Изобретение относится к области получения углеродных материалов на основе углеродных нитей и пироуглеродной матрицы и связано с производством изделий, имеющих массивную полую толстостенную или сплошную форму.
Изобретение может быть использовано при высоких температурах эксплуатации в химически агрессивных и нейтральных средах - в изделиях авиакосмической, высокотемпературной техники, химического и транспортного машиностроения при производстве материалов полупроводниковой техники и изделий с применением нанотехнологий.
Известен способ получения изделий, пропитанных углеродом (патент Великобритании 914776, МКИ: C 01 B 31/00), в котором пористая заготовка пропитывается в среде углеводородного газа за счет постепенного повышения температуры в исходной зоне и постепенного осаждения в ней пиролитического углерода в пределах продвигающейся границы пропитанной/непропитанной зоны. При этом скорость повышения температуры в исходной зоне ограничена так, чтобы зона, отделенная продвигающейся границей, в основном полностью пропитывалась углеродом.
Таким образом удается получить плотный углеродный материал с низкой газопроницаемостью. К недостаткам способа следует отнести прежде всего неопределенность в выборе скорости перемещения по сечению пропитываемой заготовки зоны, которая в основном полностью пропитана пироуглеродом. Это ведет к нестабильности плотности получаемого материала. Кроме того, для пропитки пиролитическим углеродом здесь используются материалы в виде графитового порошка, сажи или продуктов карбонизации хлопчатобумажных материалов и полимерного связующего, что предопределяет ограниченность прочностных свойств (например, в испытаниях на растяжение) получаемого материала. Из описания метода следует также, что размеры готовых изделий в виде труб ограничены длиной в двадцать пять сантиметров и толщиной стенки менее двух сантиметров.
Известен способ получения углерод-углеродных композиционных материалов (УУКМ), основанный на образовании пироуглерода в порах армированного углеродными волокнами каркаса из газовой фазы углеродсодержащего газа при атмосферном давлении при температуре оправки 1100oС (Бушуев Ю.Г. и др., Углерод-углеродные композиционные материалы, Москва, Металлургия, 1994, с.с. 51-61, 95-96). Однако конкретные параметры этого способа в описании отсутствуют и не указан метод (изотермический или термоградиентный), которым получены УУКМ, свойства которых приведены (табл.8.4, с. 108 и табл.8.5, с. 110).
Указанные недостатки способа частично устранены в газофазном методе получения углеродных и углерод-углеродных материалов (Газофазные методы получения углеродных и углерод-углеродных материалов, В.Гурин, В.Ф.Зеленский//Вопросы атомной науки и техники//ННЦ Харьковский физико-техн. ин-т. - Харьков. - 1999. - 4 (76) - С. 13-31), с помощью которого получают композиционный материал путем осаждения в зоне пиролиза пироуглеродной матрицы в каркас из углеродных нитей из газообразных углеводородов термоградиентным газофазным методом радиально движущейся зоны пиролиза в интервале температур нагрева 900-1000oС в реакционной камере.
Суть его в том, что готовится форма с пористой наружной обечайкой, заполняемая уплотняемым порошком или другим пористым углеродным материалом. По центру ее устанавливают резистивный нагреватель, форму помещают в камеру пиролиза с водоохлаждаемыми стенками и через отверстие в корпусе камеры устанавливают подвижную термопару. Горячий спай термопары позволяет контролировать температуру на поверхности нагревателя и градиент температуры по радиусу в процессе уплотнения пироуглеродом материала, помещенного в форму. В потоке природного газа при атмосферном давлении центральный стержень нагревают резистивно, и вокруг него в интервале температур 840-2500oC образуется сравнительно узкая (зависящая от конкретного градиента температур и свойств уплотняемого материала) зона пиролиза, в которой происходит связывание материала формы пироуглеродом. Температура в остальном объеме формы по радиусу ниже указанных в этом интервале значений. Там осаждение пироуглерода не происходит и имеется возможность свободного доступа углеводородного газа в зону пиролиза и выхода образующегося водорода в объем реакционной камеры. Затем осуществляют перемещение зоны пиролиза со скоростью 0,25-1,00 мм/ч путем постепенного увеличения электрической мощности, подводимой к нагревателю, при этом обычные значения реализуемых градиентов температур по радиусу на части формы еще не связанной пироуглеродом составляют 70-250 град/см. При реализации этого метода были достигнуты значения плотности уплотненного пироуглеродом графитового порошка до 1,97 г/см3, а ортогонально армированных структур на основе полиакрилонитрильных (ПАН) углеродных нитей до 1,75 г/см3 и больше. Одним из недостатков метода является тот, что при его реализации может иметь место существенный перегрев материала, лежащего вблизи центрального нагревателя, который тем больше, чем больше реализованный по радиусу насыщаемого каркаса градиент температуры. Это может явиться причиной снижения прочности материала, расположенного при насыщении пироуглеродом вблизи центрального нагревателя. Следующее замечание относится к рекомендованному значению скорости движения зоны пиролиза 0,25 мм/ч для насыщения пироуглеродом каркасов на основе ПАН углеродных нитей, хотя оптимальное ее значение обусловлено действием ряда факторов и в ходе процесса пироуплотнения постоянство этого параметра не всегда приводит к лучшему результату в отношении качества получаемого материала. Можно отметить также, что в методе не упомянуто имеющее место влияние концентрации углеводородного газа в атмосфере реакционной камеры на результат насыщения каркасов пироуглеродом. При описании насыщения каркасов пироуглеродом градиентным методом радиально движущейся зоны пиролиза не упомянуто о возможном наличии в реакционной камере осевых градиентов температур и их влияния на получаемый материал. Наличие металлического центрального нагревателя в получаемой сплошной (без отверстия) заготовке углеродного материала является одной из трудных проблем метода и замена его графитовым стержнем лишь отчасти может ее решить.
