со о
4
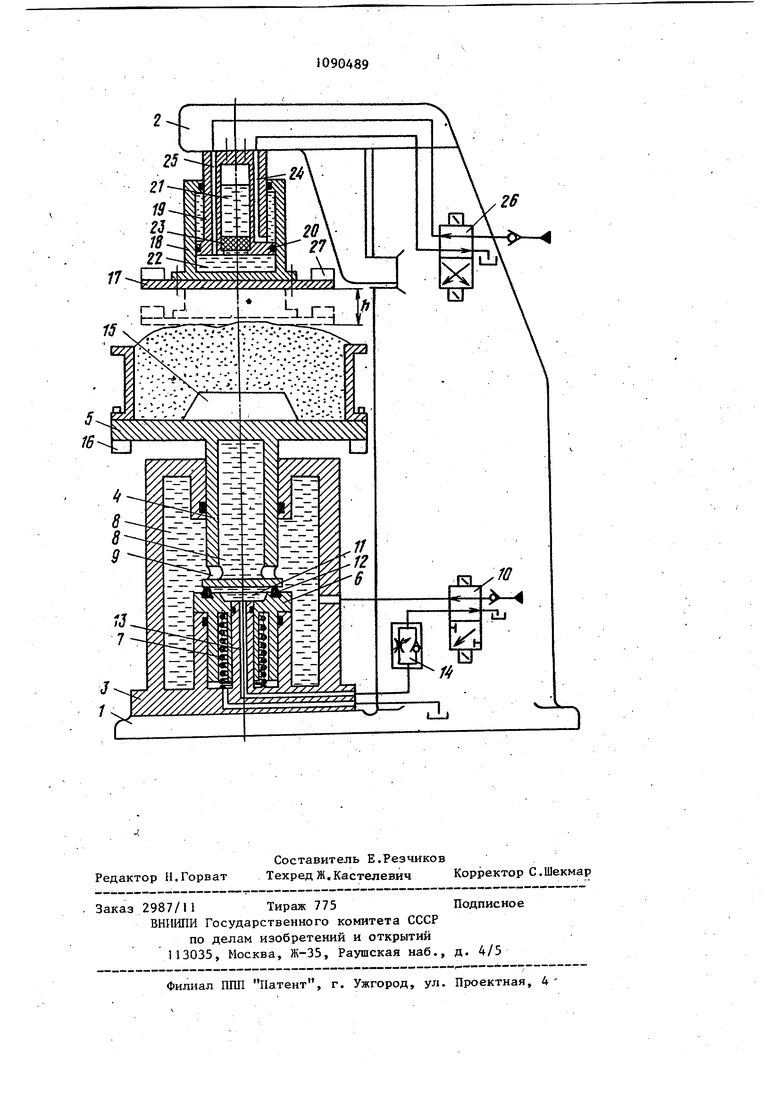
00 t Изобретение относится к литейному производству, преимущественно к конструкциям формовочных машин для изготовления разовых песчаных форм. Известны прессово-встряхиваюiiWe формовочные машины (ПВФМ),содержащие станину с расположенным под ней прессовым механизмом, встря хиваюпщй механизм с полной амортизацией ударов, центрирующийся в прессовом поршне, и траверсу с прес совой колодкой С 1 3. Однако известные машины характеризуются необходимостью совершения Гюльшого числа (50-100 и более) механических ударов встряхивающего механизма для уплотнения формовочной смеси. Кроме того, продолжительность ударов встряхивающего механизма очень мала (тысячные и десятитысячные, доли секунды) и лишь незначительная часть энергии ударов используется на уплотнение, формовочной смеси, что вызывает повышение энергозатрат на изготовление форм. Механические удары встряхиваю щего механизма являются источником повышенного шума при работе формово ной машины. Применение сжатого воздуха в качестве энергоносителя связ но с аэродинамическим шумом и аэрозольным выхлопом масла в атмосферу цеха. Наиболее близкой к предлагаемой по технической сущности является прессово-встряхивающая формовочная машина, содержащая механизм встряхи вания, включающий рабочий стол с хвостовиком, амортизатор и цилиндроснование, механизм прессования, ра положенный над рабочим столомС2. Однако данная машина снабжена пневматическим встряхивающим.механизмом с полной амортизацией ударов при работе которого происходят крат ковременнь1е и сильные механические удары стола и амортизатора, лишь незначительная часть энергии которы преобразуется в полезную работу на уплотнение формовочной смеси. Это вызывает необходимость совершения большого числа ударов, которые сопр вождаются высоким уровнем шума. Качество уплотнения смеси улучшается за счет применения верхней динамичес1сой подпрессовки в режиме встряхивания с одновременным прессование 92 Целью изобретения является повышение производительности и снижение энергозатрат. Поставленная цель достигается тем,. что н прессово-встряхивающей формовочной машине для изготовления литейных форм, содержащей механизм встряхивания, включающий рабочий стол с хвостовиком, амортизатор, цилиндроснование, механизм прессования, расположенный над рабочим столом, в хвостовике стола выполнена замкнутая полость, сообщенная с полостью цилиндра-основания , а амортизатор выполнен в виде подпружиненного поршня, имеющего в верхнем торце открытую полость и уплотнительноекольцо, расположенное по периметру открытой полости. На чертеже изображена формовочная машина, общий вид, разрез. Формовочная машина содержит станину 1 с поворотной траверсой 2. На станине 1 укреплен цилиндр-основание 3, в котором центрируются хвостовик 4 рабочего стола 5 и амортизатор 6, внутри которого расположена опирающаяся на дно цилиндра-основания 3 пружина 7. Рабочая полость 8, образованная