Изобретение относится к производству смазочно-охлаждающих жидкостей для холодной обработки металлов давлением, резанием, штамповкой, производства гнутых профилей и прокатки черных и цветных металлов. В настоящее время различные отрасли промышленности, связанные с метал лообработкой, оснащаются полуавтоматическими и автоматическими линиями. Постоянно расширяется ассортимент об рабатываемых материалов. Повышаются требования к точности геометрических форм, чистоте обрабатываемой поверхности, надежности и долговечности изделии. В автоматических линиях развивают ся высокие и сверхвысокие скорости резания металла, следствием чего являются все возрастающие требования к стойкости режущего инструмента, поскольку частая замена и настройка его отрицательно влияет на производительность станочных операций. Креме того, для обеспечения более высокой чистоты обрабатываемой поверхности смазочно-охлаждакяцая жидкость (СОЖ) должна легко выводиться из рабочей зоны вместе с тонкой струж кой металла и продуктами износа инструмента. Особые проблемы возникают при эксплуатации автоматических линий, оснащенных сложными масляно-фильтрую.щими системами и устройствами. Известна СОЖ для штамповки, вытяжки металлов, в состав которой входят: растительное масло, полиизобутилен марки П-20, кристаллический малозольный графит и нефтяное масло 1. Такая СОЖ недостаточно стабильна при хранении, является высоковязкой, что затрудняет прокачиваемость в автоматических линиях, облсщает невысокими противоизносными свойствами. Широкое применение в металлообработке находят синтетические смазочные материалы на основе смеси глицеридов (эфиров) и мыл жирных кислот и на основе ди- и триэфиров 2 и 3). Одни из этих смазывающих материалов обладают недостаточной работоспособностью при высоких температурах, развивающихся в зоне контакта обрабатываемого металла с инструментом, другие - недоста очной зффективностью в а.ловиях сравнительно больших дефораций. Известна СОЖ МР-2 для механическо обработки металлов (сверления, точения, резьбонарезания) на основе мине рального масла с добавлением осернен ного кашалотового жира, дибутилового эфира трихлорметилфосфиновой кислоты и тетрахлорфенола 4. Смазка МР-2 характеризуется невысокими противоизносными свойства ми, снижает стойкость инструмента (при изготовлении гаек и на операции зубофрезеровакия), обладает специфическим раздражающим запахом. Наиболее близкой по составу к пре лагаемой является СОХ для холодной обработки металлов и металло-керамических деталей, содержащая следующие компоненты, вес,%5 Дибутиловый эфир трихлорметилфосфиновой2-3кислоты Бариевая соль продук- та конденсации формальдегида и алкилфенола4-6 Дибутилпаракрезол 0,3-0,5 Полиметилсилоксановая жидкость (ПМС-200А) 0,005-0,01 Минеральное масло (фракция 290-410SC) До 100 5 Однако известная СОЖ обладает невысокими противоизносными свойствами, не обеспечивает достаточной стой кости режущего инструмента, при высоких температурах, развивающихся в зоне резания металла, происходит дымление смазки. Она не может быть применена при штамповке деталей из листовой стали на операциях глубокой вытяжки из-за недостаточной адгезии к металлу Целью изобретения является создание эффективной смазочно-охлаждающей жидкости, обладающей достаточной адгезией к металлу, хорошими антиокислительными и высокими противоизносны ми свойствами с широким диапазоном применения в металлообработке, обеспечивающей высокое качество обрабать ваемой поверхности. Для достижения поставленной цели предлагается СОЖ на основе минераль ного масла и дибутилового эфира три хлорметилфосфиновой кислоты, котора дополнительно содержит