Задачей заявляемого технического решения является получение композиционного материала в виде заготовок определенной формы и, в особенности, - заготовок увеличенных размеров со стабильными и относительно равномерными по всему объему заготовок свойствами посредством рационального выбора конструктивных элементов и технологических параметров способа.
Это достигается тем, что в способе получения композиционного материала (КМ), включающем осаждение в зоне пиролиза пироуглеродной матрицы в каркас из углеродных нитей из газообразных углеводородов термоградиентным газофазным методом радиально движущейся зоны пиролиза в интервале температур нагрева 900-1000oС в реакционной камере, зону пиролиза углеводородного газа перемещают со скоростью не менее 0,03 мм/ч, контролируемое изменение градиента температуры осуществляют путем прекращения нагрева при достижении температуры внутренней поверхности каркаса, превышающей 1380oС, и теплоизоляции его наружной поверхности, избыточное давление углеводородного газа в реакционной камере устанавливают не менее 11 мм рт.ст., его расход - не более 35 м3/ч, а в качестве углеводородного газа используют природный газ при его концентрации в реакционной камере 70-100% объемных.
Кроме того, каркас выполняют на основе высокопрочных углеродных нитей и температуру его внутренней стенки поддерживают не выше 1300oС.
Кроме того, при насыщении пироуглеродом N каркасов равномерность их прогрева в реакционной камере по высоте обеспечивают центральным нагревателем сопротивления с переменной электропроводностью по высоте.
Кроме того, при реализации термоградиентного газофазного метода уплотнения путем перемещения радиально движущейся зоны пиролиза в качестве нагревателя используют стержень из композиционного материала, содержащий углеродные нити и пироуглеродную матрицу, который вставляют в каркас из углеродных нитей при подготовке его к уплотнению пироуглеродом.
Используемый для решения поставленной задачи способ радиально движущейся зоны пиролиза неизбежно сопровождается на протяжении всего процесса пиролитического уплотнения каркаса из углеродных нитей непрерывным изменением градиента температуры как по отношению к наружной (холодной) стенке каркаса, так и в пределах самой зоны пиролиза. Величина градиента температуры в зоне пиролиза является легко контролируемым параметром, позволяющим судить о тепловом режиме процесса пироуплотнения и о температуре уже уплотненной части каркаса. Условия пиролитического уплотнения каркаса по высоте неодинаковы по ряду причин. Из них особенно важна та, которая обусловлена наличием градиента температуры по высоте для точек с одинаковым радиусом внутри каркаса. Поэтому при контроле температуры в зоне пиролиза, на нагревателе и в других местах каркаса в конкретном поперечном сечении каркаса ее значения, полученные при измерениях, как правило, не соответствуют по величине соответствующим значениям температуры в других сечениях - особенно вблизи крышки и дна реакционной камеры. Следствием является то, что на протяжении всего процесса пиролитического уплотнения реализуются последовательно следующие ситуации.
Заданная по известному источнику температура на исходной (внутренней) поверхности насыщаемого каркаса в каждом его поперечном сечении устанавливается в разное время. При минимальном значении скорости радиально движущейся зоны пиролиза, установленной в одном из поперечных сечений каркаса (например, 0,03 мм/ч), реальные значения скоростей движения зоны пиролиза в других поперечных сечениях могут оказаться выше (достигая, например, 0,25 мм/ч). В ходе пироуплотнения каркаса существующая разница в значениях этих скоростей может быть сокращена и является параметром, влияющим на свойства КМ.
Градиент температуры в зоне пиролиза в ходе процесса пироуплотнения непрерывно растет, имея разные значения в каждом поперечном сечении каркаса. Ограничение его роста, обусловленное существующими требованиями к получаемому КМ, обеспечивается в определенный момент времени от начала процесса введением дополнительных слоев теплоизоляции, которую накладывают на наружную поверхность каркаса, предварительно прервав процесс его нагрева. После этого процесс пироуплотнения возобновляется и продолжается контролирование величины градиента температуры. В случае необходимости повторяется операция, обеспечивающая увеличение теплоизоляции каркаса.
