Изобретение относится к технике получения углеродных и углеродосодержащих материалов на пироуглеродной связке, применяемых, например, в реакторостроении. Эти материалы обладают рядом преимуществ по сравнению с обычными углеграфитовыми материалами, в частности имеют значительно более высокие прочностные характеристики, низкую газопроницаемость и поэтому являются перспективными для использования в ядерной, ракетной, электрохимической и т.д. технике.
Известна разъемная пресс-форма дл двухстороннего прессования металлокерамических изделий из порошковых с разъемными подпружиненными матрицами, установленными в разъемной конусной обойме 1. Данная пресс-форма непригодна для формования изделий из углеродных порошков методом пиролиза углеводородов
Прототипом изобретения является форма для получения углеродных изделий из углеродных порошков методом пиролиза углеводородов, представляющая собой газопроницаемый жесткий каркас из углеродной ткани или металлической сетки в форме цилиндра.
По оси формы установлен трубчатый нагревательный элемент из пористого графита 2. При изготовлении крупногабаритных изделий применение данной формы приводит к повышенному проценту брака, обусловленному низкой механической прочностью каркаса. Повышение механической прочности каркаса за счет увеличения его тол0щины приводит к снижению его газопроница-амости, а, следовательно, к снижению плотности изделий.
Целью изобретения является снижение брака по крупногабаритным уг5леродным изделиям и многократное использование формы.
Поставленная цель достигается путем выполнения газопроницаемого каркаса из керамического материала.
0 Внутренняя поверхность каркаса снабжена слоем волокнистого материала. В зависимости от конкретных требований слой волокнистого материала может выполняться из хлопчатобумажной,.
5 асбестовой и стеклоткани. Для упрощения, операции снятия каркаса с заготовки последний выполнен разъемным.
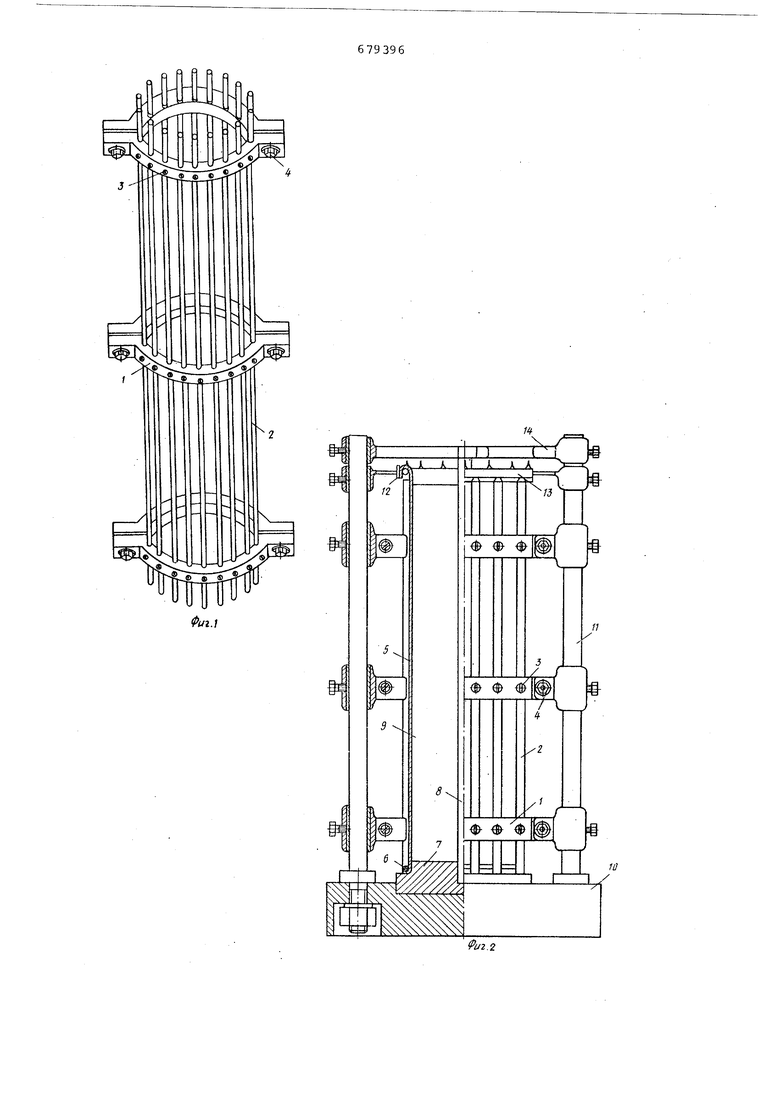
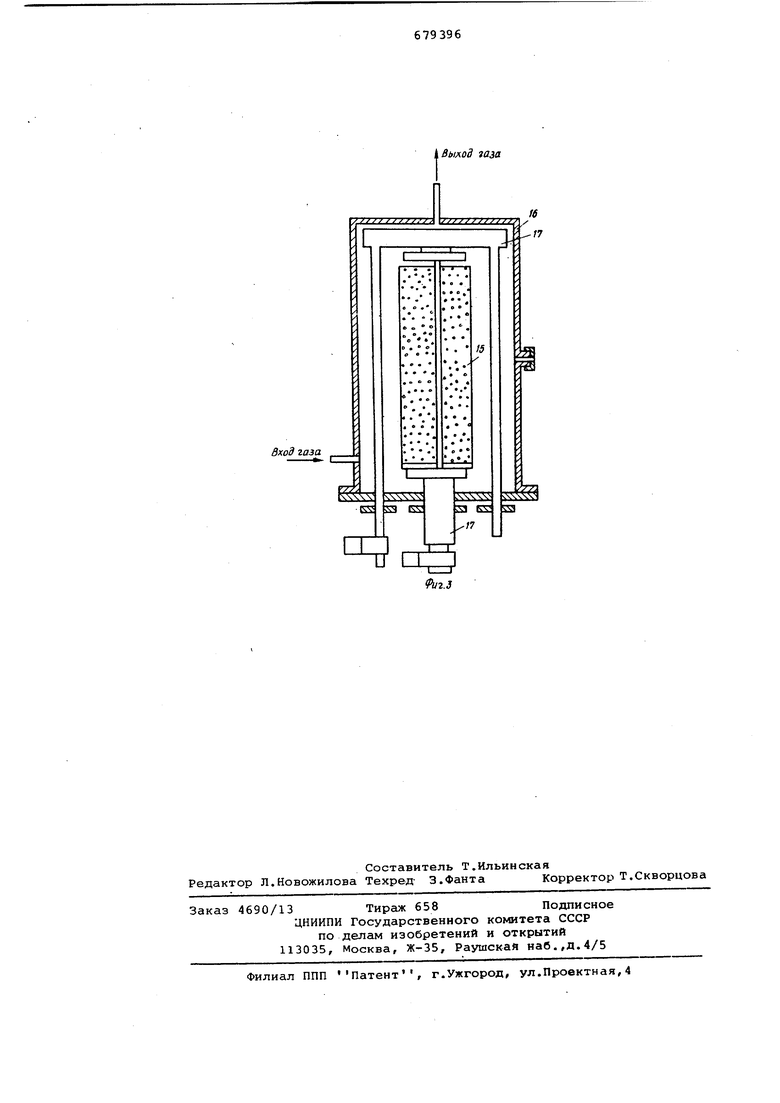
На фиг. 1 приведен общий вид наружного каркаса предлагаемой
