1
Изобретение относится к оборудованию для формования бетонных н железобетонных труб и колец на станках радиального прессовання с помощью роликовых головок.
Известна роликовая головка, содержапдая закрепленный на конце приводного вала распределительный диск со ступицей и лопостями и плиту с заглаживающей юбкой и уплотняющими роликами 1.
Однако она имеет существенные недостатки: невозможность полЗчения качественной поверхности формуемых изделий н интенсивный износ заглаживающей юбки.
При формовании изделий методом радиального прессования с помощью роликовой головки используются бетонные смеси жесткостью 50-120 с и более, что ведет к больщой удельной работе трения, возникающей при перемещении заглаживающей юбки по отформованной роликами внутренней бетонной поверхности изделия. Работа трения обусловливает нагрев заглаживающего цилиндра и внутреннего слоя отформованного изделия в зоне заглаживания до температуры, превыщающей температуру кипения воды. Одновременно работа трения вызывает износ заглаживающего цилиндра. Выпаривание воды, иеобходн.мой для твердения бетона, ведет к
ухудщению качества внутренней поверхности отформованного изделия. Отдельные трубы после термообработки забраковываются из-за обсыпанпя внутреннего новерхностного слоя, которое происходит из-за недостатка воды при твердении бетона. Значение удельной работы трения зависит от величины коэффициента трения стали по бетону, с понижением величины коэффициента трения уменьщается и удельная работа трения, т. е. снижается износ стальной поверхности заглаживающей юбки н тем-. нература в зоне заглаживания. Снизить коэффициент трения за счет применения
бетонных смесей меньшей жесткости, т. е. с больщим содержанием воды, невозможно, так как для уплотнения бетонной смеси роликовой головкой требуются жесткие бетонные смеси, а увеличение содержания
воды в бетонной смеси приведет к снижению стенени уплотнения,что в конечном счете может привести к обрущению свежеотформованного изделия.
Целью изобретения является снижение
износа и повыщеиие качества внутренней поверхности изделия.
Указанная цель достигается тем, что головка для формования труб из бетонных смесей, содержащая закрепленный на конце приводного вала распределительный
Диск со ступицей и лопастями и плиту с заглаживающей юбкой и уплотняющими роликами, снабжеиа увлажнителями в виде закрепленных на ступице изогнутых по радиусу перфорированных коллекторов, соединенных посредством распределителя с подводящим трубопроводом.
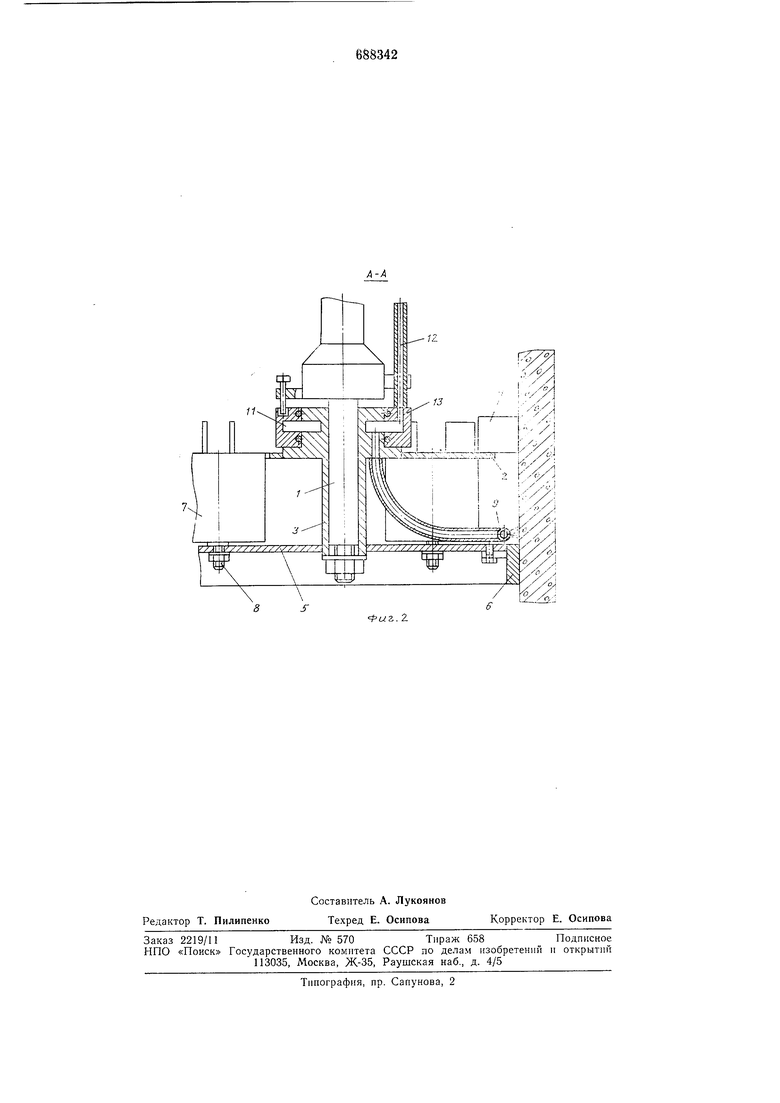
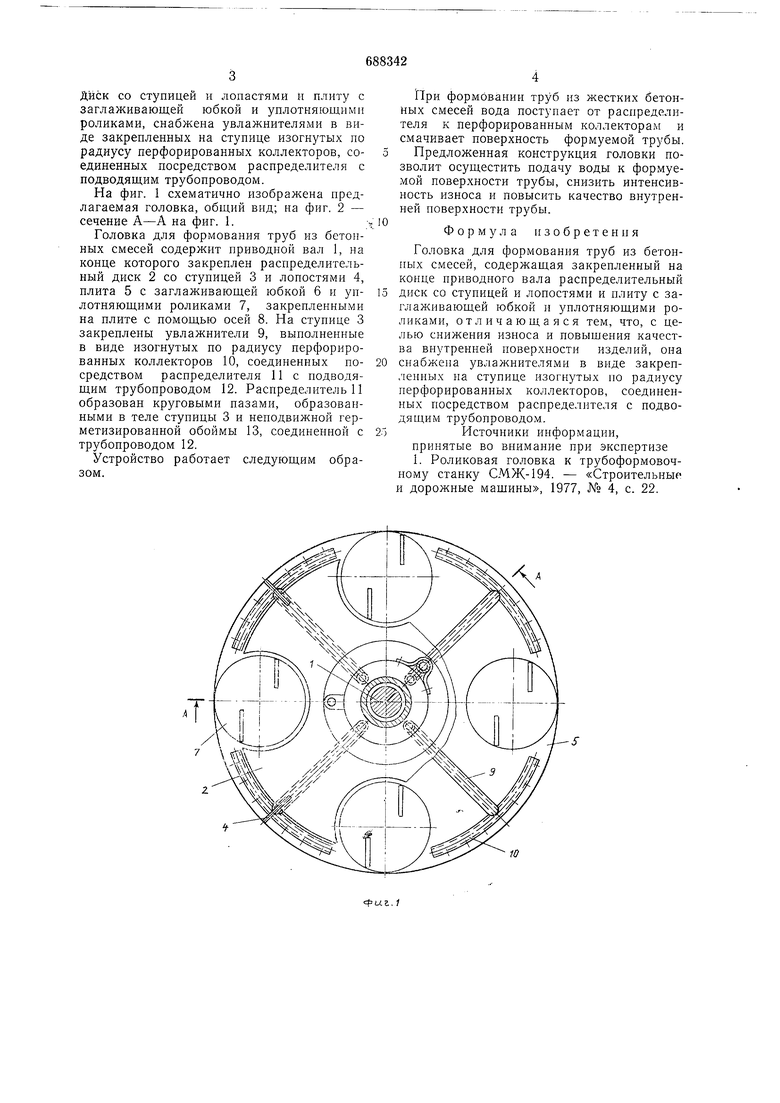