Экспериментально установлено, что при скоростях движения радиально движущейся зоны пиролиза более 0,25 мм/ч не обеспечивается максимальная плотность КМ, полученного с использованием предлагаемого объемного содержания трехнаправленных углеродных нитей. Однако, если в определенные периоды процесса пироуплотнения реализовать скорость движения зоны пиролиза 0,25 мм/ч в том из сечений каркаса, где обычно устанавливается ее минимальное значение (в силу изложенного выше), в других поперечных сечениях каркаса эта скорость может оказаться выше 0,25 мм/ч и в соответствующих областях полученной заготовки композиционного материала не будет обеспечен необходимый уровень эксплуатационных характеристик. Описанные выше неоднородности температурного поля в разных сечениях каркаса наиболее ярко выражены в изделиях усложненной геометрической формы и максимальных для конкретного реактора пиролиза габаритов садки (например, высотой до 1,5 м и диаметром до 0,8 м). Поэтому, выбирая минимальное значение скорости радиально движущейся зоны пиролиза в одном из поперечных сечений каркаса на уровне 0,03 мм/ч и обеспечивая тем самым в других сечениях значения этой скорости в интервале 0,03-0,25 мм/ч, получаем КМ с максимально возможной плотностью, величина которой обусловливает пропорциональное изменение других физико-механических характеристик материала.
Снижение величины скорости радиально движущейся зоны пиролиза менее 0,03 мм/ч неоправданно прежде всего из-за экономических соображений, т.к. существенно удлиняется процесс пироуплотнения. Помимо экономических факторов дальнейшее уменьшение скорости радиально движущейся зоны пиролиза равносильно сближению параметров реализуемого термоградиентного метода с параметрами метода изотермического осаждения пироуглерода, оптимальные технологические режимы которого связаны, как известно, с необходимостью снижения давления углеводородного газа, например, путем вакуумирования реакционной камеры.
При контроле градиента температуры в зоне пиролиза и поддержании его в определенных пределах следует исходить из того, что чрезмерное увеличение его влияет на свойства получаемого КМ и ограничивается для конкретного КМ на определенном уровне. А снижение градиента температуры в зоне пиролиза менее определенных значений приближает используемый термоградиентный метод осаждения пироуглерода, как изложено выше, в область изотермического способа осаждения пироуглерода с неоптимальными для данного случая, как показано выше, параметрами его проведения.
Давление углеводородного газа в реакционной камере выбрано близким к атмосферному при его избыточном значении не менее 11 мм рт.ст. с целью предотвращения возможности попадания в атмосферу реакционной камеры воздуха при случайных, чаще аварийного характера, неисправностях или отключениях в устройствах, обеспечивающих электронагрев уплотняемых каркасов. При этом кислород воздуха, попадая в реакционную камеру, может вызывать при высокой температуре каркаса из углеродных нитей окисление этих нитей и, следовательно, снижение их прочности и прочности полученного КМ. Поэтому при избыточном давлении газа в реакционной камере менее 11 мм рт.ст., как показывают оценки и практика работы на реакторах разных типов, указанная возможность проникновения воздуха в объем реакционной камеры не исключается. При значениях избыточного давления в камере более 11 мм рт.ст. камера реактора надежно изолирована от воздуха. При этом чрезмерное увеличение избыточного давления нецелесообразно по конструктивным и технологическим соображениям.
Расход углеводородного газа через реакционную камеру обусловлен прежде всего объемом рабочего пространства самой камеры и величиной суммарной поверхности подложки (каркаса), на которую осаждается пироуглерод. В общем случае он прямо зависит от массы садки насыщаемых каркасов и продолжительности реакции пиролиза. Поэтому предельный расход углеводородного газа в количестве 35 м3/ч обеспечивает в нашем случае реализацию способа изготовления КМ в наибольших по объему реакционных камерах установок типа ГФ-3 при максимальных вышеуказанных размерах насыщаемых каркасов. Превышение расхода газа сверх 35 м3/ч неоправданно по чисто экономическим соображениям.
Использование природного газа для пиролитического уплотнения каркасов обусловлено его доступностью и высокой концентрацией углеродсодержащего компонента - метана (98 об.%). А выбранный интервал концентраций природного газа в реакционной камере 70-100 об.% диктуется условиями взаимной диффузии природного газа и водорода, образующегося в ходе реакции пиролиза природного газа. Снижение концентрации природного газа в реакционной камере менее 70 об. % связано с таким количеством выделяющегося водорода, которое препятствует формированию пироуглеродных отложений оптимальной модификации и их росту. Оптимальный диапазон концентраций природного газа в реакционной камере в интервале 70-100 об.% обеспечивается установкой определенного расхода природного газа через реакционную камеру в ходе процесса пироуплотнения.
С целью получения КМ с максимальными прочностными характеристиками каркас материала необходимо делать из высокопрочных углеродных нитей. Такими свойствами обладают, в частности, углеродные нити на основе полиакрилонитрильного исходного сырья. При этом названные нити сохраняют свои прочностные свойства при нагреве до температуры около 1300oС, а при дальнейшем повышении температуры прочностные свойства постепенно снижаются. Причина заключается в имеющем место выше этой температуры процессе графитации материала углеродных нитей, продолжающемся до температур 2300-2700oС и сопровождающемся непрерывной перестройкой кристаллической структуры материала нитей, сближения ее со структурой чистого графита и постепенным снижением прочности нитей. Поэтому, осуществляя процесс пироуплотнения каркасов из этих нитей в соответствии с изложенной выше последовательностью действий, величину теплоотдачи с боковой поверхности насыщаемого каркаса меняют так (по результатам контроля градиента температуры в зоне пиролиза), чтобы максимальная температура каркаса со стороны нагревателя не превышала 1320oС.
