;54) ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания полостей в заготовках из труднодеформируемых материалов | 1987 |
|
SU1466867A1 |
| СЕКЦИОННЫЙ ГИДРОРАСПРЕДЕЛИТЕЛЬ С МЕХАНИЧЕСКИМ РУЧНЫМ УПРАВЛЕНИЕМ И РАБОЧАЯ СЕКЦИЯ СЕКЦИОННОГО ГИДРОРАСПРЕДЕЛИТЕЛЯ С МЕХАНИЧЕСКИМ РУЧНЫМ УПРАВЛЕНИЕМ | 2006 |
|
RU2320903C1 |
| СЕКЦИОННЫЙ ГИДРОРАСПРЕДЕЛИТЕЛЬ С МЕХАНИЧЕСКИМ РУЧНЫМ УПРАВЛЕНИЕМ И РАБОЧАЯ СЕКЦИЯ СЕКЦИОННОГО ГИДРОРАСПРЕДЕЛИТЕЛЯ С МЕХАНИЧЕСКИМ РУЧНЫМ УПРАВЛЕНИЕМ | 2006 |
|
RU2320902C2 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2010 |
|
RU2443863C2 |
| Устройство для гидростатического выдавливания полостей в заготовках | 1988 |
|
SU1696078A1 |
| ПРЕДОХРАНИТЕЛЬНО-ПЕРЕЛИВНОЙ КЛАПАН | 2004 |
|
RU2276302C1 |
| ПНЕВМОГИДРАВЛИЧЕСКАЯ РЕССОРА ПОДВЕСКИ ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2180715C1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| ПНЕВМОГИДРАВЛИЧЕСКАЯ РЕССОРА ПОДВЕСКИ ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2102253C1 |
| Устройство для гидростатического выдав-лиВАНия пОлОСТЕй B зАгОТОВКАХ | 1979 |
|
SU831278A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для выдавливания полостей в заготовках.
Известен штамп для выдавливания полостей в заготовках, содержащий контейнер высокого давления, установленные в нем и образующие рабочую полость нижний уплотнительный узел и деформирующий инструмент с плунжером, оснащенным клапаном регулировки давления рабочей жидкости
Целью изобретения является повышение качества получаемых изделий путем исключения трещинообразования заготовки в процессе выдавливания.
Это достигается тем, что предлагаемый штамп снабжен источником рабочей жидкости, при этом рабочая полость контейнера высокого давления связана с ним посредством выполненных в уплотнительном узле под прямым углом проточки, в которой размещен подпружиненный поршень в виде стакана с отверстием в стенке и канала, соединенного магистралью с гидравлическим редуктором и предохранительным клапаном, а подпоршневая полость проточки связана с каналом индивидуальной магистралью.
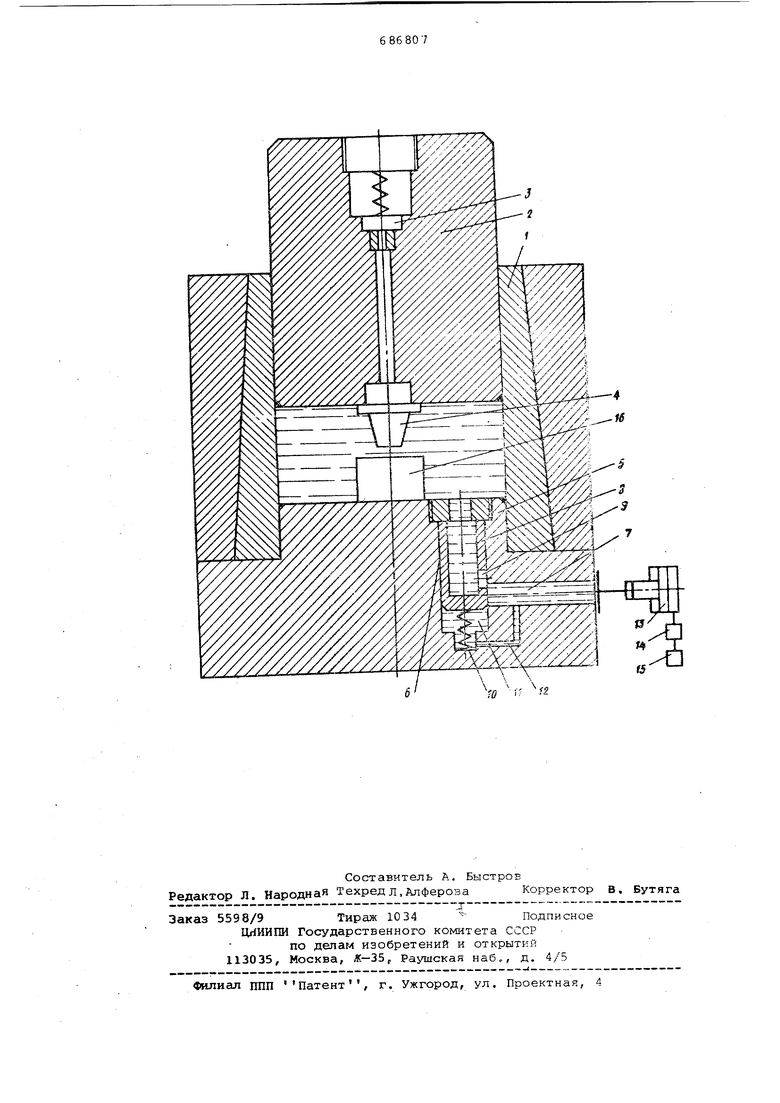
На чертеже приведен предложенный штамп, общий вид.