полостью хвостовика 4 и полостью цилиндра-основания 3, соединенными между собой окнами 9, заполнена сжимаемой рабочей жидкостью и подключена к гидросистеме высокого давления формовочной машины распределительным клапаном 10. В верхнем торце амортизатора 6 имеется полость 11, изолированная от внутренней полости цилиндра-основания 3 кольцевым уплотнением 12, расположенным по периметру полости 1 1 . Полость 11 соединяется через канал 13, регулируемый дрос-сель с обратным клапаном 14 и распределительньй клапан 10 - с гидросистемой высокого давления. На рабочем столе 5 закреплена модельно-опочная оснастка I5, при этом опока крепится к рабочему столу 5 специальными прижимами 16. Над рабочим столом 5 расположен механизм прессования, закрепленный на поворотной траиерсе 2. Механизм прессования снабжен прессовой плитой 17, жестко закрепленной на .прессовом цилиндре 18. Шток 19 поршня 20 прессового цилиндра 18 неподвижно закреплен на траверсе 2 и имеет внут реннюю полость 21, изолированную от внутренней полости 22 прессового цилиндра 18 плаваклцим (подвижным) поршнем 23, Полость 21 заполнена жид костью и воздухом, выполняющим роль пневмогидравлической пружины. В стен ках штока 19 выполнены каналы 24 и 25 для подачи рабочей жидкости соответственно в полости 21 к 22, Управление работой механизма прессования осуществляется с помощью распределителя 26. Сверху к прессовой плите 17 укреп лены сменные грузы 27.. Формовочная машина может работать в двух режимах: встряхивания с одновременным прессованием, и импульсного разгона стола с модельно-опочной рснасткой и смесью с последующим динамическим прессованием смеси. В режиме встряхивания с одновременным прессованием машина работает следующим образом. Через распределитель 26 рабочая жидкость подается по каналу 25 в полость 22 прессового цилиндра 18, а штоковая полость соединяется со сливом. Прессовый цилиндр 18 опускает прессовую плиту 17 на уплотняемую формовочную смесь. Начальное уплотне ние производят под относительно невысоким давлением (до I кгс/см (10 Н/м ). Одновременно через распре делительный клапан 10 рабочая жидкость более высокого давления, чем подаваемая в прессовьй цилиндр 18, подается в рабочую полость 8 Объем жидкости в полости 8 выполняет роль гидропружины (гидроаккумулятора), которая накапливает потенциальную энергию при сжатии жидкости в полости 8 под действием жидкости высокого давления, подаваемой от насоса через распределительный клапан 10. При достижении заданного давления в полости 8 распределительный клапан 10 переключается и подает рабочую жидкость через дроссель с обратным клапаном 14 и канал 13 в полость 11. При некотором давлении в полости 11, которое определяется давлением в полости 8 и усилием, которое передается прессовым механизмом чере формовочную смесь на стол 5, хвостовик 4 начинает перемещаться вверх. Между ншсним торцом хвостовика 4 и кольцевым уплотнением 12 образуется зазор, в который попадает жидкость