Используемые при реализации предлагаемого способа реакторы пиролиза природного газа имеют реакционные камеры, где высота рабочего пространства превышает, как правило, реальные размеры каркасов конкретных изделий. При этом нередко наружные размеры каркаса по всем трем пространственным направлениям близки по величине. Это обусловливает необходимость одновременной загрузки в реакционную камеру нескольких (N) каркасов для пироуплотнения. Под действием краевых эффектов в этом случае зачастую происходит неравномерный нагрев всей садки из N каркасов в реакционной камере при использовании обычного трубчатого графитового нагревателя. Указанное обстоятельство существенно усугубляет описанный выше неравномерный по высоте и по радиусу каркасов прогрев их в ходе пироуплотнения. Поэтому в предлагаемом способе при пироуплотнении крупногабаритных N каркасов из углеродных нитей используется центральный нагреватель из графитовой трубы, сечение которой подбирается так, чтобы свести к минимуму возникающие при его использовании градиенты температуры по высоте N каркасов в зоне пиролиза.
В случае пироуплотнения каркасов из углеродных нитей с последующим использованием получаемого КМ в изделиях без центрального отверстия в предлагаемом способе применен центральный нагреватель в виде стержня из КМ на основе углеродных нитей и пироуглеродной матрицы. Он изготавливается необходимой длины, обусловленной высотой реакционной камеры, и формы и при сборке садки из одного или нескольких каркасов вставляется по центру вдоль оси каждого из каркасов, которые должны быть соответствующим образом подготовлены к этой операции. Собранная садка подвергается затем пироуплотнению из газовой фазы природного газа. Вставленный в каркас стержень из КМ играет роль нагревателя, который вначале разогревается до температуры начала пиролиза природного газа, а затем, по мере продвижения зоны пиролиза к наружной поверхности каркаса, полностью сращивается пироуглеродной матрицей с насыщаемым каркасом и, по завершении процесса пироуплотнения, становится составной частью КМ без центрального отверстия. При этом следует выполнять вышеописанные условия, обеспечивающие сохранение свойств КМ в центре заготовки, близких к свойствам в остальных ее частях. Уровень отличия в этих свойствах определяется требованиями к получаемому КМ. Изменение этого расхождения в свойствах в определенных пределах достигается модифицированием конструкции и структуры центрального нагревателя из КМ и описанными выше действиями по регулированию теплоотдачи с боковой поверхности каркаса при пироуплотнении.
Заявляемый способ получения композиционного материала осуществляли следующим образом.
Пример 1. Каркас, изготовленный из углеродных нитей марки УКН-5000, высотой 1260 мм, наружным диаметром 740 мм и внутренним диаметром 400 мм помещали в реакционную камеру установки ГФ-3 коаксиально центральному графитовому нагревателю. В реакционную камеру подавали природный газ под избыточным давлением 18 мм рт.ст. и включали нагреватель. В процессе нагрева каркаса производился контроль температуры в трех местах по высоте: в верхней, средней и нижней его частях. На каждом из этих уровней в разные периоды всего процесса пироуплотнения устанавливали определенные значения скорости движения зоны пиролиза.
По достижении в центральной зоне на внутренней поверхности каркаса температуры 900oС начинали перемещать термопару в этой зоне со скоростью 0,25 мм/ч до тех пор, пока внутренняя поверхность верхней зоны каркаса не нагревалась до температуры 900oС. Затем скорость движения зоны пиролиза в средней части каркаса снижали до 0,08 мм/ч, обеспечивая при этом скорость движения зоны пиролиза в верхней части каркаса на уровне 0,25 мм/ч. По достижении на внутренней поверхности каркаса в нижней его части температуры 900oС, снижали скорость движения зоны пиролиза в средней части каркаса до уровня не менее 0,03 мм/ч. Скорость движения зоны пиролиза в нижней части каркаса составляла при этом 0,25 мм/ч, а в верхней части каркаса - 0,12 мм/ч.
В ходе процесса пироуплотнения каркаса постоянно контролировали величину градиента температуры в зоне пиролиза, который непрерывно увеличивался. Когда он доходил до уровня, соответствующего нагреву внутренней поверхности каркаса до температуры 1250oС, нагрев прекращали. После охлаждения прекращали подачу природного газа и на каркас накладывали теплоизолирующий термостойкий материал (асботкань марки АТ-3).
Затем были возобновлены подача природного газа и нагрев каркаса. При достижении температуры 900oС в зоне пиролиза, устанавливали скорость ее движения в средней и верхней частях каркаса не менее 0,03 мм/ч, что обеспечивало поддержание скорости движения зоны пиролиза в нижней части каркаса на уровне 0,25 мм/ч.