Штамп содержит контейнер 1 высокого давления, размещенные в нем плунжер 2 с клапаном 3 регулировки
Q давления рабочей жидкости и деформирующим инструментом 4, закрепленным в торце плунжера 2. В дне контейнера 1 соосно с плунжером i установлен уплотнительньй узел 5, в котором выполнена проточка 6 и ка5нал 7. В проточке 6 размещен полый поряиень 8 в виде стакана с отверстием 9 в стенке опирающийся на пружину 10. Подпоршневая полость 11 связана с каналом 7 индивидуальной ма0гистралью 12. Гидравлический.редуктор 13, связанный через предохранительный клапан 14 с гидронасосом 15, также соединен с каналом 7.
Штс1мп работает следующим образом.
5 В контейнер высокого давления 1 опускают заготовку 16, залийают жидкость и вставляют плунжер 2 с клапаном 3 регулировки давления и деформирующим инструментом 4. Включают гидронасос 15 и через предохра нительный клапан 14 подают жидкость а ступень низкого давления гидравли ческого редуктора 13, После этого плунжером 2.сжимают жидкость. Когда давление в контейне ре 1 превысит заданную величину, жидкость через проточку 6 отверстия 9 и канал 7 воздействует на ступень высокого давления гидравлического редуктора 13 и повышает давление в его ступени низкого давления. При этом срабатывает предохранительный клапан 14 и перепускает жидкость из ступени низкого давления на слив. Таким образом, процесс вдавливания деформирующего инструмента 4 в заготовку 16 происходит под постоянны давлением. Непостоянство скорости перемещения плунжера 2 регулируется поряинем 8, тем салбым помогая установить в контейнере 1 постоянное давление жидкости в течение всего процесса выдавливания. Отверстие 9 поршня 8, находящегося в верхнем положении по действием тарированн6 Й пружины 10,. образует щель для перепуска жидкост из проточки 6 в канёш 7. С повышени СКОРОСТИ плунжера 2 давление в контейнере будет увеличиваться по причине увеличения расхода. Давление жидкости над позднем 8 станет болыие, чем поя ним. В резул тате этого поршень 8 переместится вниз, сжимая пружину 10 и увеличива площадь щели на выходе жидкости из бокового отверстия 9. При этом сопротивление перепуску жидкости из проточки 6 в канал 7 уменьшится, соответственно уменыпится и давлени в контейнере. При резком увеличении скорости движения плунжера 2, например, в начале движения, предела настройки пружины 10 и предохранительного кла пана 14 недостаточно даже при пол74ном опускании поршня 8 и полном открывании прохода из отверстия 9 в канал 7. Давление в контейнере в этот момент возрастет настолько, что может привести к разрушению штампа. Клапан регулировки давления 3, смонтированный в плунжере 2, устраняет эту опасность, открываясь для сброса жидкости при заранее заданном давлении. Конструкция предложенного штампа обеспечивает повьляение качества получаемых изделий за счет исключения образования трещин в заготовке в процессе выдавливания. Формула изобретения Штамп для выдавливания полостей в заготовках, содержащий контейнер иысокого давления, установленные в нем и образующие рабочую полость нижний уплотнительный узел и деформирующий инструмент с плунжером, оснащенным клапаном регулировки давления рабочей жидкости, о т л и чающийся тем, что, с целью повышения качества получаемых изделий путем исключения трещинообразования заготовки в rq ouecce выдавливания, он снабжен источником рабочей жидкости, при этом рабочая полость контейнера высокого давления связана с ним посредством выполненных в уплотнительноы узле под пряNUJM углом проточки, в которой размещен подпружиненный поршень в виде стакана с отверстием в стенке, и канала/ соединенного магистралью с гидравлическим редуктором и предохранитепьным клапаном, а подпоршневая полость проточки связана с каналом индивидуальной магистралью. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР W 549221, кл, В 21 J 5/04, 1975.
