Изобретение относится к муфельно-тоннельным печам с обогревом муфелей в зонах подогрева и обжига со всех четырех сторон и с применением вентиляторов и эксгаусторов для создания разности давлений в разных частях печей.
В предлагаемой муфельно-тоннельной печи с целью сообщения винтообразного направления потоку газов жаровые каналы, обогревающие вертикальные стенки муфелей, сделаны наклонными.
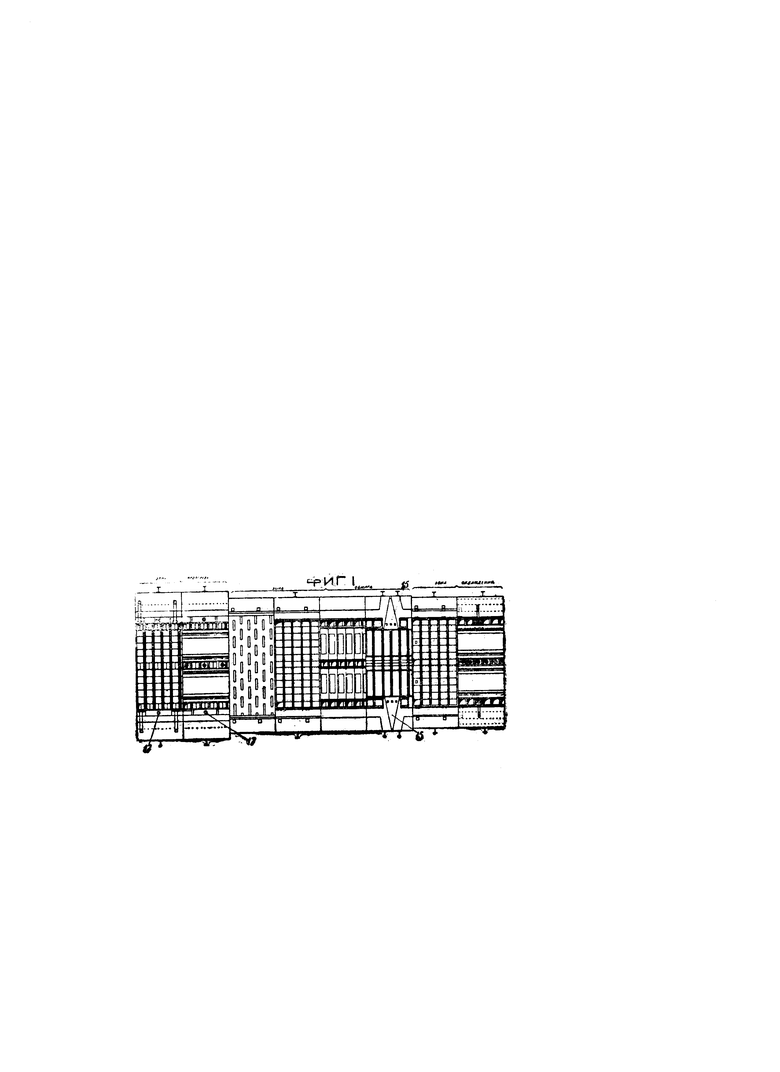
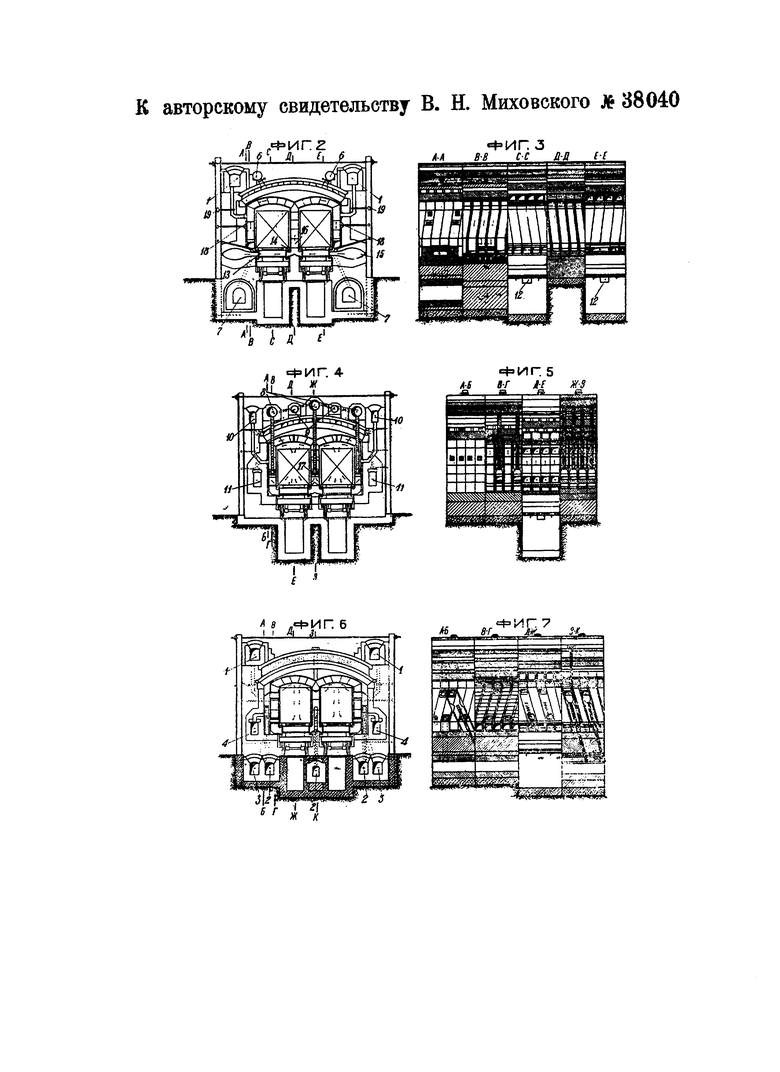
На чертеже фиг. 1 изображает вид муфельно-тоннельной печи сверху с частичными разрезами; фиг. 2 - поперечный вертикальный разрез печи по зоне обжига; фиг. 3 - разрезы по АА, ВB, CC, ДД, ЕЕ на фиг. 2; фиг. 4 - поперечный вертикальный разрез печи по зоне охлаждения; фиг. 5 - разрезы по АБ, ВГ, ДЕ, ЖЗ на фиг. 4; фиг. 6 - поперечный вертикальный разрез печи по зоне подогрева, и фиг. 7 - разрезы по АБ, ВГ, ДЖ, ЗК на фиг. 6.
Предлагаемая муфельно-тоннельная печь снабжена в зонах обжига полугазовыми топками 15, рассчитанными в данном случае для жидкого топлива.
Муфельные коробки 16 прямоугольного сечения дают возможность продвигать продукты горения не прямолинейно-горизонтально к выходу печи, а винтообразно. Муфеля свода и пода расположены перпендикулярно к оси печи, вертикальные муфеля - наклонно навстречу продвижению изделий.
Зона обжига имеет каналы 1 (фиг. 2), при помощи которых можно продукты горения перебросить из зоны обжига в зону подогрева в любое место и этим осуществлять любую температурную кривую в зоне подогрева, что очень важно для обжига керамических изделий. Данная конструкция зоны обжига дает максимальную возможность регулирования температуры обжига.
