Предлагается способ автоматического регулирования степени уплотнения литейных форм на встряхивающих станках, отличающийся тем, что о степени уплотнения судят по величине пути, пройденного, под действием встряхивающих ударов, грузом, находящимся под воздействием сил трения, превосходящих вес груза.
Для осуществления предлагаемого способа применен плунжер, перемещающийся при работе встряхивания в направляющей, прикрепленной к встряхивающему столу формовочной мащины. При достижении цилиндром конечного положения, пусковой механизм формовочной машины выключается от источника сжатого воздуха.
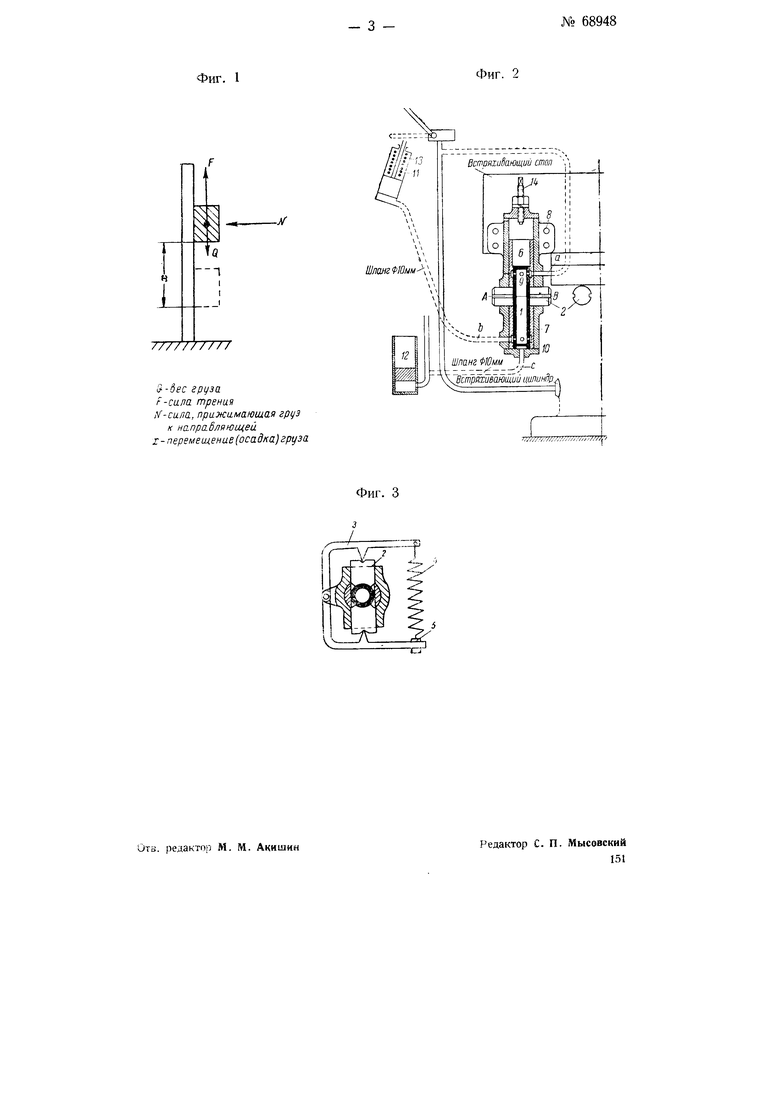
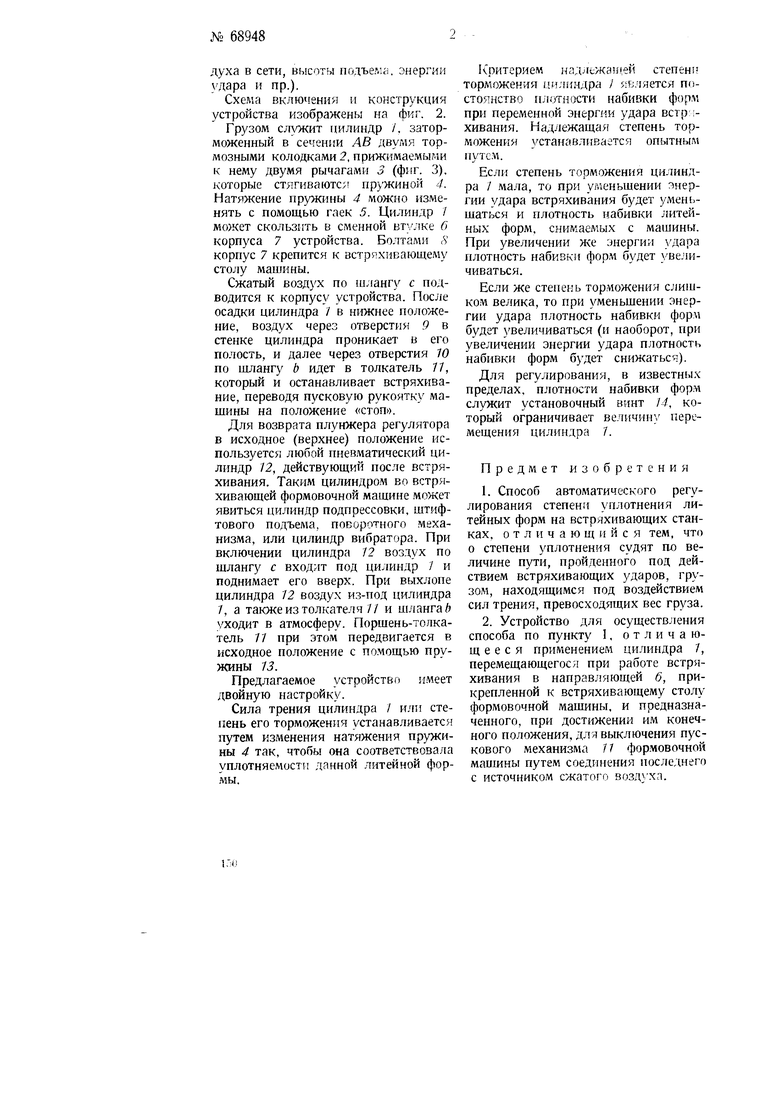
На фиг. 1 изображена принципиальная схема предлагаемого способа, на фиг. 2 - устройство для осуществления способа и на фиг. 3 - разрез по АВ фиг. 2.
Скользящий груз весом Q удерживается на вертикальной направляюще трением с помощью силы N. Направляющая прикреплена к встряхивающему столу мащины. При ударах стола происходит осадка груза вдоль направляющей, по величине тем большая, чем энергичнее удары, и, следовательно, чем энергичнее происходит уплотнение формовочной земли в опоке. При достижении определенной величины осадки X груза, чел1у соответствует определенная плотность набивки данной формы, под действием груза происходит автоматическая остановка встряхивающего механизма формовочной машины.
Величина перемещения X груза пропорциональна работе, идущей на пластическую деформацию уплотнения формовочной земли в опоке при встряхивании. Таким образом, процесс осадки груза является полным подобием процесса уплотнения земли при встряхивании. Следовательно, контролирующее устройство, основанное на данном принципе, должно обеспечивать постоянство плотности набивки литейных форм при всех переменных параметрах режима работы мащины в течение рабочей смены (при колебаниях давления сжатого воз149
духа в сети, высоты подъели, энергии удара и пр.).
Схема включения и конструкция устройства изображены на фкг. 2.
Грузом служит цилиндр /, заторможенный в сечении АВ двумя тормозными колодками 2, прижимаемыми к нему двумя рычагами 3 (фиг. 3), которые стягиваются пружиной 4. Натяжение пружины 4 можно изменять с помощью гаек 5. Цилиндр / может скользить в сменной вту;1ке 6 корпуса 7 устройства. Болтами Л корпус 7 крепится к встряхивающему столу машины.
Сжатый воздух по шлангу с подводится к корпусу устройства. После осадки цилиндра 7 в нижнее положение, воздух через отверстия 9 в стенке цилиндра проникает в его полость, и далее через отверстия 10 по шлангу b идет в толкатель 77, который и останавливает встряхивание, переводя пусковую рукоятку машины на положение «стоп.
Для возврата плунжера регулятора в исходное (верхнее) положение используется любой пнев.матический цилиндр 72, действующий после встряхивания. Таким цилиндром во встряхивающей формовочной мащине может явиться цилиндр подпрессовки, штифтового подъема, поворотного механизма, или цилиндр вибратора. При включении цилиндра 72 воздух по щлангу с входит под цилиндр / и поднимает его вверх. При выхлопе цилиндра 72 воздух из-под цилиндра 7, а также из толкателя 77 и шланга и уходит в атмосферу. Порщень-толкатель 77 при этом передвигается в исходное положение с помощью пружины 7J.
Предлагаемое устройство имеет двойную настройку.
Сила трения цилиндра / или степень его торможения устанавливается путем изменения натяжения пружины 4 так, чтобы она соответствовала уплотняемостн данной литейной формы.
Критерием надлежан ей степени торможения цилиндра / является постоянство плотности набивки форм при переменной энергии удара всгр:;хивания. Надлежащая степень торможения устанавливается опытныл путем.
Если степень торможения цилиндра 7 мала, то при уменьшении энергии удара встряхивания будет уменьшаться и плотность набивки литейных форм, снимаемых с машины. При увеличении же энергии удара плотность набивки форм будет увеличиваться.
Если же степень торможения слишком велика, то при уменьшении энергии удара плотность набивки форм будет звеличиваться (и наоборот, при увеличении энергии удара плотность набивки форм будет снижаться).