По мере роста объема насыщенной пироуглеродом части каркаса скорость движения зоны пиролиза в средней части каркаса увеличивали, поддерживая ее в нижней части каркаса на уровне 0,25 мм/ч. При этом возрастал и градиент температуры в зоне пиролиза. Когда градиент температуры повышался до значения, соответствующего подъему температуры на внутренней поверхности каркаса не более 1280oС, нагрев отключали. Скорость движения зоны пиролиза в средней части каркаса в момент отключения нагрева составляла 0,08 мм/ч. После охлаждения отключали подачу газа и каркас вновь теплоизолировали по наружной поверхности асботканью АТ-3. Затем в реакционную камеру подавали природный газ и включали нагрев каркаса. По достижении в нижней части каркаса в зоне пиролиза температуры 1000oС начинали осуществлять движение зоны пиролиза в средней части каркаса со скоростью 0,08 мм/ч, поддерживая ее значение в нижней части каркаса на уровне 0,25 мм/ч.
Скорость движения зоны пиролиза средней части каркаса постепенно повышали по мере приближения зоны пиролиза к наружной поверхности каркаса и завершали процесс пироуплотнения каркаса при скоростях движения зоны пиролиза на всех его уровнях, равной 0,25 мм/ч. Температура внутренней стенки каркаса при этом не превышала 1300oС. Продолжительность процесса пироуплотнения каркаса составила в общей сложности 970 часов. В течение описанных этапов перемещения по каркасу зон пиролиза расход природного газа поддерживали на уровне 30 м3/ч, а его концентрация в реакционной камере в процессе пироуплотнения находилась в пределах 75-95 об.%.
После выключения нагрева, охлаждения садки и отключения подачи природного газа производили необходимые профилактические работы. Садку доставали из реакционной камеры и разбирали. Определенную часть полученного композиционного материала подвергали испытаниям на образцах, вырезанных из верхней, средней и нижней частей заготовки.
Пример 2. Каркас, изготовленный из углеродных нитей марки Урал Н-22 и Кулон Н-24, высотой 250 мм, наружным диаметром 220 мм и внутренним диаметром 60 мм помещали в реакционную камеру установки ГФ-1. В камеру подавали природный газ под избыточным давлением 15 мм рт.ст. и устанавливали его расход в количестве 3 м3/ч. Затем производили нагрев каркаса центральным графитовым нагревателем до установления на его внутренней поверхности температуры 900oС. После этого включали механизм перемещения термопары и устанавливали скорость перемещения термопары 0,20 мм/ч. В ходе пироуплотнения осуществляли контролирование градиента температуры в зоне пиролиза и прекращали нагрев каркаса тогда, когда градиент температуры возрастал до значения, соответствующего нагреву внутренней стенки каркаса до температуры 1380oС. После охлаждения каркаса подачу газа прекращали и на его наружную поверхность накладывали теплоизолирующий термостойкий материал (асботкань марки АТ-3).
Затем камеру закрывали и после подачи природного газа продолжали нагрев и пироуплотнение каркаса. Радиальное движение зоны пиролиза осуществляли при 1000oС. Концентрация природного газа в реакционной камере в ходе пироуплотнения находилась в пределах 80-98 об.%. По окончании пироуплотнения наружной поверхности каркаса температура на его внутренней поверхности не превышала 1400oС. После отключения нагрева, охлаждения реакционной камеры, отключения подачи газа и выполнения необходимых профилактических работ садку разбирали. Полученный КМ подвергали испытаниям на образцах, вырезанных из заготовки.
Пример 3. Каркас, изготовленный из углеродных нитей марки УКН-5000, высотой 430 мм, наружным диаметром 220 мм и внутренним диаметром 60 мм помещали в реакционную камеру установки ГФ-1. При подаче в реакционную камеру природного газа под избыточным давлением 14 мм рт.ст. с расходом 5 м3/ч производили нагрев каркаса до установления на его внутренней поверхности температуры 1000oС. Перемещая термопару от внутренней к наружной поверхности каркаса со скоростью 0,25 мм/ч, контролировали градиент температуры в зоне пиролиза. При его значении, соответствующем прогреву внутренней поверхности каркаса до температуры около 1260oС, процесс насыщения приостанавливали, отключая нагрев. После отключения подачи газа и охлаждения каркаса на его наружную поверхность накладывали теплоизолирующий термостойкий материал (асботкань марки АТ-3).
Затем реакционную камеру закрывали, осуществляли подачу природного газа и производили нагрев каркаса до достижения температуры в зоне пиролиза 1000oС. Процесс пироуплотнения продолжали, перемещая термопару со скоростью 0,25 мм/ч. Продолжая контроль градиента температуры в зоне пиролиза, процесс пироуплотнения вели до такого значения градиента температуры в зоне пиролиза, которому соответствовала температура 1260oС на внутренней поверхности каркаса. Тогда нагрев прекращали и после охлаждения каркаса и отключения подачи газа снова накладывали на наружную поверхность каркаса асботкань марки АТ-3. Далее подачу газа возобновили, каркас нагрели и процесс пироуплотнения был продолжен при температуре 1000oС в зоне пиролиза и движении ее со скоростью 0,25 мм/ч. В продолжение всего процесса пироуплотнения концентрация природного газа в реакционной камере находилась в пределах 80-97 об.%. Температура внутренней стенки каркаса перед отключением нагрева не превышала 1270oС. После окончания пироуплотнения каркаса и его охлаждения отключали подачу газа, проводили необходимые профилактические работы и садку разбирали. Полученный КМ подвергался испытаниям на образцах, вырезанных из заготовки.
