1
Изобретение относится к порошковой металлургии, в частности к дозирующим устройствам для подачи порошка в валки прокатного стана. Такие устройства применяются для обработки частицы (гранулы ) металлического порошка давлением, так называемой активизации деформированием, которая придает частице свойства сверхтекучести при последующем производстве деталей из порошка методом ropsweго компактирования.
Известны дозируюшие устройства для непрерывной подачи порошка в валки прокатного стана. Устройства имеют бункер н шибер, регулирующий подачу порошка 1.
Однако такие дозируюшие устройства имеют Низкую точность регулировки подачи порошка, особенно для осушествлення монослойной прокатки.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является дозирующее устройство для подачи порошка в валки прокатного стана,
включающее бункер с щелевым отверстием и шибер 2 .
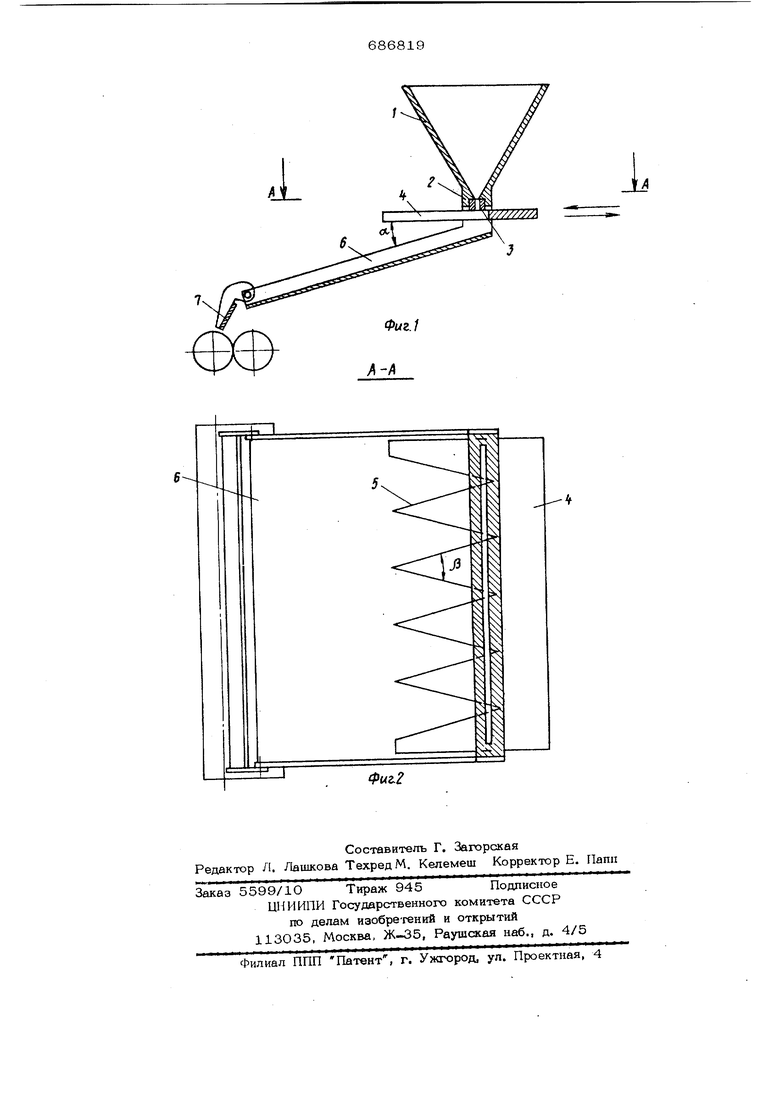
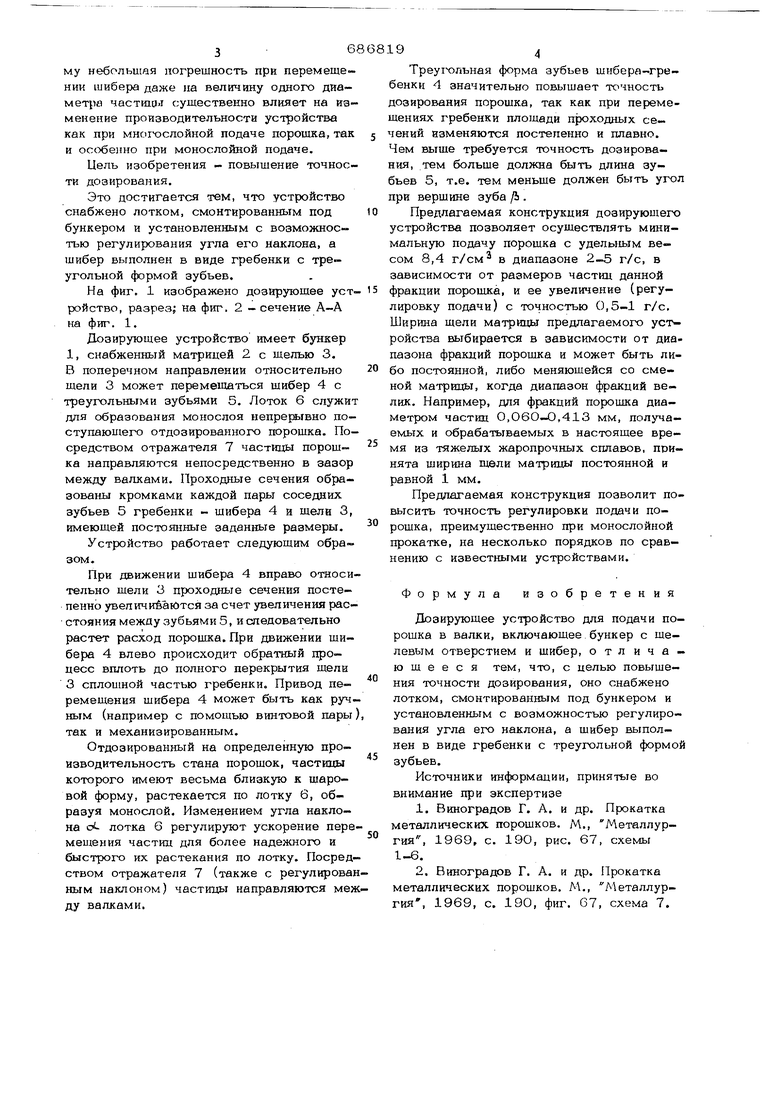
Однако это устройство обеспечивает лишь многослойную подачу порошка для производства лент, полос, профилей, методом прокатки, но не обеспечивает монослойную подачу, так как порошок через щель шириной 1-2 диаметра частицы не течет вследствие образования свода в про. хОдном сечении щели бункера. В случае подвода вибрадии для разрушения свода исключается возможность точной регулировки подачи порошка монослоем, т.е. регулировки производительности устройства при обязательном сохранении равномерности истечения порошка по всей длине щели, что необходимо для равномерного износа валков. Прямоугольная (юрма шибера не обеспечивает точность дозирования в широком диапазоне вследствие того, что пло- 1надь гроходного сечения, образуемая при открывании шибера, резко увеличивается по сравненЕЮ с его ходом, пскл ольку длина шнбера отлосительно большая, Поэтому небольшая погрешность при перемеще НИИ шибера даже на величину одного диаметра частиюл существенно влияет на изменение производительности устройства как при многхэслойной подаче порошка, так и особенно при монослойной подаче. Цель изобретения - повышение точности дозирования. Это достигается тем, что устройство снабжено лотком, смонтированным под бункером и установленным с возможностью регулирования угла его наклона, а шибер выполнен в виде гребенки с треугольной формой зубьев. На фиг. 1 изображено дозирующее уст ройство, разрез; на фиг. 2 - сечение А-А на фиг. 1. Дозирующее устройство имеет бункер 1, снабженный матрицей 2 с щелью 3. В поперечном направлении относительно щели 3 может перемешаться шибер 4 с треугольными зубьями 5. Лоток 6 служит для образования монослоя непрерывно поступающего отдозированного порошка. Посредством отражателя 7 частицы порошка направляются непосредственно в зазор между валками. Проходные сечения образованы кромками каждой пары соседних зубьев 5 гребенки - шибера 4 и щели 3, имеющей постоянные заданные размеры. Устройство работает следующим образом. При движении щибера 4 вправо относи тельно щели 3 проходные сечения постепенно увеяичиёаЮтся за счет увеличения расстояния между зубьями 5, и следовательно растет расход порошка. При движении шибера 4 влево происходит обратный процесс вплоть до полного перекрытия щели 3 сплошной частью гребенки. Привод перемещения шибера 4 может быть как руч ным (например с помощью винтовой пары так и механизированным. Отдозированный на определенную производительность стана порошок, частицы которого имеют весьма близкую к шаровой форму, растекается по лотку 6, образуя монослой. Изменением угла наклона oi- лотка 6 регулируют ускорение пере мещения частиц для более надежного и быстрого их растекания по лотку. Посред ством отражателя 7 (также с регулирова ным наклоном) частицы направляются меж ду валками. Треу1хэльная форма зубьев шибера-гребенки 4 значительно повышает точность дозирования порошка, так как при перемешениях гребенки плошади проходных сечений изменяются постепенно и плавно. Чем выше требуется точность дозирования, тем больше должна быть длина зубьев 5, т.