1
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения рельефных полостей в заготовках из труднодеформируемых материалов.
Целью изобретения является повышение надежности штампа за счет уменьшения радиальных деформаций илаваюшего плунжера при выдавливании изделий и производительности за счет облегчения их вынрессов- ки из штампа.
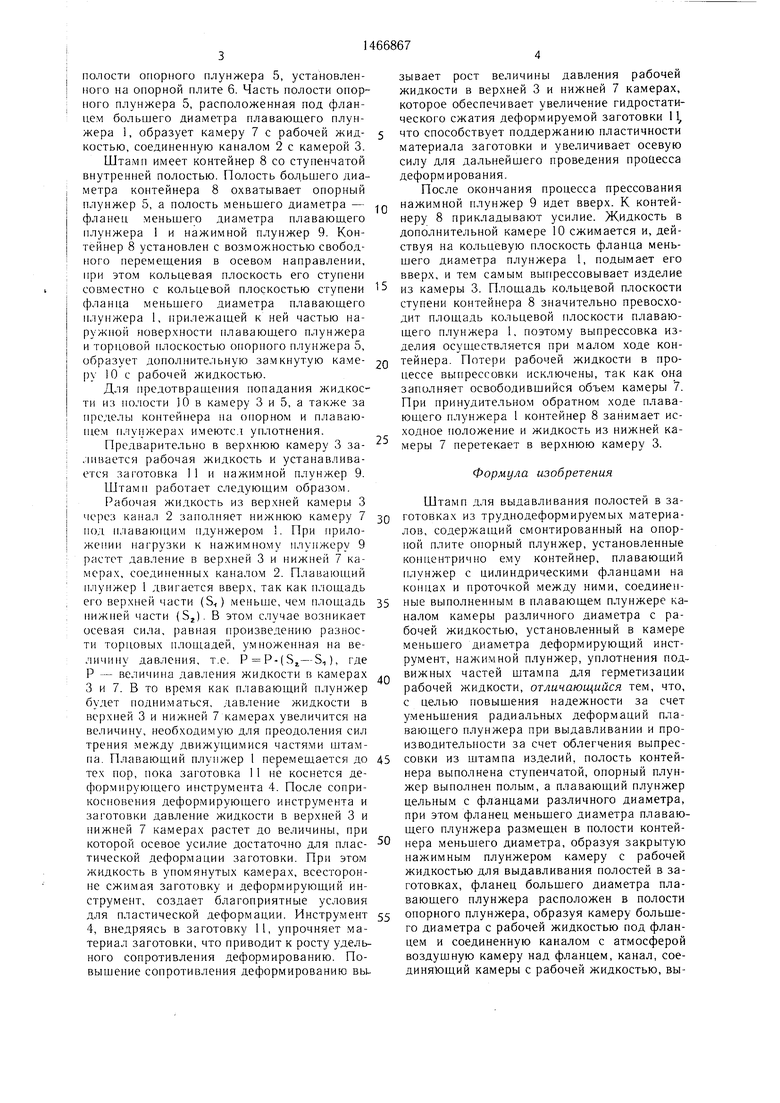
На чертеже представлен штамп (слева от оси в исходном положении, справа - в конце выдавливания).
Штамп содержит плавающий плунжер 1. представляющий собой сплощное тело со сквозным продольным каналом 2 и свободно перемещающийся в вер.хней камере 3 высокого давления меньшего диаметра. На плунжере 1 закреплен деформирующий инструмент 4, имеющий каналы для прохождения рабочей среды по нижнему торцу и боковой поверхности. Плавающий плунжер выполнен с двумя цилиндрическими фланцами различного диаметра. Разность площадей верхней, и нижней поверхностей плунжера определяет величину давления рабочей жидкости. Нижний фланец большего диаметра плавающего плунжера 1 перемещается в
4
О5 О5 00 05
полости опорного плунжера 5, установленного на опорной плите 6. Часть полости опорного плунжера 5, расположенная под фланцем большего диаметра плавающего плунжера 1, образует камеру 7 с рабочей жидкостью, соединенную каналом 2 с камерой 3. Штамп имеет контейнер 8 со ступенчатой внутренней полостью. Полость большего диаметра контейнера 8 охватывает опорный плунжер 5, а полость меньшего диаметра - фланец меньшего диаметра плаваюш,его плунжера 1 и нажимной плунжер 9. Контейнер 8 установлен с возможностью свободного перемещения в осевом направлении, при этом кольцевая плоскость его ступени совместно с кольцевой плоскостью ступени фланца меньшего диаметра плавающего плунжера 1, прилежащей к ней частью наружной рюверхности плавающего плунжера и торцовой плоскостью опорного плунжера 5, образует дополнительную замкнутую каме- )у 10 с рабочей жидкостью.
Для предотврашепия попадания жидкости из по. юсти 10 в камеру 3 и 5, а также за пределы контейнера на опорном и плавающем плунжерах имеютсл уплотнения.