Пример 4. В реакционную камеру установки ГФ-3 помещали три каркаса из углеродных нитей марки УКН-5000, каждый из которых имел высоту 340 мм, наружный диаметр 490 мм и внутренний диаметр 225 мм. Каркасы были размещены на графитовом нагревателе в виде трубы, сечение которой по высоте выполнено таким, чтобы обеспечить усиленный нагрев нижнего каркаса, нагрев меньшей интенсивности верхнего каркаса и умеренный нагрев среднего каркаса. Подавая в реакционную камеру природный газ под избыточным давлением 16 мм рт.ст. и устанавливая его расход на уровне 30 м3/ч, производили нагрев каркасов. По достижении на внутренней поверхности каркасов температуры 900oС включали механизм перемещения термопары, контролирующей зону пиролиза среднего каркаса, и начинали перемещать ее со скоростью 0,25 мм/ч.
В ходе пироуплотнения каркасов осуществлялся контроль за изменением градиента температуры в зоне пиролиза. При возрастании его до уровня, соответствующего нагреву внутренней поверхности каркасов до температуры 1300oС, нагрев прекращали. После охлаждения каркасов и отключения подачи природного газа на их наружную поверхность накладывали теплоизолирующий термостойкий материал (асботкань марки АТ-3). Затем вновь подавали природный газ в реакционную камеру и продолжали пироуплотнение каркасов при нагреве зоны пиролиза до 900oС и перемещении ее со скоростью 0,25 мм/ч.
По истечении определенного времени температуру в зоне пиролиза повышали до 1000oС и с той же скоростью движения зоны пиролиза вели пироуплотнение каркасов до их наружной поверхности. Концентрация природного газа в реакционной камере в ходе пироуплотнения составляла 75-97 об.%.
Пироуплотнение каркасов заканчивали, отключая нагрев. При этом максимальная температура на их внутренней поверхности не превышала 1300oС. После охлаждения реакционной камеры и отключения подачи газа выполняли необходимые профилактические работы и садку разбирали. Для проверки характеристик полученного КМ производили испытания на образцах, вырезанных из каждой заготовки.
Пример 5. В каркас, изготовленный из углеродных нитей марки УКН-5000 и Урал Н-22, высотой 200 мм и диаметром 160 мм был помещен вдоль его оси стержень диаметром 12 мм из углеродного КМ на основе нитей марки УКН-5000 и Урал Н-22 и пироуглеродной матрицы. Длина стержня несколько превышала высоту каркаса, что обеспечивало возможность подключения к нему токоподводящих графитовых элементов. Затем собранную садку помещали в реакционную камеру установки ГФ-1. В реакционную камеру подавали природный газ при избыточном давлении 13 мм рт.ст. и расходе 3 м3/ч и включали нагрев. После достижения температуры 900oС на поверхности нагревателя из углерод-углеродного КМ включали механизм перемещения термопары и устанавливали скорость ее движения 0,22 мм/ч. После подъема градиента температуры в реакционной камере до уровня, соответствующего прогреву нагревателя до температуры 1330oС, нагрев отключали. После охлаждения садки и отключения подачи газа производили обмотку наружной поверхности каркаса термостойким теплозащитным материалом (асботкань марки АТ-3). Затем в реакционную камеру снова подавали природный газ и, по достижении в реакционной зоне температуры 950oС, начинали перемещать термопару со скоростью 0,18 мм/ч. Концентрация природного газа в реакционной камере в процессе пироуплотнения находилась в пределах 90-99 об. %.
По завершении процесса пироуплотнения внешней поверхности каркаса температура на поверхности нагревателя из углерод-углеродного КМ перед отключением нагрева не превышала 1340oС. После охлаждения реакционной камеры отключали подачу природного газа, проводили необходимые профилактические работы и разбирали садку. Свойства полученного КМ проверяли по результатам испытаний образцов, вырезанных из полученной заготовки без центрального отверстия.
Пример 6. В реакционную камеру установки Агат 3,2 были помещены два каркаса из углеродной нити марки УКН-5000, каждый из которых имел высоту 310 мм, наружный диаметр 365 мм и внутренний диаметр 145 мм. Каркасы были размещены на графитовом нагревателе, конструкция которого обеспечивала усиленный нагрев нижнего каркаса в садке по сравнению с верхним каркасом. В реакционную камеру подавали природный газ под избыточным давлением 17 мм рт.ст. и устанавливали расход в количестве 9 м3/ч. Включали нагрев каркасов и, после достижения на внутренней поверхности каждого каркаса температуры 900oС, включали механизм перемещения термопары и устанавливали скорость ее движения 0,25 мм/ч.
По мере продвижения зоны пиролиза следили за соответствующим ростом градиента температуры в ее пределах и прекращали нагрев по достижении на внутренней поверхности каркасов температуры 1230oС. После охлаждения садки производили обмотку наружной поверхности каркаса термостойким теплозащитным материалом (асботкань марки АТ-3). Затем снова подавали природный газ в реакционную камеру, включали нагрев и по достижении в зоне пиролиза температуры 900oС продолжали пироуплотнение каркасов со скоростью движения зоны пиролиза 0,25 мм/ч.