е. тем меньше должен быть угол при вершине зуба /Ь . Предлагаемая конструкция доаируюшего устройства позволяет осушествлять минимальную подачу порошка с удельным весом 8,4 г/см в диапазоне 2-5 г/с, в зависимости от размеров частиц данной фракции порошка, и ее увеличение (регулировку подачи) с точностью 0,5-1 г/с, Ширина щели матрицы предлагаемого устройства выбирается в зависимости от диапазона фракций порошка и может быть либо постоянной, либо меняющейся со сменой матрицы, когда диапазон фракций велик. Например, для фракций порошка диаметром частиц 0,060-0,413 мм, получаемых и обрабатываемых в настоящее время из тяжелых жаропрочных сплавов, принята ширина щели матрицы постоянной и равной 1 мм. Предлагаемая конструкция позволит повысить точность регулировки подачи порошка, преимущественно при монослойной прокатке, на несколько порядков по сравнению с известными устройствами. Формула изобретения Дозирующее устройство для подачи порошка в валки, включающее бункер с шелевым отверстием и шибер, отличающееся тем, что, с целью повышения точности дозирования, оно снабжено лотком, смонтированным под бункером и установленным с возможностью регулирования угла его наклона, а шибер выполнен в виде гребенки с треугольной формой зубьев. Источники информации, принятые во внимание при экспертизе 1.Виноградов Г. А. и др. Прокатка металлических порошков. М., Металлургия , 1969, с. 190, рис. 67, схемы 1-6. 2.Виноградов Г. А. и др. Прокатка металлических порошков. М., Металлургия, 1969, с. 190, фиг. G7, схема 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХСЕКЦИОННЫЙ БЕСПРИВОДНОЙ ДОЗАТОР СЫПУЧИХ МАТЕРИАЛОВ | 2006 |
|
RU2327115C1 |
| Способ изготовления плоскихзАгОТОВОК из МЕТАлличЕСКОгОпОРОшКА | 1979 |
|
SU831365A1 |
| Дозирующий бункер для подачи порошка в валки прокатного стана | 1961 |
|
SU145513A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ БЕТОННОЙ СМЕСИ | 1998 |
|
RU2146235C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Устройство для подачи порошка в валки прокатного стана | 1982 |
|
SU1299703A1 |
| ДОЗАТОР ВЕСОВОЙ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2003 |
|
RU2260775C2 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |