Изобретение относится к порошковой металлургии, в частности к спо.собам изготовления тонколистовых плоских изделий из. металлического порошка. Известен способ изготовления заготовок прессованием порошка в прес форме, включагадий засыпку пороика в полость матрицы пресс-формы, уп; 1бтнение одним или двумя пуансонами и выпрессовывание из матрицы J1}. Однако из-за сил трения, возникающих на поверхностях контакта уплотняемого порошка с инструментом (пресс-формой, пуансонами), а также сложной кинематики движения в объеме уплотняемого дорошка, плот ность заготовок при прессовании их в закрытой пресс-форме неравномерна, причем она увеличивается с увел чением степени неравноосности заготовки. Наилучшими геометрическими условиями уплотнения, например, цилиндр ческой заготовки является условие , где Н - высота, а D - диамет прессовки. С увеличением или уменьШениёЫ отношения H/D неравномерност плотности заготовки увеличивается, причем при H/D 1 наиболее существе ной является неравномерность плотности по высоте, а при Н/Р 1 - в радиальном направлении. Особую трудность представляет получение тонких заготовок с . Это обусловлено необходимостью равномерной засып(И порошка на нижний пуансон прессформы. Однако и при равномерной засыпке порошка в процессе прессования происходит перераспределение его к периферии, в результате.чего центральная часть заготовки имеет меньшую, а кромки - большую плотность, при этом заготовка теряет плоскостность (происходит выпучивание центральной части). Таким образом, этот способ не позволяет получить качественные плоские тонкие заготовки. Известен способ изготовления заготовок из металлического порошка, включающий прокатку порсядка в ленту, обрезку кромки ленты в отходы, спекание и повторную прокаткуГ2. Способ позволяет использовать отходы прокатки, так как обрезки ленты подвергают измельчению в порошок к повторно прокатывают. Недостатком способа являются ограниченные его возможности, так как
согласно ему невозможно получение из ленты заготовок различной конфигурации.
Наиболее близким к предла1;аемому по технической сущности и достигаемому эффекту является способ изготовления плоских заготовок из металлического порсшка,включающий плокатку последнего в ленту-полуфабрикат, формирование из ленты заготовок вырубкой и отделение заготовок от отходо ленты Сз.
Ленточный прокат из порошка обладает равномерной плотностью и толщиной по длине и ширине, что обеспечивает получение из него штамповкой высококачественных заготовок. Образукяциеся после штамповки наспеченные листы отходов размалываются любым из известных способов в порошок.
Однако настройку прокатного стана на получение ленты с точно заданными толщиной и плотностью осуществить весьма трудно из-за влияния на процесс захвата и уплотнения порошка многочисленных факторов: диаметра залков, жесткости рабочей клети стана, свойств порошка, температуры и вла:)хности атмосферы и др.
Порошок, получаемый в результате размола отходов, особенно высокоплотных, имеет отличные по сравнению с исходным порошком свойства. Он коагулирован в конгломераты, наклепан, намагничен, имеет большую насыпную массу и т.д. Это требует при повторной его прокатке или изменение настройки прокатного стана, что затруднительно в условиях производства, или проведение отжига порошка .с последующим его -размолом и просеиванием. При этом возможны изменения химического состава порошковой композиции при наличии в ней разлагаемых или вступающих друг с другом в реакцию компонентов.
Недостаткагущ этого способа является низкая точность размеров заготовок без дополнительной настройки прокатного.стана и низкий выход годного.
Цель изобретения - повышение точности размеров заготовок и увеличения выхода годного.
Эта цель достигаетая тем, что в способе, включающем прокатку порошка в ленту-полуфабрикат, формирование заготовок из ленты и отделение их от отходов ленты, прокатку осуществляют в ленту с плотностью 50-75%, а форг мрование заготовок проводят деформированием и уплотнением отдельршх участков ленты с приложением к последней одностороннего или двухстороннего усилия, причем деформирование ленты проводят между плитой и пуансоном или между двумя пуансонами, а для улучшения качества боковой поверхности.
формирование заготовок проводят вырубкой с последующим деформированием в вырубной матрице.
Порошок прокатывают в ленту-полуфабрикат наименьшей для данного порошка плотностью, но большей, чем требуется для заготовки толщины, производят деформирование части ленты, соответствующей по контуру заготовке, до требуемых толщины и плотности между параллельными поверхностями и отделяют заготовку ох лентыполуфабриката, отходы которой подвергают размолу. Деформирование участка ленты может быть осуществлено между плитой и пуансоном, или между двумя пуансонами, форма торцов которых соответствует форме заготовки. Для .улучшения качества боковой поверхности заготовки вначале вырубкой производят отделение заготовки от лентыполуфабриката, а затем осуществляют деформирование заготовки до требуемых толщины и плотности между поверхностями пуансона и выталкивателя в вырубной матрице.