Пироуплотнение каркасов прекращали, когда на их внутренней поверхности температура поднималась до 1250oС. После охлаждения реакционной камеры снова отключали газ и обматывали наружную поверхность каркасов асботканью АТ-3. Далее возобновляли подачу газа, нагрев и движение зоны пиролиза со скоростью 0,25 мм/ч по достижении в ней температуры 1000oС. Концентрация природного газа в реакционной камере в процессе пироуплотнения находилась в пределах 80-96 об.%.
Процесс пироуплотнения сопровождался ростом градиента температуры в зоне пиролиза и ростом температуры в уплотненной части каркасов, но в момент завершения пироуплотнения наружной поверхности каркасов температура на их внутренней поверхности не поднималась выше 1270oС. После охлаждения реакционной камеры отключали подачу газа, проводили необходимые профилактические работы и разбирали садку. По результатам испытаний образцов, вырезанных из полученных заготовок, проверяли качество полученного КМ.
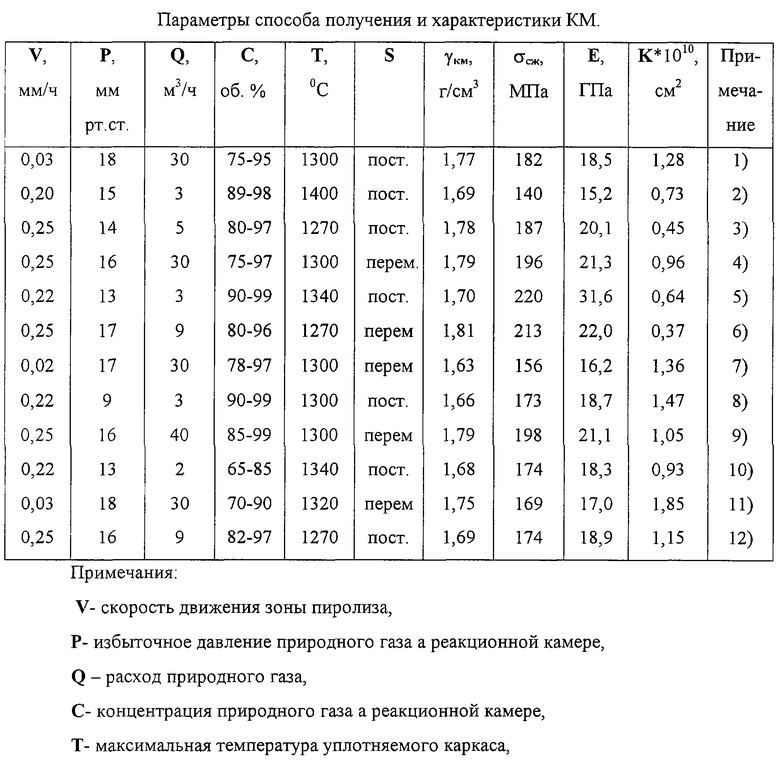
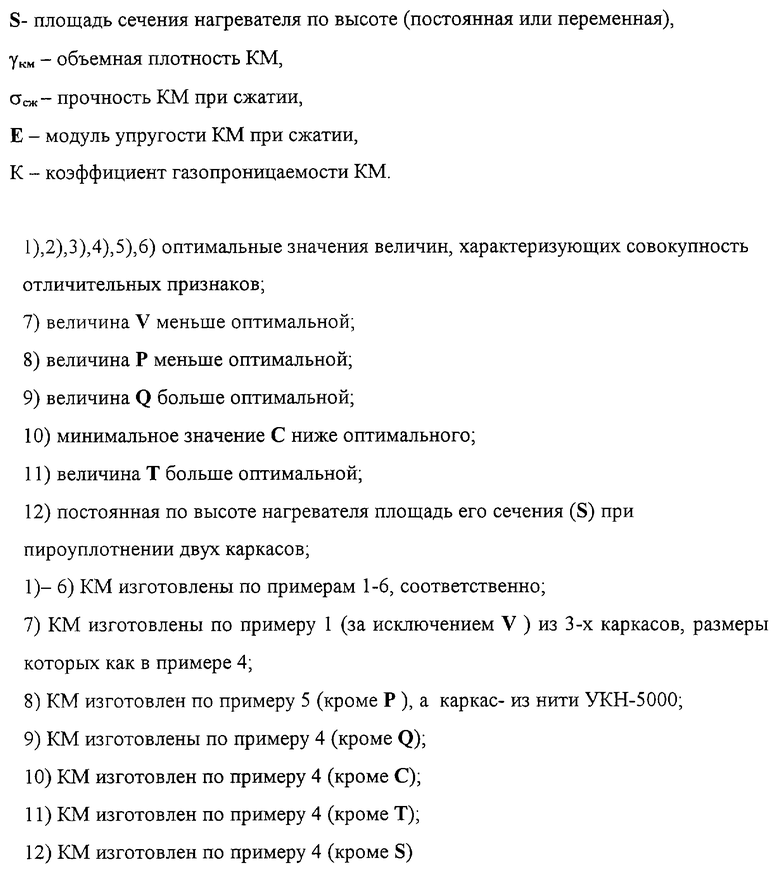
Совокупность параметров предлагаемого способа получения композиционного материала и результаты испытаний КМ, полученных в примерах 1-6 и им подобных, приведены в таблице.