0 в виде разъемного з продольном направлении беличьего колеса; на фиг. 2 приведен| пример крепления формы на вибрационном столе и вариант крепления слоя волокнистого материала на внутренней поверхности каркаса; на фиг. 3 приведен пример расположения формы в сборке аппарата для получения изделий из углерод ного порошка на пироуглеродной связ ке. Разъемные обоймы 1 изготовлены в виде полуколец из металла, жаростойкого при температурах до например из -стали Х18Н10Т. На обоймах 1 под стержни 2 расположены отверстия с определенным шагом.Рассто ние между отверстиями устанавливают опытно в зависимости от матери волокнистого слоя, конкретной задач и других условий. Стержни 2 в отверстиях обойм фиксируются стопорны ми винтами 3. Стержни 2 изготавлива ют из жаростойкого керамического ма териала, например из трубок фарфора или окиси алюминия диаметром 8-10 м Низкая электропроводность стержней исключает прохождение по Ним электрического тока в процессй связывания порошка пироуглеродом. В местах разъема обойм 1 приваре скобы с отверстиями, в которые установлены стяжные болты 4 с изоляционными втулками из окиси алюминия Изоляционными втулками и дистанцион рующими изоляционными шайбами из слюды выставляют изолирующий зазор в местах разъемов обойм. Разъемы обойм предотвращают прохождение электрического тока в обойме индуктированного током нагревательного элемента, и облегчают снятие формы с заготовки. Для одной формы количество разъемных обойм 1 зависит от требуемой долины изделия, прочности и жесткости стержней 2. С целью увеличения прочности и жесткости стержней 2 их армируют прутками из жаропрочного металла, но это необходимо делать так, чтобы стержни оставались токонепроводящими. Внутренняя поверхность каркаса снабжена слоем волокнистого материала 5, например хлопчатобумажной тканью. Этот слой предотвращает просыпание порошка через щели резъемного каркаса при формировании его в форме и уменьшает прочность сцепления поверхности изделия с внутренней поверхностью разъемного каркаса в период пиролитического связывания порошка, в качестве слоя волокнистого материала необходимо применять материалы обладающие большой газопроницаемос тью и не пропускающие мелкие фракции порошка при заполнении, формы. Для этой цели применимы такие материалы, как мешковина, упаковочна ткань, трикотажные ткани, стекло6ткани, асбестовые ткани, графитовые ткани и другие. Потеря прочностных свойств этими материалами во время пиролитического связывания порошка (t 500-1000С) , не отражается на качестве готового изделия, так как при этом основную нагрузку зафиксированного порошка несут стержни и разъемные обоймы. Бандаж 6 предназначен для крепления волокнистого материала 5 к днищу 7 формы.