Сочетание операций прокатки с уплотнянлцей деформацией позволяет использовать преимущества обоих способов формования. При прокатке обеспечивается равномерность распределения порошка по поверхности заготовки с предварительным его уплотнением, препятствующим перераспределению в радиональном направлении в процессе последующего уплотнения.- Деформацией уплотненного в ленту порошка достигается требуемая точность по толщине и плотности заготовки.
При необходимости получения заготовок, точных по толщине, деформация осуществляется до упора, а точных по плотности - по заданному давлению.
Низкая плотность и незначительная прочность, в основном механического сцепления частниц порошка отходов ленты-полуфабриката, обеспечивает получение размолом порошка, по свойствам незначительно отличающегося от исходного.
Соотношение между толщиной и плотностью прокатываемой ленты и требуемой заготовки определяется условия постоянства массы
Ч..о
где Oj и Т - толщина и плотность заготовки;
60 ч Эд - толщина и минимальная
или близкая к минимальной (большая) по условиям формуемости, плотность ленты.
5 Толщина ленты и относительная деформация уплотнения заготовки (б) определяется из выражений
«з-л| - Плотность ленты-полуфабриката должна находиться в пределах 50-75% Нижний предел плотности ленты обусловлен ее прочностью и должен обеспечивать транспортирование полфабриката от прокатного стана на операцию, уплотнения. Использование ленты-полуфабоиката относительной плотностью выше 75% затрудняет размол отходов, что значительно снижает коэффициент использования материала.
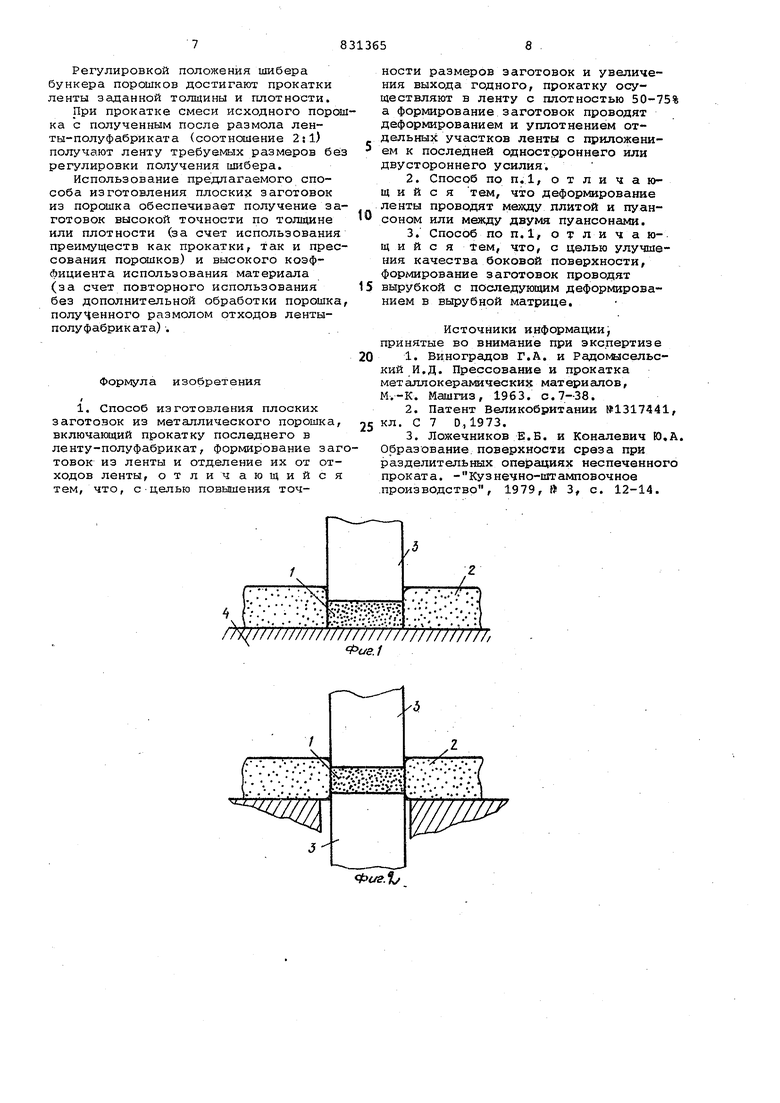
В ироцессе уплотнения заготовки 1 в ленте 2 между пуансоном 3 и пли той 4 (фиг. 1) -происходит вдавливание пуансона в ленту, в результате чего определяется контур более плотной заготовки, по соединяющей с лентой поверхностью которой в результате сдвиговой деформации образуются разрывы, отделяющие уплотненную часть от неуплотненной.
