1
Изобретение относится к области нанесения покрытий на длинномерные изделия путем взаимодействия с жидкой средой {жидким расплавом, суспензией г компаундом).
Известно устройство для нанесения покрытий на длинномерные изделия, включсоошее в себя открытую ванну с материалом покрытия, на выходе из которой установлен калибр для профилирования обрабатываемого изделия.1.
Недостаток этого устройства - необходимость покрытий каждой элементарной производстве лтогожильньлс проводов,поэтому операцию покрытия и последующее скручивание в многожильный провод осуществляют на разных установках в две стадии, что сложно и малопроизводительно.
Известно также устройство для нанесения покрытий на многожильные провода, содержащее ванну для расплава материала покрытия, связанную подающим патрубком с обогреваемым коническим барабаном, на выходе из которого стационарно установлен формующий калибр со средствами его охлаждения 12.
Наиболее близким техническим решением к изобретению является это устройство.
Недостатком такого устройства является то, что после лужения проводники охлаждаются и скручиваются, а междупроволочные пространства между ними остаются незаполненными расплавом, что является недопустимым при изготовлении, например, сверхпроводящих проводников, у которых при полном заполнении междупроволочных пространств значительно увеличивается динамическая стабильность, повышаются теплопроводность, эффективный периметр теплопередачи.
Целью изобретения является повышение качества изделий.
Это достигается тем, что устройство снабжено направляющим калибром, установленным перед формующим и связанным с ним соединительным каналом, выполненным на пересечении с подающим патрубком.
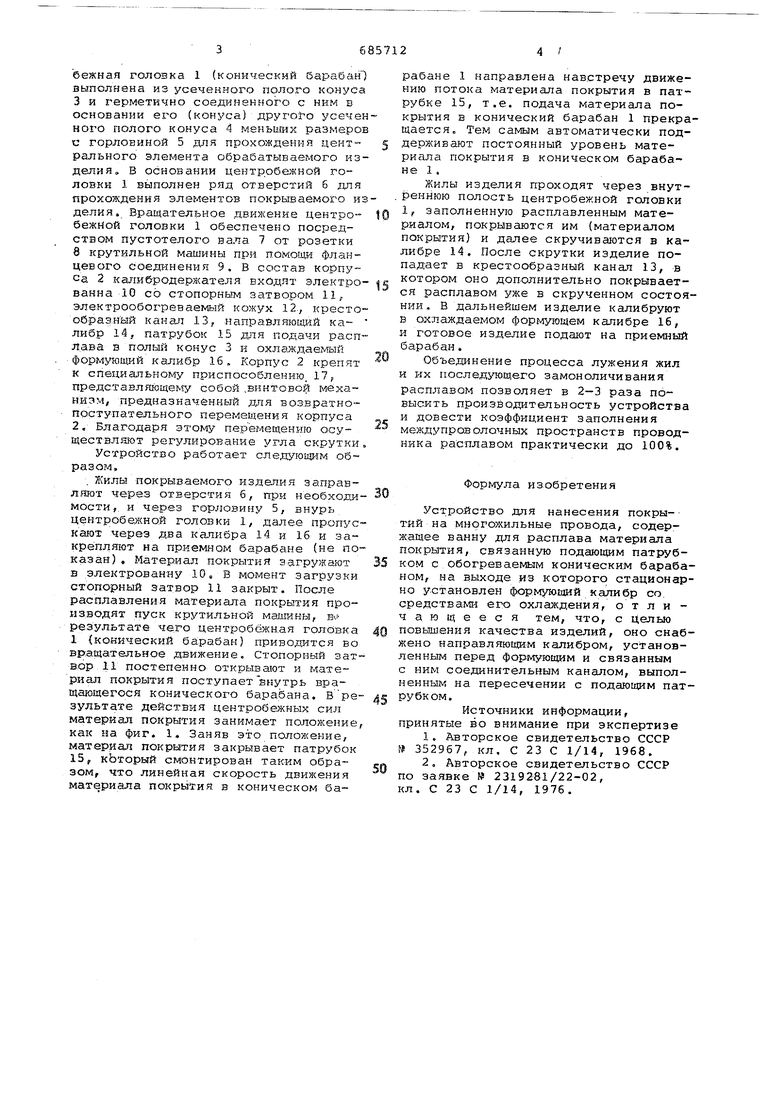
На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - то же, с крутильной машиной.
