1
Изобретение относится к области нанесения покрытий на длинномерные изделия путем взаимодействия с жидкой средой (жидкий расплав, суспензия, компаунд).
Известно устройство для лужения концов многожильных проводов, содержащее ванну для расплава и магнитострикционный преобразователь с кольцевым излучателем ультразвука с коническими выступами для расплетки жил обрабатываемого провода 1.
Однако такое устройство не позволяет производить нанесение покрытия на длинномерные изделия.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для нанесения покрытия на многожильные провода, содержащее ванну для расплава материала покрытия и калибр 2.
Однако известное устройство малопроизводительно, поскольку оно предусматривает только нанесение покрытия на отдельные жилы, а скрутка их производится на специальном устройстве. Это значительно усложняет технологический процесс, усложняет конструкцию всего устройства.
Целью изобретения является повышение производительности путем совмещения процессов нанесения покрытия и скрутки.
Поставленная цель достигается тем, что предлагаемое устройство снабжено центробежной головкой, выполненой в виде конического барабана с кожухом для обогрева,
а патрубком для подачи материала покрытия, укрепленным на ванне и направленным внутрь барабана.
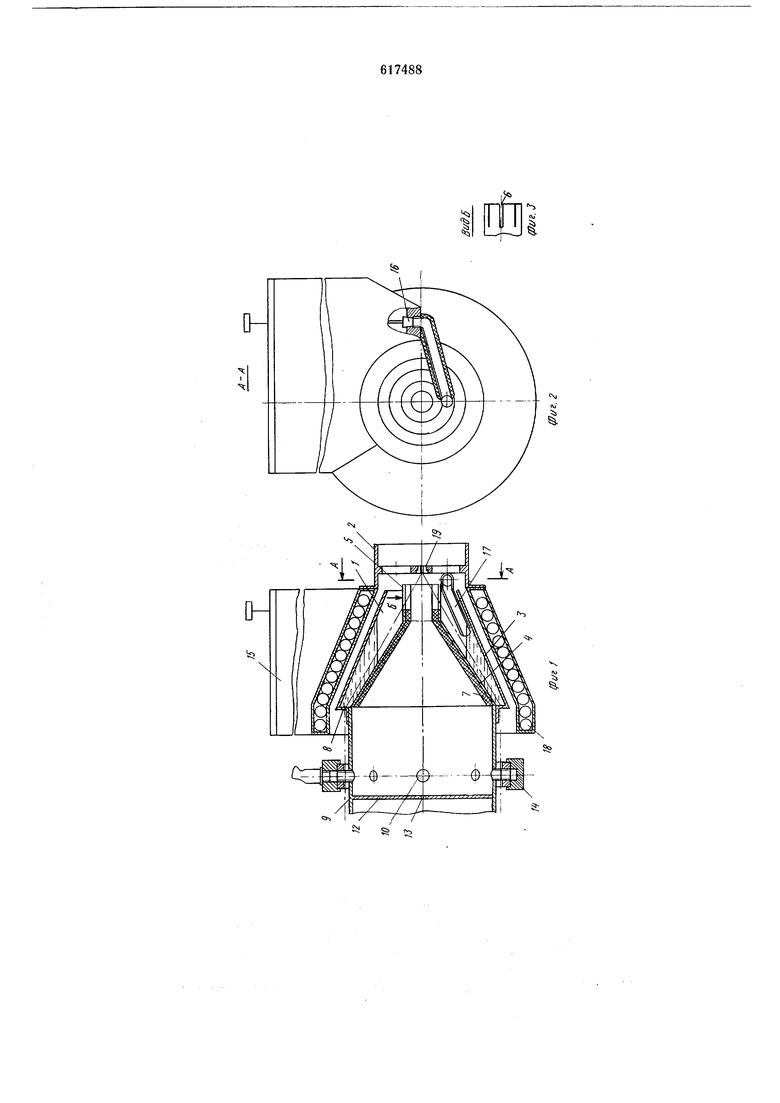
На фиг. 1 изображено предлагаемое устройство в разрезе; на фиг. 2 - сечение
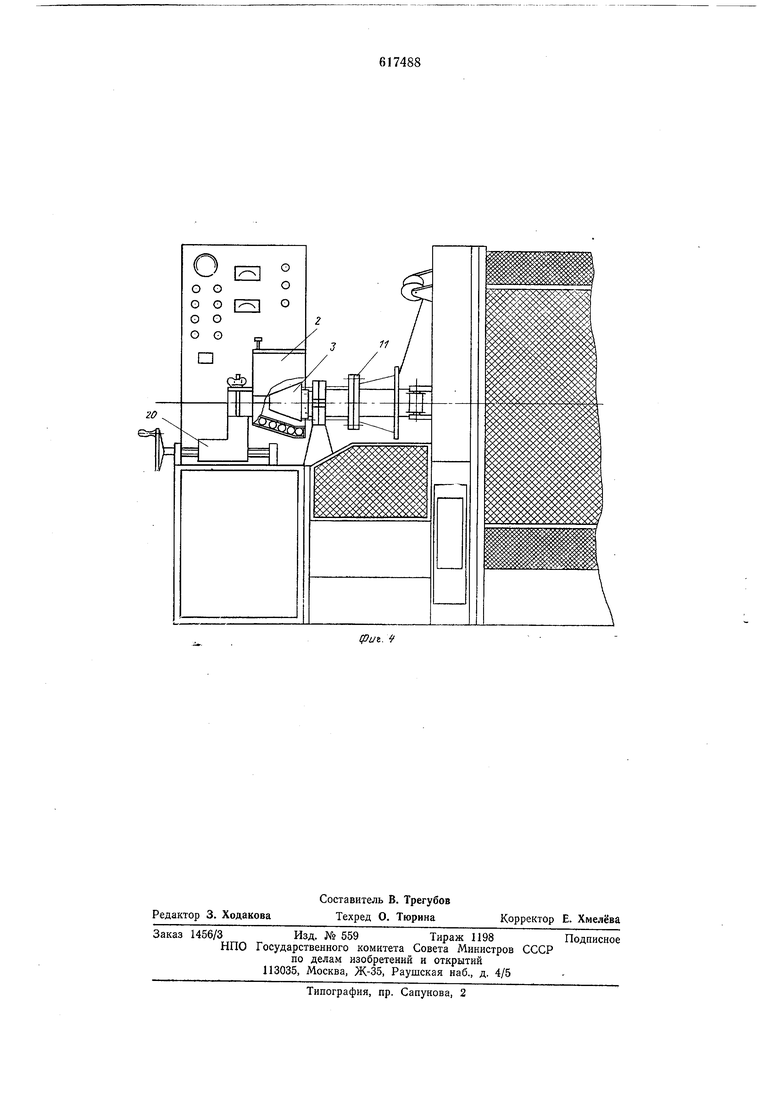
А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - устройство в комплекте с крутильной мащиной.
