I
Изобретение относится к производству бетонных и железобетонных труб, а более конкретно - к формованию труб и втулочных частей их на станках радиального прессования.
Известно устройство для формования втулочной части трубы, содержащее загрузочную воронку с переходным диском и сбрасывателями нетканой смеси 1.
Основным недостатком указанного устройства является отсутствие затирочного приспособления для заглаживания втулочной части трубы.
Наиболее близким к изобретению по технической сущности является устройство для формования втулочной части трубы, содержащее загрузочную воронку с переходным диском, смонтированные на последнем ловители с роликами, на которые оперто установочное кольцо с затирочным приспособлением 2.
Недостатком этого устройства является то, что нри формовании втулочной части трубы затирочное приспособление испытывает давление, передаваемое на бетон уплотняющей роликовой головкой, а мощность, необходимая на перемещение затнрочного приспособлення, расходуется на преодоление сил трения, возникающих между переходным днском и бетоном и между установочным кольцом и переходным диском.
Цель изобретения - энергоем5 кости и уменьщение износа.
Указанная цель достигается тем, что в устройстве для формования втзлочной частн трубчатых изделий из бетонной смеси, содержащем загрузочную воронку с переходным диском, смоитированиые на последнем ловители с роликами, па которые оперто установочное кольцо с затнрочным приспособлением, установочное кольцо снабжено дополнительной роликовой обоймой, контактирующей с поверхностью переходного диска.
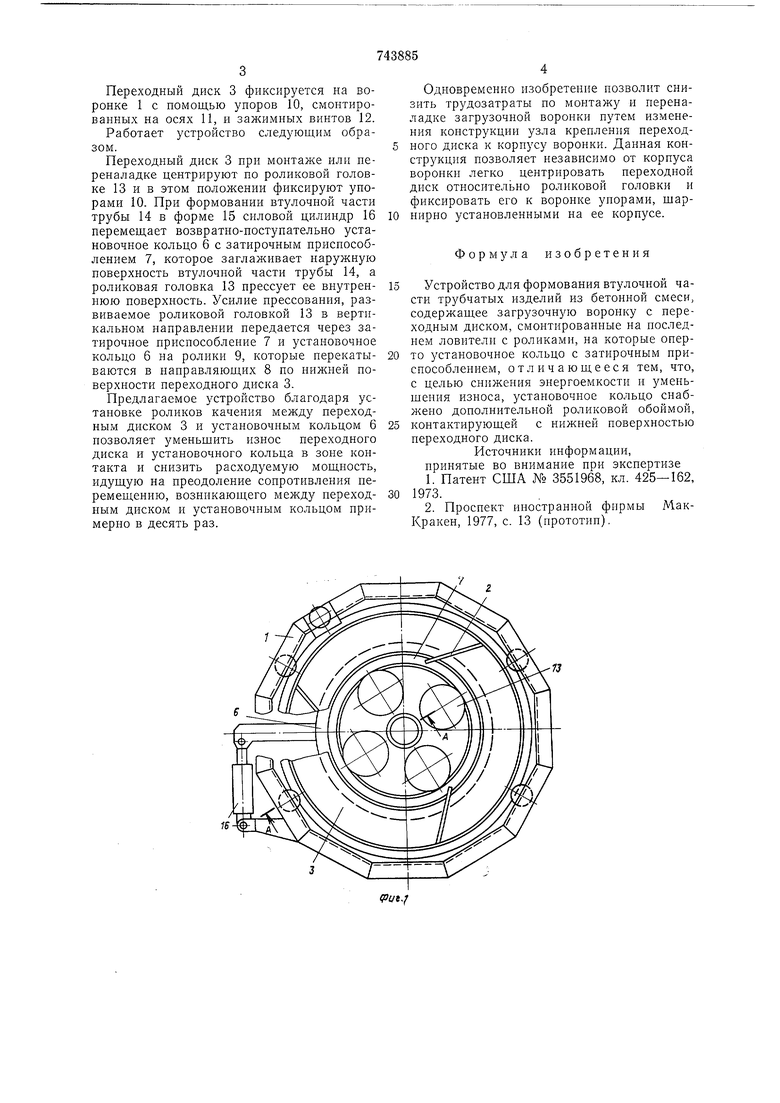
На фиг. 1 схематически пзобраЛСено устройство для формования втулочной части трубчатых изделий из бетонных смесей; на
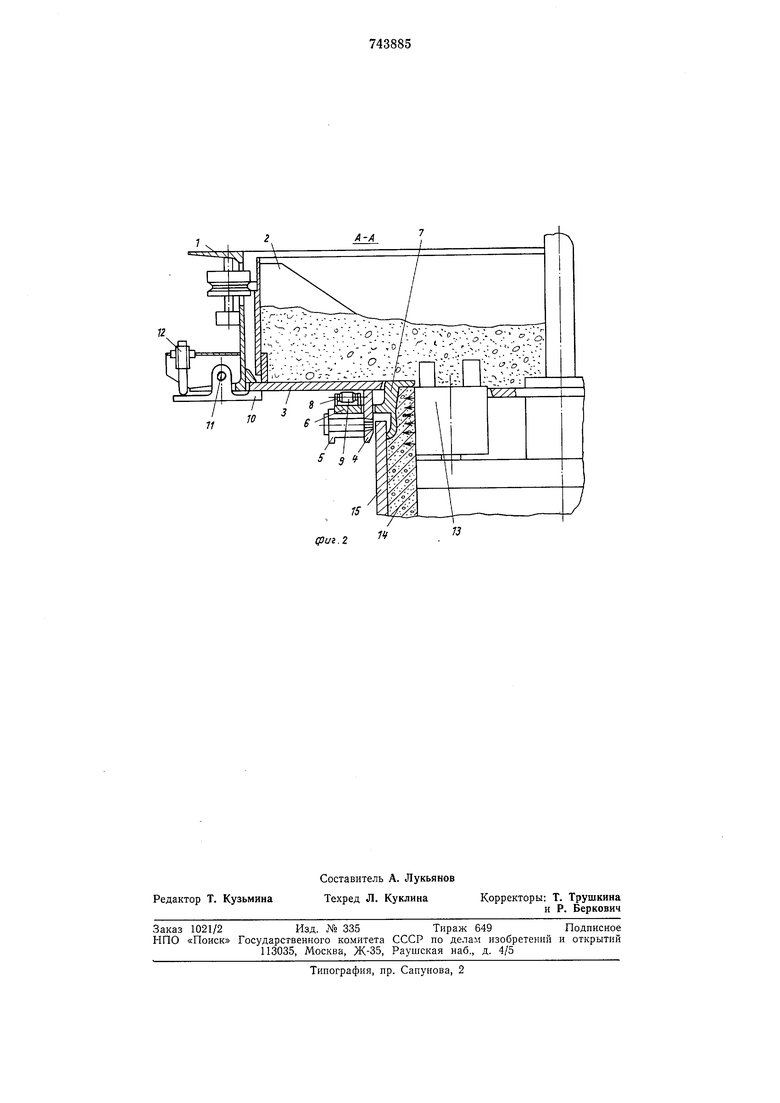
20 фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит загрузочную воронку 1 со сбрасывателями 2 и переходным диском 3, на котором смонтнрованы ловители 4 с роликами 5. На ролики 5 оперто
25 установочное кольцо 6 с затпрочным приспособлением 7. Установочное кольцо о снабжено роликовой опорой, состоящей из направляющей 8 и ролика 9 и контактирующей с пильней поверхностью переходного
30 диска 3.
Переходный диск 3 фиксируется на воронке 1 с помощью упоров 10, смонтированных на осях 11, и зажимных винтов 12.
Работает устройство следующим образом.