Устройство состоит из двух основных частей: центробежной головки 1 и корпуса 2 калибродержателя. Центробежная головка 1 (конический Г5ара6ан) выполнена из усеченного полого конуса 3 и герметично соединенного с ним в основании его (конуса) другоЗ-о усеченного полого конуса 4 меньших размеров с горловиной 5 для прохождения центрального элемента обрабатываемого изделия, В основании центробежной головки 1 выполнен ряд отверстий б для прохождения элементов покрываемого изделия. Вращательное движение ueHTpO бежной головки 1 обеспечено посредством пустотелого вала 7 от розетки 8 крутильной машины при помощи фланцевого соединения 9, В состав корпуса 2 калибродержателя входят электрованна 10 со стопорным затвором 11, электрообогреваемый кожух 12., крестообрааный канал 13, направляющий калибр 14, патрубок 15 для подачи расплава в полый конус 3 и охлаждаег«1ый формующий калибр 16, Корпус 2 крепят к специальному приспособлению, 11, представляющеьгу собой .винтовой механизм, предназначенный для воэвратнопоступательного перемещения корпуса 2. Благодаря этому перемещению осуществляют регулирование угла скрутки
Устройство работает следующим образом,
Жклы покрываемого изделия заправляют через отверстия б, при необходимости,, и через горловину 5, внурь центробе1жной головки 1, далее пропускшох через два калибра 14 и 16 и закрепляют на приемном барабане (не показан) , Материал покрытия загружают в электрованну 10. В момент загрузки стопорный затвор И закрыт. После расплавления материала покрытия производят пуск крутильной , Bv
результате чего центробежная головка 1 {конический барабан) приводится во вращательное двйжен5-5е. Стопорный зат в:Ор 11 постепенно открывают и материал покрьзтия поступает Ънутрь вращающегося конического барабана, Врезультате действия центробежных сил материал покрытия занимает положение, как иа фиг. 1. Заняв это положение, материап покрытия закрывает патрубок 15, кЬторый смонтирован таким образом, что линейная скорость движения материала покрытия в коническом барабане 1 направлена навстречу движению потока материала покрытия в патрубке 15, т.е. подача материала покрытия в конический барабан 1 прекращается. Тем самым автоматически поддерживают постоянный уровень материала покрытия в коническом барабане 1 .
Жилы изделия проходят через внут. реннюю полость центробежной головки
1, заполненную расплавленным материалом, покрываются им (материалом покрытия) и далее скручиваются в калибре 14. После скрутки изделие попадает в крестообразный канал 13, в
„ котором оно дополнительно покрывается расплавом уже в скрученном состоянии, В дальнейшем изделие калибруют в охлаждаемом формующем калибре 16, и готовое изделие подают на приемный барабан.
0 Объединение процесса лужения жил и их последующего замоноличивания расплавом позволяет в 2-3 раза повысить производительность устройства и довести коэффициент заполнения
междупроволочных пространств проводника расплавом практически до 100%.
Формула изобретения
Устройство для нанесения покры- тйй на многожильные провода, содержащее ванну для расплава материала покрытия, связанную подающим патрубком с обогреваемым коническим барабаном, на выходе из которого стационарно установлен формующий калибр со. средствам- его охлаждения, о т л и чающееся тем, что, с целью
повышения качества изделий, оно снабжено направляющим калибром, установленным перед формующим и связанным с ним соединительным каналом, выполненным на пересечении с подающим патрубком.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 352967, кл, С 23 С 1/14, 1968.
2, Авторское свидетельство СССР
по заявке 2319281/22-02, кл. С 23 С 1/14, 1976.
«
tS
иг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия на многожильные провода | 1976 |
|
SU617488A1 |
| СПОСОБ СКРУТКИ СЕРДЕЧНИКА МНОГОЖИЛЬНЫХ КАБЕЛЕЙ СВЯЗИ, УСТРОЙСТВО ДЛЯ СКРУТКИ И МНОГОЖИЛЬНЫЙ КАБЕЛЬ СВЯЗИ | 2009 |
|
RU2396620C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ МНОГОЖИЛЬНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ | 1968 |
|
SU211261A1 |
| Устройство для уплотнения скрученных кабельных жил | 1983 |
|
SU1124385A1 |
| Крутильный орган машины реверсивной скрутки | 1972 |
|
SU546943A1 |
| Машина для скрутки | 1984 |
|
SU1352537A1 |
| ЭЛЕКТРИЧЕСКИЙ МНОГОЖИЛЬНЫЙ КАБЕЛЬ | 2016 |
|
RU2642419C1 |
| ГИБКАЯ ПРОТЯЖЕННАЯ ГИДРОАКУСТИЧЕСКАЯ АНТЕННА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2024 |
|
RU2825997C1 |
| Герметичная токопроводящая жила и способ её изготовления | 2022 |
|
RU2785328C1 |
й/г.2