Бандаж 6 накладывают из шпагата или другого токонепроводящего гибкого материала.Днище 7 изготовлено в виде цилиндра,в верхней части которого выполнена выточка высотой 20-30 мм и диаметром, равным внутреннему диаметру формы плюс две толщины слоя волокнистого материала. Посредине высоты выточки выполнена кольцевая канавка для укладки бандажа 6. Днище 7 изготовлено из керамического материала или из графита, например, марки АРВ. По центру днища 7 имеется отверстие для прохода нагревательного элемента 8, который представляет собой цилиндрический стержень из графита или другого токопроводящего жаропрочного материала, совместимого с углеродным порошком при высоких температурах. Углеродный порошок 9 применяют в чистом виде определенного гранулометрического состава или в смеси с порошками других материалов. Форма устанавливается на плите 10 вибратора (на чертеже не показан). В плите, 10 выполнено цилиндрическое гнездо для днища 7 формы и отверстия для крепления удерживающих форму стоек 11. К верхней части стоек 11 прикреплено кольцо 12, внутренний диаметр которого равен внутреннему диаметру формы. Кольцо снабжено равномерно расположенными шипами для удержания волокнистого слоя на внутренней поверхности каркаса в натянутом состоянии. Прижим 13 охватывает кольцо 12. Выполнен он из гибкой металлической полосы с замком и служит для крепления волокнистого слоя на кольце во время заполнения формы углеродным порошком. Хомут 14 предназначен для фиксации свободного конца нагревательного элемента по центру формы во время заполнения ее углеродным порошком. Вибрационную плиту 10 с формой 15 устанавливают на вибраторе (на чертеже не показан), заводят сверху в форму гибкий рукав от питателя углеродного порошка (на чертеже не показан), включают вибратор, питатель, заполняя и уплотняя порошок в кольцевом пространстве между нагревательным элементом и формой. После этого форму 15 помещают в реакционную камеру 16 между токоподводами 17. Через камеру 15 продувают
углеводородный, например природный газ низкого давления (1,03 кг/см) с расходом его в 6 .