трибутилфосфат, одорирующую добавку и продукт (СЭНЖ), полученный при последовател ной зтерификации, конденсации и осе нения смеси синтетических жирных кислот фракции Сю-С-р. синтетических яшркых спиртов фракции и поли фуккциональных кислородсодержащих соединений. Состав СОЖ, вес Дибутиловый эфир трихлорметилфосфиновой кислоты 1,5-3,0 Трибутилфосфат 0,5-1 Продукт СЭНЖ20-25 Одорирующая добавка3-5Минеральное масло до 100. Продукт СЭНЖ имеет при температуре 5°С пастообразную консистенцию, хоошо растворяется в минеральном масле в органических растворителях и имет следующие физико-химические показаели : Кислотное число, 12,1-15 мг КОН/г Число омьшения, мг КОН/Г 165,8-175 Температура вспышки в открытом тиг203-205ле, °С Температура засты34,2-35 вания, °С Содержание серы, 2,97-3,5 вес. % Коррозия на стальной, медной, чугунной пластинке 3 чавыдержиса, 100 °С вает Кинематическая вязкость при 50°С, ест 20,7-22 Противоизносные свойства Рк, кг112 Рев, кг 891 ОПИ139,3. Продукт СЭНЖ получают по следуюей схеме. В мешалку с масляным обогревом заружают 30-33 вес.% алифатических интетических жирных кислот фракции |о-Сго/ 54 вес.% синтетических жирных пиртов фракции C|o-C)g и 15-17 вес.% . олифункциональных кислородсодержаих соединений, полученных известным пособом 6. После загрузки указанных компонентов температуру в мешалке при постоянном перемешивании субстрата повьяиают до 155-160t и осуществляют процесс этерификации. В результате этерификации образуется смесь различных по молекулярному весу моно- и полиэфиров и их окси-, кето,и эпоксипроизводных. Этерификацию заканчивают при остаточном кислотном числе продукта 25-30 мг КОН/г. Затем в том же аппарате осуществляют конденсацию полученных соединений. Для этого поднимают температуру в мешалке до 165-175°С, добавляют катализатор - окись алюминия, в количестве 0,1-0,2 вес.% к загруженному сырью и, перемешивая, выдерживаютпродукт при этой температуре в течение 8-10 час. Остаточное кислотное число субстрата после конденсации составляет 10-15 мг КОН/Г. Последним этапом в приготовлении СЭНЖ является осернение продукта конденсации элементарной серой. Для этого загружают в ту же мешалку элементарную серу в количестве
8-10% весовых к продукту конденсации поднимают температуру до 180-185 С и проводят .осернение при энергичном перемешивании до отсутствия в продукте свободной серы.
Ниже дана физико-химическая характеристика предложенной СОЖ, (далее СОЖСИН):
Кислотное число,
мг КОН/Г3,5-4,5
Эфирное число,
мг КОН/Г69,9-74
Температура вспыики в открытом тигле, С186-188
Температура засты- минус 6вания, Сминус 7
Коррозия на медной
и стальной пласти- вццержинах, , 3 часа вает
Содержание серы,
вес.%0,5-0,6
Кинематическая
вязкость (50°С),
ест15,1 .
Введение в СОЖ продукта СЭИЖ способствует улучшению смазочных, противокоррозионных, антифрикционньгх свойств
повышению противоизносных характеристик и расширению диапазона ее применения в металлообработке.
Особенно высокие противоизносные, противозадирные свойства в СОЖ были получены при введении в базовую основу продукта СЭНЖ в сочетании с дибутиловым эфиром трихлорметилфосфиновой кислоты. Трибутилфосфат вводят для снижения вязкости смазки и улучшения ее фильтруемости.
При получении СОЖ в реактор, снабженный перемешивающим устройством, загружают масло, поднимают температуру до 50-60 с, затем добавляют расчетное количество присадки СЭНЖ, дибутилового эфира трихлорметилфосфиновой кислоты, трибутилфосфата и одорирующей добавки (кориандрового масла) . Температуру в реакторе поднимают до 80°С, перемешивают продукт в течение 1-1,5 часа, после чего его охлаждают и сливают при температуре 50-60 С.