Таким образом, заявляемый способ получения композиционного материала обеспечивает реализацию высоких прочностных характеристик изготовленного композиционного материала (примеч. 1)-6)). Материалы, произведенные при параметрах способа получения, отличающихся от заявляемых значений, имеют ухудшенные свойства:
- пониженную плотность и прочность - из-за нарушения оптимальных условий протекания пиролиза природного газа, диффузии углерода в объеме каркаса и обратной диффузии образующегося водорода, т.к. при выбранной скорости движения зоны пиролиза (V) условия осаждения пироуглерода фактически близки к изотермическим, а оптимальные параметры изотермического процесса лежат в области других значений; кроме того при реализованной скорости движения зоны пиролиза заметно возросла (примерно на 10%) трудоемкость изготовления КМ (примеч. 7));
- пониженные прочностные свойства, обусловленные имевшим место частичным окислением каркаса кислородом воздуха, попавшим в реакционную камеру в ходе процесса пироуплотнения через гидрозатвор природного газа с пониженным избыточным давлением (Р) (примеч. 8));
- повышенную трудоемкость изготовления КМ (до 15%) из-за чрезмерного расхода природного газа (Q) при осаждении пироуглерода (примеч. 9));
- пониженные прочностные свойства из-за нарушения оптимальных условий протекания диффузионных процессов в реакционной камере при пироуплотнении вследствие пониженной концентрации природного газа (С) и, соответственно, завышенной концентрации водорода (примеч. 10));
- пониженные прочностные свойства материала на основе высокопрочных углеродных нитей, подвергшихся при уплотнении пироуглеродом перегреву выше оптимальной величины (Т), результатом которого стала частичная графитация полученного КМ (примеч. 11));
- пониженные прочностные свойства материала, находящегося в реакционной камере в неоптимальных условиях пироуплотнения из-за неравномерного (по высоте) нагрева каркасов нагревателем с постоянной площадью сечения (S) по высоте (примеч. 12)).
Изобретение предназначено для авиакосмической, высокотемпературной техники, химического и транспортного машиностроения, полупроводниковой и нанотехнологии. Изготавливают каркас из углеродных нитей и помещают в реакционную камеру коаксиально графитовому нагревателю. В качестве нагревателя можно использовать стержень из композиционного материала, выполненный из углеродных нитей и пироуглеродной матрицы. В реакционную камеру подают природный газ. Концентрация природного газа в реакционной камере 70-100 об.%. Включают нагреватель. Проводят осаждение пироуглеродной матрицы термоградиентным газофазным методом радиально движущейся зоны пиролиза в интервале температур нагрева 900-1000oС. Зону пиролиза перемещают со скоростью не менее 0,03 мм/ч. Градиент температуры контролируют путем прекращения нагрева при достижении температуры внутренней поверхности каркаса, превышающей 1380oС, и теплоизоляции его наружной поверхности. При изготовлении каркаса из высокопрочных углеродных нитей температуру его внутренней стенки поддерживают не выше 1300oС. Избыточное давление природного газа устанавливают не менее 11 мм рт.ст., его расход - не более 35 м3/ч. При насыщении пироуглеродом N каркасов равномерность их прогрева по высоте обеспечивают центральным нагревателем сопротивления с переменной электропроводностью по высоте. Объемная плотность материала 1,69-1,81 г/см3, прочность при сжатии 140-220 МПа, модуль упругости при сжатии 15,2-31,6 ГПа, коэффициент газопроницаемости 0,37-1,28•10-10 см2. 3 з.п. ф-лы, 1 табл.
| ГУРИН В., ЗЕЛЕНСКИЙ В.Ф | |||
| Газофазные методы получения углеродных и углерод-углеродных материалов | |||
| Вопросы атомной науки и техники | |||
| ННЦ Харьковский физико-технический институт | |||
| - Харьков, 1999, вып | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| БУШУЕВ Ю.Г | |||
| и др | |||
| Углерод-углеродные композиционные материалы | |||
| - М.: Металлургия, 1994, с.51-69, 95-96 | |||
| УГЛЕРОД-УГЛЕРОДНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1992 |
|
RU2034780C1 |
| ПОГЛОТИТЕЛЬ ЭНЕРГИИ ПУЧКА УСКОРИТЕЛЬНО-НАКОПИТЕЛЬНОГО КОМПЛЕКСА | 1992 |
|
RU2054833C1 |
| ЗЕРКАЛО | 1995 |
|
RU2107315C1 |
| ФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2135854C1 |
| US 3164487 А, 05.01.1965 | |||
| US 3895084 А, 15.07.1975 | |||
| US 5948330 А, 07.09.1999 | |||
| УСТРОЙСТВО для УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМИЛИНИЯМИ | 0 |
|
SU336648A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