На фиг. 1 схематично изображена иредлагаемая головка, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Головка для формования труб из бетонных смесей содержит приводной вал 1, на конце которого закреплен распределительный диск 2 со ступицей 3 и лопостями 4, плита 5 с заглаживающей юбкой 6 и уплотняющими роликами 7, закрепленными на плите с помощью осей 8. На ступице 3 закреплеиы увлажнители 9, выполненные в виде изогнутых по радиусу перфорированных коллекторов 10, соединенных посредством распределителя 11 с подводящим трубопроводом 12. Распределитель 11 образован круговыми пазами, образованными в теле ступицы 3 и неиодвижной герметизированной обоймы 13, соединенной с трубопроводом 12.
Устройство работает следующим образом.
При формовании труб из жестких бетонных с.месей вода поступает от распределителя к перфорированным коллекторам и смачивает поверхность формуемой трубы.
Предложенная конструкция головки позволит осущестить подачу воды к формуемой поверхности трубы, сиизить интенсивность износа и повысить качество внутренней иоверхности трубы.
Формула изобретения
Головка для формования труб из бетоииых смесей, содержащая закреиленный на конце приводиого вала расиределительный
диск со ступицей и лопостями и плиту с заглаживающей юбкой и уплотняющими роликами, отличающаяся тем, что, с целью снижения износа и повышеиия качества виутренней поверхности изделий, она
снабжена увлажнителями в виде закреплеииых на ступице изогнутых по радиусу перфорированиых коллекторов, соединенных посредством распределителя с подводящим трубопроводом.
Источники ииформации,
принятые во впимаиие при эксиертизе 1. Роликовая головка к трубоформовочпому станку СМЖ-194. - «Строительны и дорожные машины, 1977, № 4, с. 22.
Л
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая головка для радиального прессования трубчатых изделий из бетонных смесей | 1991 |
|
SU1787795A1 |
| Головка станка для радиального уплотнения трубчатых изделий из бетонных смесей | 1980 |
|
SU903125A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2047483C1 |
| Головка для радиального прессования изделий из бетонных смесей | 1981 |
|
SU990534A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
| Головка для радиального прессования трубчатых изделий | 1991 |
|
SU1794029A3 |
| Роликовая головка для радиального прессования трубчатых изделий из бетонных смесей | 1985 |
|
SU1283112A1 |
| Устройство для формования втулочной части трубчатых изделий из бетонной смеси | 1978 |
|
SU743885A1 |
| Головка для радиального прессования изделий из бетонных смесей | 1990 |
|
SU1811494A3 |
| Устройство для радиального прессования трубчатых изделий | 1990 |
|
SU1811495A3 |