Размеры формы и ее элементов, мм:
Внутренний диаметр-формы 150 Длина формы1050
Диаметр стержня нагревательного элемента25.
С помощью токоподводов 17 через нагревательный элемент 8 пропускают электрический TOJC и нагревают порошок до 800-900 С в течение 10 ч, после чего плотность полученной заготовки составляет 1,3 г/см. Так через нагревательный элемент 8 в течение этого времени изменяют равномерно от 20 до 50 А, затем ток через нагревательный элемент 8 отключают, охлаждают форму 15 до комнатной температуры, снимают азъемный каркас, волокнистый материал 5, и повторяют пиролитический процесс до уплотнения изделия до плотности 1,9 г/см в течение 50 ч с равномерным изменением тока нагревателя 8 от 50 до 200 А (изменяя температуру заготовкИ)ДО 1000-1100 С). Охлаждение изделия осущесвляют продолжением продувки углеводородного газа в течение 1,5 ч при выключенном токе через нагревательный элемент.
Благодаря высокой газопроницаемости формы можно получать изделия предельной плотности пиролитическог процесса. Форма обладает erne достаточной жесткостью и позволяет связывать пироуглеродом крупногабаритные изделия без деформации в процессе связывания. В частности, с использованием предложенной формы получены изделия из графитового порошка на пироуглеродной связке диаметром 150 мм, длиной 1000 мм плотностью 1,9 г/см без брака по изделиям.
Себестоимость изделий, полученных при помощи предложенной формы, даже в лабораторных условиях сравнима с себестоимостью высокоплотных графитов, которые значительно уступают им по прочности и предельной длине изготовления.
Формула изобретения
1. Форма для получения углеродных изделий, содержащая газопроницаемый каркас, отличающаяся тем, что,с целью снижения брака по крупногабаритным углеродHfciiM изделиям, каркас выполнен из керамического материала и его внутренняя поверхность снабжена слоем волокнистого материала.
2.Форма по п. 1, отличающаяся тем, что слой волокнистого материала выполнен из хлопчатобумажной, асбестовой или стеклоткани .
3.Форма по п. 1, отличаю щ а я с я тем, что каркас выполнен разъемным.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 150532, кл. В 22 F 3/02 1961. 2. Патент Великобритании № 914776, кл. 90 К, 1963.
w
ч
| i X л
1А
ЧД
ф Ф ф
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2543223C2 |
| УГЛЕРОДНЫЙ СЛОИСТЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2215687C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2225354C2 |
| ГИБКИЙ ТОКОПОДВОД, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ НАСЫЩЕНИЯ ЕГО ПИРОУГЛЕРОДОМ | 1991 |
|
RU2031548C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ МНОГОСЛОЙНОЙ ТРУБКИ ДЛЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2020 |
|
RU2762000C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2001 |
|
RU2225353C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2000 |
|
RU2203218C2 |
| УГЛЕРОД-УГЛЕРОДНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ | 2014 |
|
RU2568733C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХИМИЧЕСКОГО ГЕРМЕТИЧНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 1993 |
|
RU2047792C1 |
| Устройство для получения изделий из пиролитического углерода | 1973 |
|
SU512998A1 |
5 /
4
/2
й/2.2
Вход газа