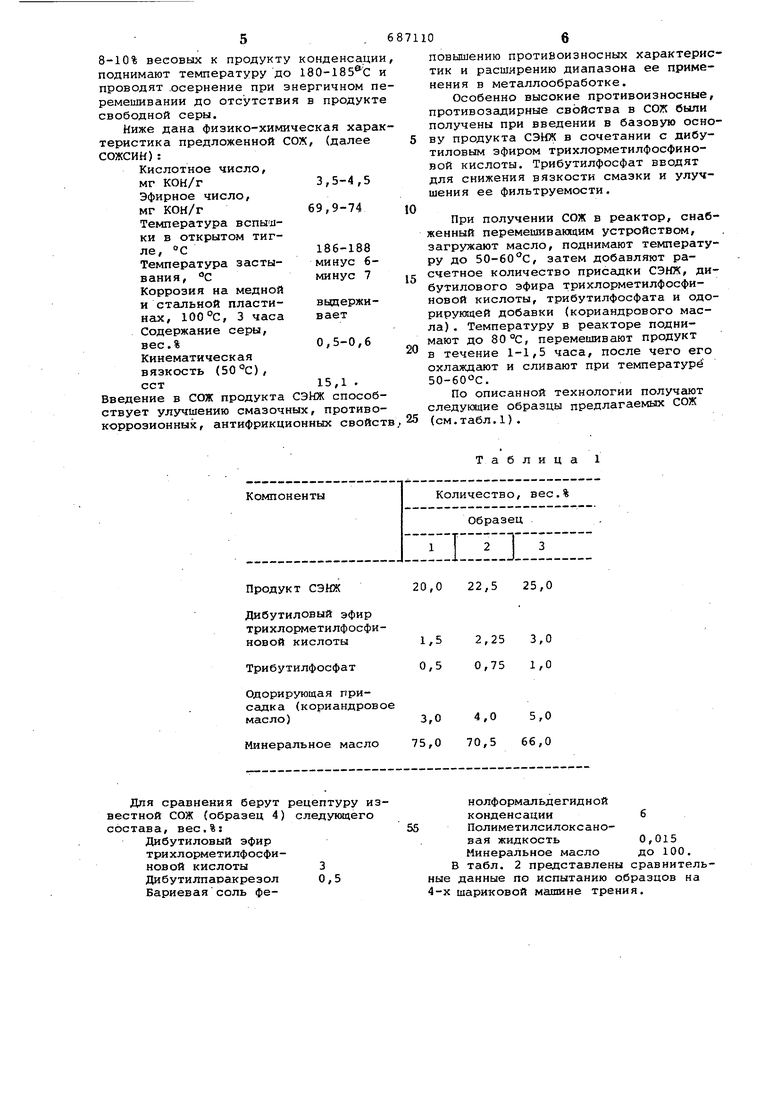
По описанной технологии получают следующие образцы предлагаемых СОЖ (см.табл.1).
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ И МЕТАЛЛОКЕРАМИЧЕСКИХДЕТАЛЕЙ | 1971 |
|
SU312866A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1972 |
|
SU341828A1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2112017C1 |
| Смазочно-охлаждающая жидкость для обработки металлов резанием | 1981 |
|
SU968061A1 |
| Смазочно-охлаждающая жидкость для обработки металлов | 1982 |
|
SU1097648A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2016053C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2008 |
|
RU2400532C2 |
| Концентрат смазочно-охлаждающей жидкости для холодной обработки металлов давлением | 1988 |
|
SU1595888A1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2009 |
|
RU2418043C2 |
| Концентрат смазочно-охлаждающей жидкости для механической обработки металлов | 1983 |
|
SU1126595A1 |
Продукт СЭНЖ
Дибутиловый эфир трихлорадетилфосфиновой кислоты
Трибутилфосфат
Одорирующая присадка (кориандровое масло)
Минеральное масло
Для сравнения берут рецептуру известной СОЖ (образец 4) следующего состава, вес.%:
Дибутиловый эфир трихлорметилфосфиновой кислоты 3 Дибутилпаракрезол О,5 Бариеваясоль фе22,525,0
2,253,0
0,751,0
4,05,0
70,566,0
нолформальдегидной конденсации
Полиметилсилоксано0,015 вая жидкость Минеральное масло до 100.
В табл. 2 представлены сравнительные данные по испытанию образцов на 4-х шариковой машине трения.
Критическая нагрузка
Рк, кгс158 169 178 100
Нагрузка сваривания, PC, кгс
Обобщенный показатель износа
Были проведены сравнительные испытания образцов предлагаемой СОЖ и известной при нарезании резьбы гаек М ,5 из стали 45 и стали Х18Н10Т резцог4 ВК8 на станке 1К62 при режиме резания: V Д42 м/мин. Результаты испытаний приведены в табл. 3.