Зона охлаждения выполнена полумуфельной, причем все охлаждение осуществляется при помощи инжекторных трубок 17 (фиг. 4).
Данная зона, имея большое количество пунктов подачи воздуха для охлаждения, дает большие возможности в отношении регулирования температуры зоны охлаждения.
В зоне подогрева (фиг. 6, 7), два основных принципа теплопередачи - конвекция и лучеиспускание - осуществляются при помощи закрытых муфелей, по которым проходят продукты горения, нагревая муфель и действуя лучеиспусканием, и инжекторов, которые подают из зоны охлаждения горячий воздух прямо в канал печи, осуществляя тем конвекционные потоки. Зона подогрева (фиг. 6), так же как и зона обжига (фиг. 2) и охлаждения (фиг. 4), благодаря своей конструкции (двойная система обогрева) дает широкую возможность регулирования температуры.
Для соединения подвижных подовых каналов с неподвижными нижними частями стенных каналов предназначены песочные затворы, причем те и другие каналы имеют верхние и нижние края изогнутыми и утолщенными.
В предлагаемой печи продвижение пламени отходящих газов происходит не по прямой линии, а винтообразно (вокруг двух симметрично расположенных каналов печи (фиг. 2) по направлению к началу печи (зоны подогрева), омывая внутренний габарит каналов печи со всех сторон - снизу, справа, сверху и слева.
Верхняя часть пода состоит из муфельных (поперек вагонетки расположенных) коробок 13, соединенных со стенками печи специальными песочными затворами 14.