При деформации заготовки 1 в ленте 2 между двумя пуансонами 3(фиг.2 внедрение двух пуансонов в ленту обеспечивает лучшее качество боково поверхности заготовки за счет двухстороннего образования разрывов.
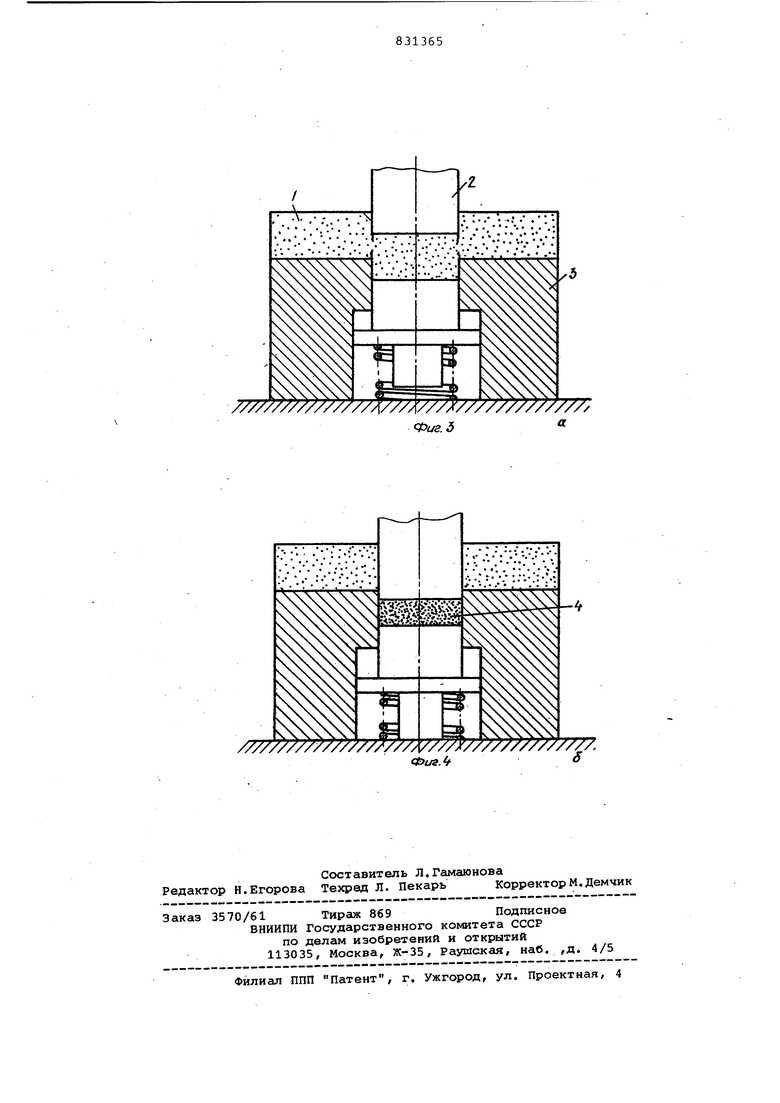
При штaIv1пoвкe-выpyбкe заготовки с последующей ее уплотняющей деформацией из ленты 1 пуансоном 2 и матрицей 3 вырубаются заготовки 4 (фиг. 3). Для улучшения качества и точности среза вырубаемая часть ленты прижимается к пуансону выталкивателем. Вырубленная заготовка между пуансоном и выталкивателем деформируется до требуемой толщины и плотности, а затем выталкивается 3 матрицы (фиг. 4).
Пример. Для производства деталей диаметром 50 мм, толщиной 0,5±0,05 мм и относительной плотностью 0,8tO,01 из порошковой композиции, содержащей металлы и неметаллические соединения, заготовки прессуют в закрытой пресс-форме, прокатывают с последующей вырубкой и прокатывают с последующим уплотнением между пуансоном и плитой.
При прессовании в закрытой пресс-форме расчетное по массе заготовки количество порошка распределяют через сито равномерным (отклонение±0,5 мм) слоем на нижнем пуансоне, а затем производят уплотнение до заданной толщины (до упора ползуна гидравлического пресса). Полученные заготовки со средней относительной плотностью О,8±0,03
имеют плотность краев-0,83±0,1 (образцы для измерения плотности вырезки у края размером 55 мм), а центра - 0,,01. Толщина краев составляет 0,54-t-0,01, а центра - 0,52± 10, 01 мгл.
Прокаткой в валках диаметром 150 мм получают ленты толщиной 0,5±0,03 мм, относительной плотностью 0,8±0,02, из которых в штампе вырубают заготовки диаметром 50 мм.