Устройство содержит центробежную головку 1 и корпус 2, при этом дентробежная головка 1 состоит из усеченного корпуса 3 и герметично соединенного с ним полого основания 4 с горловиной 5, на которой выполнен ряд прорезей 6 для прохождения обрабатываемых изделий. Внутренняя поверхность основания 4 покрыта теплоизолятором 7, а на центробежной головке 1 выполнен ряд отверстий 8 для входа в нее обрабатываемых изделий. Центробежная головка 1 соединена с приводом
вращения (на чертеже не показан) посредством пустотелого вала 9 с отверстиями 10 для подвода охлаждающего газа от розетки И и с крыщкой 12, в которой расположено отверстие 13 для прохождения центральной жилы покрываемого изделия. Подвод газа осуществлен при помощи газораспределительного устройства 14.
В состав корпуса 2 входит электрованна 15 со стопорным затвором 16, трубкой 17 для подачи расплава в центробежную головку 1, обогреваемый кожух 18 и калибр 19.
Корпус 2 закреплен к специальному устройству 20 (см. фиг. 4) крутильной машины, предназначенному для поступательного перемещения корпуса 2, посредством которого осуществлено регулирование угла скрутки.
Работает устройство следующим образом.
Жилы покрываемого изделия занравляют в отверстие 13 крышки 12, затем в отверстия 8 центробежной головки и далее пропускают через калибр 19 корпуса 2 на приемный барабан (на чертеже не показан) . Материал покрытия загрулсают в электрованну 15 корпуса 2. В момент загрузки стопорный затвор 16 закрыт. После расплавления материала покрытия производят пуск устройства, в результате чего центробежная головка 1 начинает вращаться. В этот момент открывают стопорный затвор 16 и производят пуск охлаждающего газа через газораспределительное устройство 14. После открытия стопорного затвора 16 расплавленный материал покрытия поступает по трубке 17 в центробежную головку 1. В результате действия центробежных сил расплавленный материал покрытия займет положение, указанное на фиг. 1. Заняв соответствующее положение, расплавленный материал закроет трубку 17, которая смонтирована таким образом, что линейная скорость движения расплава в центробежной головке 1 направлена навстречу движению потока расплава Б трубке 17, прекращая тем самым подачу расплава в центробежную головку 1 и поддерживая в ней постоянный уровень расплава.
После нанесения покрытия иа жилу в расплаве ее охлаждают потоком газа, который подают при помощи газораспределительного устройства 14. Охлажденную и покрытую слоем металла (например, индия) жилу скручивают в калибре 19 и подают на приемный барабан.
Формула изобретения
Устройство для нанесения покрытия па многожильные провода, содержащее ванну для расплава материала покрытия и калибр, отличающееся тем, что, с целью повышения производительности путем совмещения процессов нанесения покрытия и скрутки, оно снабжено центробежной головкой, выполненной в виде конического барабана с кожухом для обогрева, и патрубком для подачи материала покрытия, укрепленным на ванне и направленным внутрь барабана.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №211261, кл. С23С1/14, 1966. 2. Авторское свидетельство СССР № 262575, кл. С 23С 1/14, 1968.
(j
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий на многожильные провода | 1977 |
|
SU685712A1 |
| Установка для горячего нанесения покрытий | 1973 |
|
SU546661A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ МНОГОЖИЛЬНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ | 1968 |
|
SU211261A1 |
| КРУТИЛЬНЫЙ ОРГАН МАШИНЫ РЕВЕРСИВНОЙ СКРУТКИ | 1999 |
|
RU2152658C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2024 |
|
RU2825997C1 |
| БИМЕТАЛЛИЧЕСКАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА, СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2009 |
|
RU2412792C1 |
| СКРУЧЕННЫЙ МНОГОЖИЛЬНЫЙ ОПТИЧЕСКИЙ КАБЕЛЬ БЕЗ СЛОЯ СВЯЗУЮЩИХ НИТЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2778766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СЕРДЕЧНИКА ВЫСОКОТЕМПЕРАТУРНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2010 |
|
RU2439728C1 |
| Многоходовая установка для изготовленияэМАлиРОВАННыХ пРОВОдОВ | 1979 |
|
SU847378A1 |