Для регулирования, в известных пределах, плотности набивки форм служит установочный винт /4, который ограничивает величину перемещения цилиндра 7.
Предмет изобретения
1.Способ автол1атического регулирования степени уплотнения литейных форм на встряхивающих станках, отличающийся тем, что о степени уплотнения судят по величине пути, пройденного под действием встряхивающих ударов, грузом, находящимся под воздействием сил трения, превосходящих вес груза.
2.Устройство для осуществления способа по пункту 1, отличающееся применением цилиндра 7, перемещающегося при работе встряхивания в направляющей 6, прикрепленной к встряхивающему столу формовочной машины, и предназначенного, при достижении им конечного положения, для выключения пускового механизма /7 формовочной машины путем соединения последнего с источником сжатого воздуха.
Фиг. 1
r-i F
-Ж
V///
i}-6ec грдзи
г-сила трения
-си.ла, пражамаюшая грдз
к направляющей X - перемещение (осадка) груза
Фиг. 2
ШлингФЮыи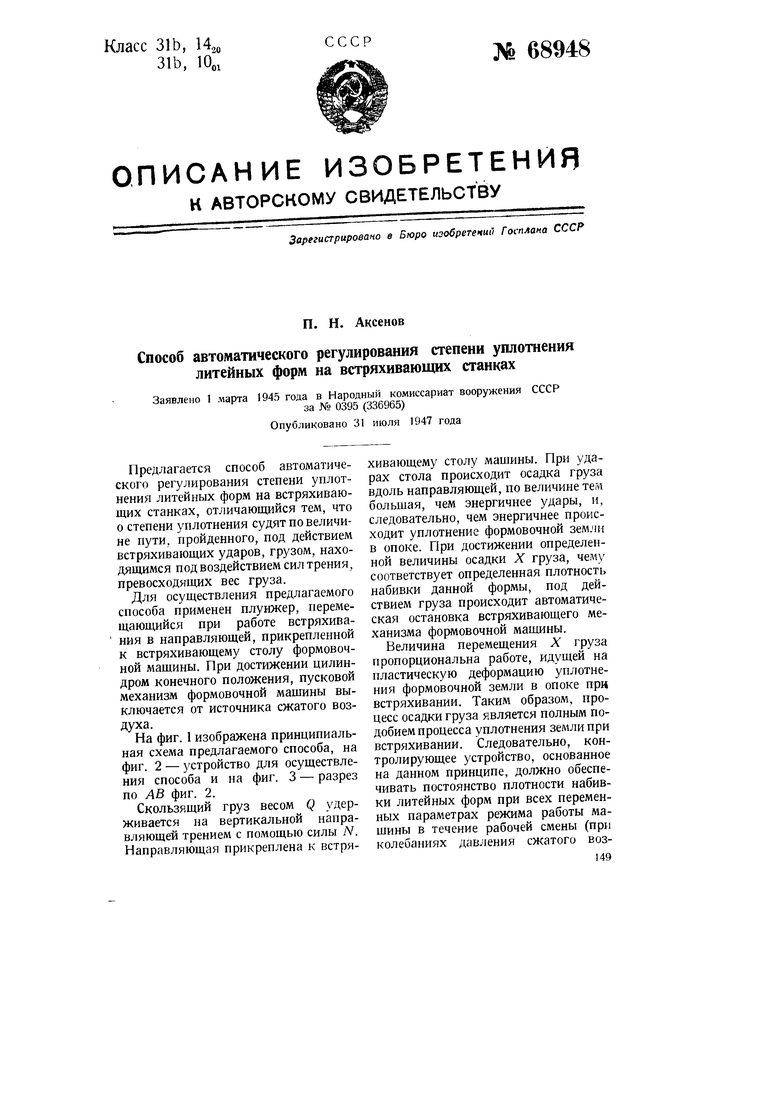
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения полезной работы встряхивающих машин | 1937 |
|
SU54144A1 |
| Формовочная машина | 1974 |
|
SU481363A1 |
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| Прибор для непосредственного определения и регулирования плотности набивки форм | 1947 |
|
SU86378A1 |
| Пуансонно-шнековая формовочная машина | 1948 |
|
SU83716A1 |
| Прессово-встряхивающая формовочная машина | 1982 |
|
SU1090489A1 |
| Карусельная машина для изготовления литейных форм | 1955 |
|
SU116219A1 |
| Встряхивающая формовочная машина | 1990 |
|
SU1766592A1 |
| ВСТРЯХИВАЮЩЕ-ПРЕССОВАЯ ФОРМОВОЧНАЯ МАШИНА | 1992 |
|
RU2030952C1 |
| ФОРМОВОЧНАЯ МАШИНА | 1992 |
|
RU2038894C1 |