0 Отклонение от номинальной толщины одной заготовки находится в пределах ±0,01 мм, а плотности ±0,005.
При прессовании все заготовки были отбракованы, а при прокатке с после5дующей вырубкой годными признано 86% заготовок (размер партии - 100 заготовок) .
Образовавшиеся после вырубки отходы проката размалывают в течение б ч в шаровой мельнице. Просеивани0ем полученного порошка выделяют 8% крупной фракции. При повторной прокатке этого порошка при тех же условиях (скорость,раствор валков, положение шибера в бункере с порсял5ком) получают ленту толщиной 0,54t i:0,04 мм, плотностью 0,84tO,02. Для достижения первоначальной толщины и плотности проката необходимо выполнить трудоемкую работу по наст0ройке прокатного стана (одновременно изменить раствор валков и положение шибера в бункере) . Увеличение толщины и плотности ленты вызвано увеличением насыпной массы порош5ка на 15%, увеличением коэрцитивной силы и остаточной индукции на 15-18%.
Для реализации -предлагаемого способа прокатывают ленты толщиной 0,67±0,03 мм, относительной плотносGтью 60%. Пуансоном диаметром 50,0 мм на плоской плите деформируют участок ленты до толщины 0,5 мм (упор, высотой 0,48 мм). После деформирования из ленты легко отделяют уплотненный
5 участок диаметром 50 мм. Отклонение от номинальной толщины в пределах одной заготовки составляет tO,01 мм, плотности 0,01 (большие толщина и плотность в центре) . Из партии
0 в 100 заготовок годными признано 93%.
Образовавшиеся отходы ленты-полуфабриката после 2 ч размола в шаровой мельнице имеют фракционный состав
5 исходного порошка. Насыпная масса порошка увеличилась по сравнению с исходной на 4%, коэрцитивная сила и остаточная индукция - на 3-4%.
При прокатке в первоначальных ус ловиях порошков, полученных размолом отходов ленты-полуфабриката, толщина и плотность ленты уве.пичилась соответственно до 0,51tO,02MM и 0,81±0,01.
Регулировкой положения шибера бункера порошков достигают прокатки ленты заданной толщины и плотности.
При прокатке смеси исходного порсядка с полученным после размола ленты-полуфабриката (соотношение 2:1) получают ленту требуемых размеров без регулировки получения шибера.
Использование предлагаемого способа изготовления плоских заготовок из порошка обеспечивает получение заготовок высокой точности по толщине или плотности (за счет использования преимуществ как прокатки, так и прессования пороиков) и высокого коэффициента использования материала (за счет повторного использования без дополнительной обработки порошка полученного размолом отходов лентыполуфабриката) .
Формула изобретения
1. Способ изготовления плоских заготовок из металлического порошка, включающий прокатку последнего в ленту-полуфабрикат, формирование заготовок из ленты и отделение их от отходов ленты, отлич ающийся тем, что, сцелью повышения точности размеров заготовок и увеличения выхода годного, прокатку осуществляют в ленту с плотностью 50-75% а формирование заготовок проводят деформированием и уплотнением отдельных участков ленты с приложением к последней одностороннего или двустороннего усилия.
2.Способ по П.1/ отличающийся тем, что деформирование ленты проводят ме)хду плитой и пуансоном или между двумя пуансонами.
3.Способ по П.1, о т ли ч а ющ и и с я тем, что, с целью улучшения качества боковой поверхности, формирование заготовок проводят
5 вырубкой с последующим деформированием в вырубной матрице.
Источники информации, принятые во внимание при экспертизе 0 Виноградов Г.А. и Радомысельский И.Д. Прессование и прокатка металлокерамических материалов, М.-К. Машгиз, 1963. с.7-38.
2.Патент Великобритании №1317441, 5 кл. С 7 0,1973.
3.Ложечников В.Б. и Коналевич Ю,А. Образование, поверхности среза при разделительных операциях неспеченного проката. - Кузнечно-штамповочное .производство, 1979, ft 3, с. 12-14.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227776C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2113975C1 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149750C1 |
| Способ получения полой заготовки с дном | 1988 |
|
SU1563796A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| Способ изготовления колец | 1990 |
|
SU1766564A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| Способ изготовления бислойной порошковой полосы на основе меди для сильноточных разрывных электрических контактов | 2021 |
|
RU2777829C1 |
| Способ получения сплошных прутков | 1990 |
|
SU1776468A1 |
//Х ////////////////////////////////
/ у. Фие. 1
у
Фиг.
////////////////.
У///////////// Фиг. 5
////////////////////Л////Х//////////////,
Фиг.о