Таблица 3
В процессе испытаний установлено, что предлагаемая СОЖ способствует повышению стойкости режущего инструмента по сравнению с известной СОХС в среднем в 1,5 раза на стали 45 и в 1,3 раза на стали Х18Н10Т при одновременном повышении чистоты обрабатываемой поверхности.
Были также проведены сравнительные испытания образцов, предлаг аемой и известной СОЖ при штамповке кастрюль из стали 12Х18Н9Т. Режим штамповки: скорость вытяжки 150 мм/мин, усилие прессования 160 тн. Результаты сравнительных испытаний приведены в табл. 4.
Т а
лица
0,7
78-100
0,75
85-120
0,78
92-126
Разрыв ме8-12талла
Таблица 2
684 698 706-891 200
116 120 120-139 42,4
Сравнительные испытания показали, что СОЖ (СОЖСИН) при одинаковых усилиях штамповки является более эффективной по сравнению с известной, способствует повышению стойкости инструмента, улучшению обрабатываемой поверхности, так как последняя оказалась практически непригодной для использования при обработке металлов давлением с глубокой вытяжкой.
Предлагаемая СОЖ (СОЖСИН) при обработке металлов резанием и холодной штамповке с глубокой вытяжкой оказалась более эффективной по сравнению с известной СОЖ.
Предлагаемая СОЖ может также использоваться и при волочении металлов.
Таким образом СОЖ (СО.ЖСИН) может быть применена в более широком диапазоне металлообработки, чем известная с наибольшей эффективностью, поскольку способствует увеличению стойкости инструмента, повышению качества обрабатываемой поверхности, позволяет повысить производительность труда на том или другом участке металлообработки.
Адгезионные свойства смазочно-охлаждаквдих жидкостей оценивают путем определения растекаемости СОЖ, а также по сбросу СОЖ с металлической 5 поверхности в условиях центрифугирования при 6000 об/мин. Результаты испытаний представлены в табл. 5.
Таблица 5 0
в результате повьоиенной адгезии 65 к металлу СОЖ (СОЖСИН) удерживается на его поверхности в большей мере по сравнению с известной СОЖ. Таким образом, предлагаемая СОЖ обладает высокой эффективностью и обеспечивает проведение процесса обработки металла давлением с глубокой вытяжкой. При этом повышается стойкость обрабатывающего инструмента, улучшается качество обрабатываемой поверхности, смазка легко удаляется с поверхности металла, Комплекс технологических свойств позволяет применить предлагаемую СОЖ или механической обработки металла (резания, шлифовки), волочения проволоки, сплошных и полых пррфилей, при обработке отверстий деформирующими протяжками. Формула изобретения Смазочно-охлаждающая жидкость для .холодной обработки металлов на основе минераль,ного масла и дибутилового эфира трихлорметилфосфиновой кислоты, отличающаяся тем, что, с целью повышения противоиэнос ных свойств и качества обрабатываемой поверхности, жидкость дрполните но содержит трибутилфосфат, одорирую щую добавку и продукт, полученный п последовательной этерификации, конденсации и осернении смеси синтетических жирных кислот фракции CicpCgo синте±ических жирных спиртов фракци C,(C|j и полифункциональных кислород ржащих соединений, при следующем ржании компонентов, вес.%: Дибутиловый эфир трихлорметилфосфиновой кислоты 1,5-3,0 Трибутилфосфат 0,5-1,0 Продукт, полученный при последовательной этерификации, конденсации и осернении смеси синтетических жирных кислот фракции , синтетических жирных спиртов фракции Cio-C.g и полифук нцион аль ных кислородсодержащих соединений20-25 Одорирующая добавка3-5Минеральное масло до 100 Источники информации, принятые во ание при экспертизе 1.Авторское свидетельство СССР 4801, кл. С 10 М 1/18, 1972. 2.Авторское свидетельство СССР 0076, кл. С 10 М 5/14, 1971. 3.Патент США №3567636, 252-32.5, опублик 1971. 4.Авторское свидетельство СССР 1828, кл. С 10 М 1/38, 1970. 5.Авторское свидетельство СССР 2866, кл. С 10 М 1/46, 1968 (проип) . 6.Авторское свидетельство СССР 6809, кл. С 07 С 27/12, 1974.
