Известно применение дозирующих бункеров для подачи порошка в валки прокатного стана при прокатке лент.
Отличительной особенностью описываемого бункера является , что зона деформирования порошка и питатель разделены в прострой стве путем выноса питателя на нерегулируемый валок прокатно ч) стана. Такое выполнение бункера обеспечивает уменьшение потерь порошка при производстве двух-, трехслойной ленты,
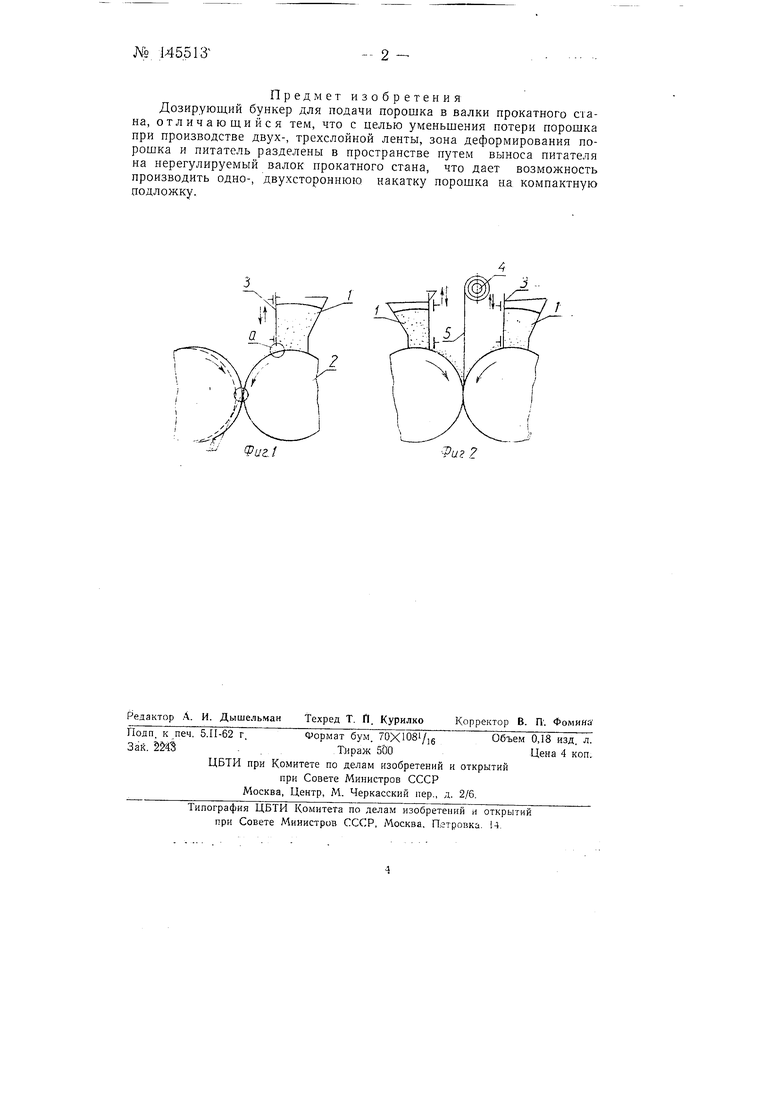
На фиг. 1 изображена схема бункера для прокатки металлической .ченты из порошка; на фиг. 2 - схема бункера для производства двухсторонней накатки порошка на компактную подложку.
Бункер / монтируется над нерегулируемым валкоу 2. Порошок пз бункера через щель а, регулируемую шибером 3, транспортируется валком 2. Таким образом, зона деформирования и питатель разделены в пространстве. Вынос регулируемого шибера 3 на один из валков исключает возможность затягивания его в зону деформирования при получении тонких лент.
Появление зазора б между шеками, ограничивающими ширину ленты, и валком, переместившимся в результате упругой деформации, не сказывается в значительной мере на утечке порошка в зазор, так как порошок транспортируется по поверхности нерегулируемого валка.
Для накатки порошка на подложку, (см. фиг. 2) предусматривается установка бунта 4, из которого сматывается лента 5.
Зона деформирования порошка в ленту открыта для обозрения, что представляет определенные удобства для экспериментальных работ.
Всесоюзный научно-исследовательский и проектно-конструкторский институт металлургического машиностроения отмечает, что про длагаемая конструкция дозирующего бункера позволит улучшить процесс загрузки порошка и обеспечит получение ленты лучшего качества.
Предмет изобретения
Дозирующий бункер для подачи порошка в валки прокатного стана, отличающийся тем, что с целью уменьшения потери порошка при производстве двух-, трехслойной ленты, зона деформирования порошка и питатель разделены в пространстве путем выноса питателя на нерегулируемый валок прокатного стана, что дает возможность производить одно-, двухстороннюю накатку порошка на компактную подложку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки порошка | 1985 |
|
SU1258623A1 |
| Дозируюшее устройство для подачи порошка в валки | 1977 |
|
SU686819A1 |
| Устройство для подачи порошка в валки прокатного стана | 1985 |
|
SU1380866A1 |
| ДВУХСЕКЦИОННЫЙ БЕСПРИВОДНОЙ ДОЗАТОР СЫПУЧИХ МАТЕРИАЛОВ | 2006 |
|
RU2327115C1 |
| Способ изготовления плоскихзАгОТОВОК из МЕТАлличЕСКОгОпОРОшКА | 1979 |
|
SU831365A1 |
| Способ получения биметаллической ленты | 1983 |
|
SU1156852A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Устройство для получения многослойного плакированного проката из металлического порошка | 1983 |
|
SU1133033A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1967 |
|
SU201287A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
Ф//г/
J .