Зона обжига (фиг. 2) получает в топке полугаз обогащаемый у вылета топки вторичным воздухом, поступающим по каналу 7 из зоны охлаждения. Полученный таким образом факел необходимой температуры поступает в муфельные коробки пода (верхняя часть обмуровки вагонетки), пройдя которые, поступает в вертикальный, немного наклоненный навстречу продвижению изделий рекуператор, в который поступают продукты горения также и из противоположной топки. Продукты горения поднимаются по рекуператору вверх и под напором последующих продуктов горения заполняют правый и левый сводовый рекуператор, пройдя который, опускаются опять по вертикальным, немного наклоненным навстречу продвижению изделий, рекуператорам. Отсюда продукты горения частично поступают опять в топку для разбавления пламени и окончательного догорания, а частично по каналу над топкой подаются в следующий рекуператор, откуда они опять поступают в подовый рекуператор и далее опять в вертикальный. Продвижение продуктов горения в рекуператорах зоны обжига происходит благодаря давлению топок.
Получив высокую температуру и большой объем продуктов горения в зоне обжига и ощущая необходимость по каким-либо причинам подогрева начала зоны подогрева до высокой температуры, можно для разрежения в рекуператорах зоны подогрева при помощи двух шиберов 18, 19 канала 1 (фиг. 2) переключить продукты горения из зоны обжига в зону подогрева в любое место.
Свод зоны обжига (учитывая его пролет) охлаждается. Железные трубы 6 (фиг. 2) служат для распределения холодного воздуха по своду.
Зона охлаждения, несмотря на применение муфельной системы - прямого действия. Такая увязка дает, по мнению изобретателя, большие преимущества перед обоими методами (прямого и муфельного) охлаждения в отдельности.
Такой комбинированный тип охлаждения вызывается необходимостью равномерного охлаждения изделий. Это может быть достигнуто только при помощи такого типа охлаждения, который сможет дать давление в зоне охлаждения и правильности потоков охлаждаемого воздуха.
Наиболее правильным тепловым потоком в данном случае является поток снизу вверх. Холодный воздух равномерно омывает изделия, отнимая от них тепло, и поднимается вверх.
Для осуществления такого теплового потока и давления в зоне охлаждения применены в муфелях инжекторные трубки 17 (фиг. 4), которыми нагнетается в канал печи воздух создавая таким образом давление в нем, и только лишний воздух будет разбит (условно) на три части: засос в муфеля для осуществления вертикальных потоков, часть, медленно подвигающуюся по каналу в зоне обжига, и часть (если это необходимо), отсасываемую через сводовый рекуператор.
В конце зоны охлаждения установлен вентилятор, нагнетающий тремя каналами 8, расположенными наверху печи, холодный воздух для инжекторов. Там же проложены два канала 9 для подачи из начала зоны охлаждения теплого воздуха для разбавления холодного воздуха, предназначенного для инжекторов. Подогретый, таким образом, до необходимой температуры воздух, подается по шамотным трубам 17 (инжекторам) в рекуператор, из которого засасывает нагретый воздух, охлаждает его и через нижнее окно рекуператора поступает в канал печи. В печи воздух этот нагревается, поднимается вверх и через верхние окна рекуператоров опять засасывается к инжектору. Для более сильного охлаждения изделий наверху, по краям печи, предусмотрены два канала 10 для холодного воздуха, который подается параллельно воздуху, предназначенному для инжекторов. Воздух из этих каналов поступает в инжекторную камеру, смешивается с горячим воздухом, поступающим из печи, и с необходимой температурой поступает в печь. Из этих же каналов холодный воздух подается для охлаждения свода. При необходимости быстрого удаления горячего воздуха или регулирования режима охлаждения можно при помощи канала 11 (фиг. 4) и отверстий в сводовых рекуператорах отсасывать горячий воздух из зоны охлаждения.
Учитывая значение равномерности прогрева изделий еще больше, чем равномерность охлаждения, и то, что основой для нагрева и обжига изделий при низких температурах может служить только конвекционный поток, а не теплоизлучение, и то, что желательно использовать тепло охлаждаемых изделий (которое в тонкой керамике не используется для вышеуказанных целей, а это необходимо для поднятия коэфициента позезного действия установки) - еще в большей мере является необходимость в применении такого инжекторно-нагнетательного метода.
Внизу печи, ниже уровня пода, в кирпичной кладке расположены три канала 2 (фиг. 6), в которые нагнетается горячий воздух, который поступает из этих каналов по шамотным трубам (инжекторам) в рекуператоры, где благодаря своей скорости захватывает (инжектирует) снизу вверх немного охладившийся уже воздух (поступивший из канала печи через нижние отверстия рекуператора), нагревает его и подает через расположенные вверху рекуператора окна в печь. Поступив в печь, горячий воздух отдает свое тепло материалу, охлаждается и опускается вниз, через нижние отверстия засасывается к инжектору, там нагревается и вместе с горячим воздухом опять подается через верхние окна в печь.
При недостаточном количестве тепла, подаваемого инжекторами, горячий воздух подается из канала 4 в инжекторную камеру, где смешивается с более холодным воздухом, поступающим из канала печи, и тогда с нужной температурой подается в печь.
При избытке горячего воздуха в печи или необходимости удаления отработанного воздуха, внизу, на уровне нагнетающих каналов 2 установлен канал 3 для отсоса. Отсос производится снизу.
Зона подогрева также работает на давлении. Зона подогрева подогревается не только за счет тепла потока воздуха, нагретого за счет охлаждения изделия, которое, благодаря разности давления между зоной охлаждения и зоной подогрева (тепло, которое при помощи отсасывающих окон регулируется в каждой части зоны подогрева) и тепла, поступающего также из зоны охлаждения через канал 2 (инжекторный) и канал 4 (канал для подачи горячего воздуха), а также за счет отходящих газов, полученных в зоне обжига, которые охватывают всю зону подогрева винтообразным движением с промежутком между каналами в 380 мм с центральным регулирующим каналом 1.
Остальное тепло (как воздух в чистом виде) идет для воздушных сушилок. Тепло дымовых газов идет для превращения воды в пар, который уже дальше используется в паровых сушилках.
Преимущества этой конструкции, по мнению изобретателя, заключаются в том что благодаря такой конструктивной увязке двух каналов печи, винтообразному движению пламени, использованию тепла остывающих изделий и применению давления (неравномерного) в канале печи - можно максимально использовать тепло, получить сравнительно минимальный расход топлива, уничтожая недостаток существующих печей - недожог низа (конус) перенести топку в подовое пространство, что значительно упрощает ремонт топочной камеры, уменьшить относительный расход строительных материалов, и основное, что благодаря системе вертикальных каналов имеется возможность регулировать режим обжига, что очень важно для обжига керамических изделий и что очень трудно осуществляется в существующих печах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тоннельная печь | 1931 |
|
SU31369A1 |
| Тоннельная печь для обжига изоляторов, запальных свечей и т.п. изделий | 1948 |
|
SU78306A1 |
| Муфельная печь | 1930 |
|
SU25478A1 |
| Туннельная многоканальная печь | 1981 |
|
SU1044935A1 |
| Туннельная печь | 1977 |
|
SU679779A2 |
| ПЕЧЬ ДЛЯ ОБЖИГА ИЗДЕЛИЙ СТЕНОВОЙ КЕРАМИКИ | 1991 |
|
RU2031340C1 |
| Тоннельная печь | 1930 |
|
SU31368A1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2023965C1 |
| Туннельная печь для скоростного обжига фарфора, фаянса и других керамических изделий | 1960 |
|
SU146682A1 |
| СПОСОБ ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ СТЕНОВЫХ ИЗДЕЛИЙ В ВЕРТИКАЛЬНОЙ ПЕЧИ | 1994 |
|
RU2098384C1 |
1. Муфельно-тоннельная печь с обогревом муфелей в зонах подогрева и обжига со всех четырех сторон и с применением вентиляторов и эксгаусторов для создания разности давлений в разных ее частях, отличающаяся тем, что жаровые каналы, обогревающие вертикальные стенки муфелей, сделаны наклонными с целью сообщения винтообразного направления потоку газов.
2. В печи по п. 1 применение в зонах обжига (фиг. 2) и подогрева (фиг. 6) каналов 1 для перевода продуктов горения из зоны обжига в зону подогрева, а также труб 6, 6 для распределения холодного воздуха.
3. В печи по п.п. 1-2 применение инжекторных трубок 17, с целью регулирования давления газов и воздуха в печи и создания принудительной вертикальной циркуляции как горячего воздуха в зоне подогрева, так и холодного - в зоне остывания.
4. В печи по п.п. 1-3 применение камер смешения для регулирования температуры подаваемого в печь воздуха.
5. В печи по п.п. 1-4 применение в зоне охлаждения (фиг. 4) каналов 8, 8 и 10, 10 для холодного, каналов 9, 9 - для горячего воздуха и каналов 11, 11 - для отсасывания (отвода) горячего воздуха.
6. В печи по п.п. 1-3 применение в зоне подогрева (фиг. 6) каналов 2, 2, 2 и 4, 4 для подачи горячего воздуха и каналов 3, 3 - для отсасывания (отвода) его избытка.
7. В печи по п.п. 1-4 устройство песочных затворов для соединения подвижных подовых каналов с неподвижными нижними частями стенных каналов, причем те и другие каналы имеют верхние и нижние края изогнутые и утолщенные.