Предварительно в верхнюю камеру 3 за- .П1вается рабочая жидкость и устанавливается заготовка 1 1 и нажимной плунжер 9. Штамп работает следующим образом. Е абочая жидкость из верхней камеры 3 через канал 2 заполняет нижнюю камеру 7 под плавающим пдунжеро.м . При приложении нагрузки к нажимному плунжеру 9 растет давление в верхней 3 и нижней 7 камерах, соединенных каналом 2. Плавающий плунжер 1 двигается вверх, так как площадь его верхней части (Si) меньше, чем площадь нижней части (Sj). В этом случае возникает осевая сила, равная произведению разности торцовых площадей, умноженная на величину давления, т.е. Р Р-(.,), где Р - величина давления жидкости в камерах 3 и 7. В то время как плавающий плунжер будет подниматься, давление жидкости в верхней 3 и нижней 7 камерах увеличится на величину, необходимую для преодоления сил трения между движущимися частями штампа. Плавающий плунжер 1 пере.мещается до тех пор, пока заготовка 11 не коснется деформирующего инструмента 4. После соприкосновения деформирующего инструмента и заготовки давление жидкости в верхней 3 и нижней 7 камерах растет до величины, при которой осевое усилие достаточно для плас- тической деформации заготовки. При этом жидкость в упомянутых камерах, всесторонне сжимая заготовку и деформирующий инструмент, создает благоприятные условия для пластической деформации. Инструмент 4, внедряясь в заготовку И, упрочняет материал заготовки, что приводит к росту удельного сопротивления деформированию. Повышение сопротивления деформированию вы
0
0
,Q 45 55
зывает рост величины давления рабочей жидкости в верхней 3 и нижней 7 камерах, которое обеспечивает увеличение гидростатического сжатия деформируемой заготовки 11, что способствует поддержанию пластичности материала заготовки и увеличивает осевую силу для дальнейшего проведения процесса деформирования.
После окончания процесса прессования нажимной плунжер 9 идет вверх. К контейнеру 8 прикладывают усилие. Жидкость в дополнительной камере 10 сжимается и, действуя на кольцевую плоскость фланца меньшего диа.метра плунжера 1, подымает его вверх, и тем самым выпрессовывает изделие из камеры 3. Площадь кольцевой плоскости ступени контейнера 8 значительно превосходит площадь кольцевой плоскости плавающего плунжера 1, поэтому выпрессовка изделия осуществляется при малом ходе контейнера. Потери рабочей жидкости в процессе выпрессовки исключены, так как она заполняет освободившийся объем камеры 7. При принудительном обратном ходе плавающего плунжера 1 контейнер 8 занимает исходное положение и жидкость из нижней ка- меры 7 перетекает в верхнюю камеру 3.
Q 5 0 5
0
5
Формула изобретения
Штамп для выдавливания полостей в заготовках из труднодеформируемых материалов, содержащий смонтированный на опорной плите опорный плунжер, установленные концентрично ему контейнер, плавающий плунжер с цилиндрическими фланцами на концах и проточкой между ними, соединенные выполненным в плавающем плунжере каналом камеры различного диаметра с рабочей жидкостью, установленный в камере меньшего диаметра деформирующий инструмент, нажимной плунжер, уплотнения подвижных частей штампа для герметизации рабочей жидкости, отличающийся тем, что, с целью повыщения надежности за счет уменьшения радиальных деформаций плавающего плунжера при выдавливании и производительности за счет облегчения выпрессовки из штампа изделий, полость контейнера выполнена ступенчатой, опорный плунжер выполнен полым, а плавающий плунжер цельным с фланцами различного диаметра, при этом фланец меньшего диаметра плавающего плунжера размещен в полости контейнера меньшего диаметра, образуя закрытую нажимным плунжером камеру с рабочей жидкостью для выдавливания полостей в заготовках, фланец больщего диаметра плавающего плунжера расположен в полости опорного плунжера, образуя камеру большего диаметра с рабочей жидкостью под фланцем и соединенную каналом с атмосферой воздушную камеру над фланцем, канал, соединяющий камеры с рабочей жидкостью, выполней по оси плаваюш.его плунжера, контейнер установлен с возможностью перемещения вдоль центральной оси штампа, а кольцевая плоскость ступени контейнера совместно с кольцевой плоскостью ступени
фланца меньшего диаметра плавающего плунжера, прилежащей к ней поверхностью проточки и торцовой плоскостью опорного плунжера, образуют дополнительную замкнутую камеру с рабочей жидкостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| Штамп для изготовления полостей в заготовках из труднодеформируемых материалов | 1976 |
|
SU612747A1 |
| Устройство для гидростатического выдавливания полостей в заготовках | 1988 |
|
SU1696078A1 |
| Штамп для изготовления полостей в заготовках из труднодеформируемых материалов | 1980 |
|
SU912387A2 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1983 |
|
SU1094661A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1978 |
|
SU679296A1 |
| Штамп для прямого выдавливания | 1978 |
|
SU871980A1 |
| Штамп для гидростатического выдавливания | 1984 |
|
SU1248720A1 |
| Устройство для гидропрессования с противодавлением | 1986 |
|
SU1393517A1 |
| Устройство для штамповки изделий из труднодеформируемых материалов | 1989 |
|
SU1703234A1 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для получения рельефных полостей в заготовках из труднодеформируемых материалов. Цель изобретения - повышение надежности Н1тамна за счет уменьшения радиальных деформаций илаваюш.его нлунже- ра нри выдавливании изделий и производительности за счет облегчения их вынрессовки из штау,па. Плаваю1иий плунжер выполнен цельным с двумя цилиндрическими фланцами различного диаметра на концах. Фланец меньшего диаметра размещен в полости меньшего диаметра контейнера, полость большего диаметра последнего охватывает опорный плунжер, в полости которого установлен фланец большего диаметра плавающего плунжера. Под фланцем большего диаметра и над фланцем меньшего диаметра плавающего плунжера расположены камеры с рабочей жидкостью, соединенные каналом, выполненным по оси плунжера. Контейнер установлен подвижно вдоль ос,i штампа. Плоскость его ступени, ступени меньшего диаметра и наружной поверхност; плавающего плунжера, а также торцовой плоскости опорного плунжера образуют дополнительную камеру с рабочей жидкостью. При принудительном перемещении контейнера вниз плавающий плунжер перемещается вверх и выпрессовывает изделие из штампа. 1 ил. S (Л
| Штамп для изготовления полостей в заготовках из труднодеформируемых материалов | 1980 |
|
SU912387A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
