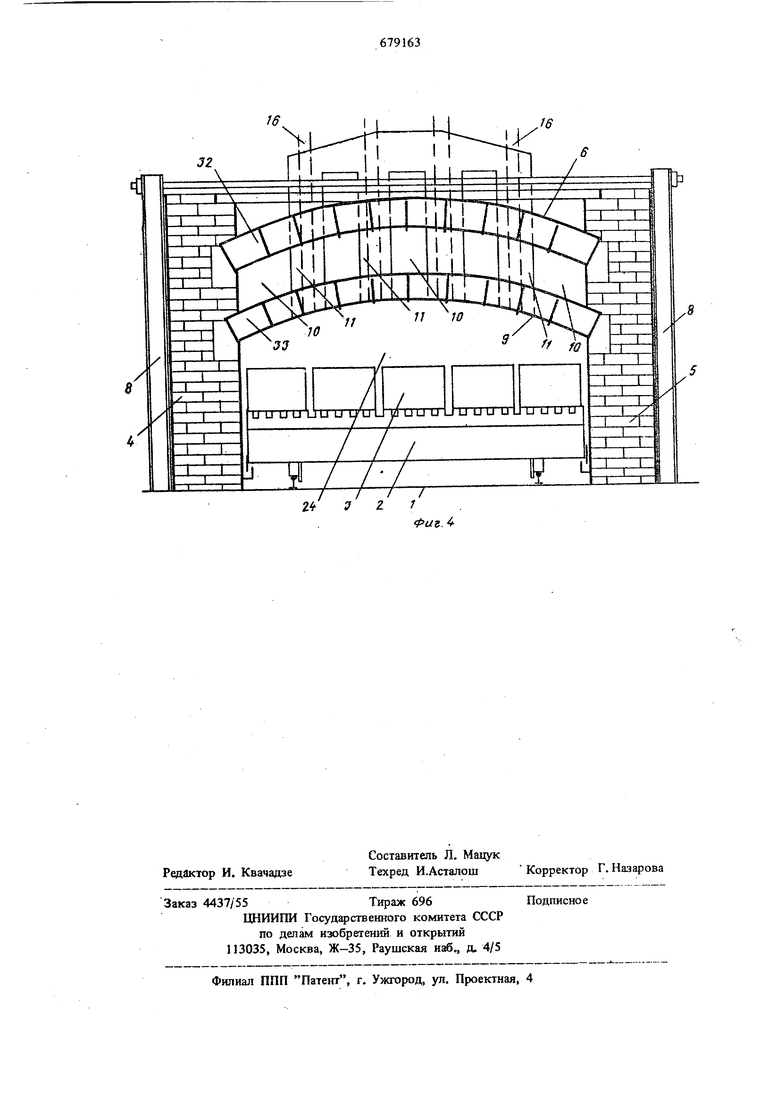
В модифицированном варианте исполнения на фиг. 4 свод 6 и промежуточный свод 9 туннельной печи выполнены в виде арки. Своды состоят из примыкающих друг к другу кирпичей 32 и 33, опирающихся на стены 4 и 5, Об
свода Г1ри шза1гы трубами II, которь1е заканчиваются в полости 24.
Печь работает следующим образом. Поступающий из рекуператора 21 нагретьш до 200-300°С свежий воздух вводится через трубопровод 22. В зоне предварительного нагрева осуществляется постепенное нагревание обжигаемого материала в присутствии поступающих через полость 10 газообразных продуктов сгорания, которые нагревают служащий в качестве поверхности отражения промежуточный свод 9 и поступающий через трубы 11 из канала обратного потока 30 охлаждающий воздух. Во время прохождения через зону предварительного нагрева заготовки отдают в результате перегонки содержащиеся в них горючие газы, которые воздух уносит из трубопровода 22 в полость 24 в направлении: зоны обжига. Непосредственно перед зоной обжига они достигают температуры воспламенения порядка 600700°С. Горючие газы в зоне обжига при наличии избытка кислорода сгорают без остатка. Газообразные продукты сгорания после прохождения полости 10 для возврата потока и рекуператора 21 поквдают печь через газоотвод 31, в котором установлен вентилятор 29. Трубопровод 17 с трубами 16, подводящими свежий воздух, служит для управления желаемым температурным режимом в зоне предварительного нагрева и для регулирования подачи кислорода, что существенно влияет на качество обжига изделий.
Формула изобретен-ия
Ту1щельная печь для обжига керамических изделий, содержащая зоны предварительного нагрева, обжига и охлаждетя, причем зона предварительного нагрева выполнена с промежуточным сводом с образованием полости между сводами, соединенной каналом с зоной обжига и охлаждения, отличающаяся тем, что, с целью повыщения качества изделий путем регулирования температуры обжига, зона предварительного нагрева выполнена с системой размещенных друг в ируге трубопроводов, проходящих через промех уточный и основной своды печи, причем трубопроводы больщего диаметра соединены каналом с зоной охлаждения, а трубопроводы меньщего диаметра - с трубопроводами подачи свежего воздуха.
Источники информации, принятые во внимание при зкспертизе:
1. Патент ФРГ № 1433862, кл, 31 а9/36, 197
3}
p-0 29 ZJ ппппппппппт пппТппп IJ/-cr
«7 ;:
/. 7 i; -t/
ппп пппппг t-T-- c CJ--C:7
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АГЛОМЕРАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2218431C2 |
| ТЕРМОВОДОЛЕЧЕБНИЦА И.Г. МУХИНА | 1999 |
|
RU2185486C2 |
| Устройство для розлива жидкостей | 1981 |
|
SU980610A3 |
| ТУННЕЛЬНАЯ ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2313746C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ | 1992 |
|
RU2066818C1 |
| Способ плавления скрапа и шахтная печь для его осуществления | 1988 |
|
SU1796049A3 |
| Способ варки стекла в стекловаренной печи | 1988 |
|
SU1836303A3 |
| МУФЕЛЬНО-ТОННЕЛЬНАЯ ПЕЧЬ | 1932 |
|
SU38040A1 |
| Способ получения карбида металла и печь для его осуществления | 1980 |
|
SU1048981A3 |
| КОКСОВАЛЬНАЯ ПЕЧЬ | 1956 |
|
SU110006A1 |
ZZ2 ZZZ2Z 2ZZZ 2626 пппппппппппппппп 1ПППППП: I . . X. v y i Л- -
7
-25,/
27 У/7777777А У/У/ 7:/У7777У77/Л пппппппппппг -X.J vj -V/ Js, Т s w 6 // L 17
Фиг. г
Риг 3 JO
Фиг.