Переходный диск 3 нри монтаже или нереналадке центрируют но роликовой головке 13 и в этом положении фиксируют унорами 10. При формовании втулочной части трубы 14 в форме 15 силовой цилиндр 16 перемещает возвратно-поступательно установочное кольцо 6 с затнрочным приспособлением 7, которое заглаживает наружную поверхность втулочной части трубы 14, а роликовая головка 13 прессует ее внутреннюю поверхность. Усилие прессования, развиваемое роликовой головкой 13 в вертикальном направлении передается через затирочное приспособление 7 и установочное кольцо 6 на ролики 9, которые перекатываются в направляющих 8 по нилшей поверхности переходного диска 3.
Предлагаемое устройство благодаря установке роликов качения между переходным диском 3 и установочным кольцом 6 позволяет уменьшить износ переходного диска и установочного кольца в зоне контакта и снизить расходуемую мощность, идущую на преодоление сопротивления перемещению, возникающего между переходным диском н установочным кольцом иримерно в десять раз.
Одновременно изобретение позволит снизить трудозатраты по монтажу и переналадке загрузочной воронки путем изменения конструкции узла крепления переходного диска к корпусу воронки. Данная конструкция позволяет независимо от корпуса воронки легко центрировать переходной днск относительно роликовой головки и фиксировать его к воронке упорами, щарнирно установленными на ее корпусе.
Формула изобретения
Устройство для формования втулочной части трубчатых изделий из бетонной смеси, содержащее загрузочную воронку с переходным диском, смонтированные на последнем ловители с роликами, на которые онерто установочное кольцо с затирочным приспособлением, отличающееся тем, что, с целью снижения энергоемкости и уменьщения износа, установочное кольцо снабжено дополнительной роликовой обоймой,
контактирующей с нижней поверхностью переходного диска.
Источники информации, прииятые во внимание при экспертизе
1.Патент США № 3551968, кл. 425-162, 1973.
2.Проснект иностранной фирмы МакКракен, 1977, с. 13 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования трубчатых изделий из бетонных смесей | 1975 |
|
SU939217A1 |
| Установка для шпаклевки | 1977 |
|
SU751637A1 |
| Приспособление для установки каркаса трубчатого изделия в проектное положение относительно сердечника формы | 1990 |
|
SU1775295A1 |
| Сердечник установок для формования трубчатых изделий из бетонных смесей | 1980 |
|
SU885034A1 |
| ТРУБЧАТОЕ ИЗДЕЛИЕ ИЗ ПРЕССОВАННОГО ДИСПЕРСНО-АРМИРОВАННОГО БЕТОНА И ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072467C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Установка для формования трубчатых изделий из бетонной смеси | 1976 |
|
SU590143A1 |
| Устройство для изготовления радиально-прессованных трубчатых изделий из бетонных смесей | 1989 |
|
SU1728033A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫЙТРУБ | 1972 |
|
SU424722A1 |
| Сердечник установок для формования трубчатых изделий из бетонных смесей | 1981 |
|
SU973373A1 |