из полости 8, находящаяся под высоким давлением, и резко ускоряет движение стола 5 вверх, причем максимальное ускорение стола 5 может достигать такого же высокого значения, как и во встряхивающих машина с механическим ударом стола об амортизатор. Формовочная смесь уплотняется под действием инерционных сил, возникаю- щих при ускоренном движении вверх модельно-опочной оснастки 15 со смесью, а также под действием механизма прессования, расположенного над рабочим столом 5 формовочной машины. При дальнейшем движении вверх стола 5 формовочной машины, которое происходит в связи с превращением потенциальной энергии сжатой жидкости в кинетическую энергию движения модельно-опочной оснастки 15 с формовочной смесью, усилие со стороны прессовой плиты 17 возрастает по мере уплотнения формовочной смеси и по мере перемещения прессовой плиты 17 вверх. Давление в полости 22 также возрастает, и под его действием жидкость из полости 22 перетекает в подпоршневую часть полости 21, поднимая плаваюищй поршень 23, который, в свою очередь, сжимает воздух и жвдкость в полости 21. При некотором давлении в полости 21 и давлении в полости 8 движение стола 5 .вверх прекращается, а амортизатор 6 под действием пружины 7 поднимается до соприкосновения кольцевого уплотнения 12 с нижним торцом хвостовика 4, распределительный клапан 10 вновь подключает полость 8 к гидросистеме высокого давления, а полость 11 на слив. Под действием давления в полостях 21 и 8 стол 5 возвращается в исходное положение. Прессовая плита 17 тоже опускается и занимает новое положениеj отличающееся от исходного на величину деформации смеси. В режиме импульсного разгона стола с последующим динамическим прессованием смеси работа машины имеет следующие отличия. Перед включением встряхивающего механизма прессовая плита 17 остается в верхнем положении или опускается на небольшую величину так, что между прессовой плитой 17 и верхне поверхностью уплотняемой смеси ос тается зазор h. Аналогично изложенному производится зарядка гидроаккумулятора (затяжка гидропружины) в прлости и включение механизма встряхивания при подаче рабочей жидкости по каналу 13 в полость 11. Происходит импульсный (толчковый) разгон рабочего стола 5 со значительными ускорениями (до 800 м/с), при это уплотняемая смесь перераспределяется по объему опоки и уплотняется (преимущественно в нижних, прилегающих к модели, слоях) под действием возникающих инерционных сил. Рабочий стол 5 вместе с модельноопочной оснасткой 15 приобретает знaчиteльнyю скорость ( 5 м/с) и кинетическую.энергию. Далее эта энергия реализуется на уплотнение смеси при ударе и торможении движу щейся системы через, уплотняемую смесь прессовой плитой 17 и пневмогидравлической пружиной. В предлагаемой конструкции прес сово-встряхивающей формовочной нашины импульсы динамического нагруж ния имеют значительно большую длительность, чем в существующих ПВФМ (0,01...0,06 с и более вместо тысячных и десятитьгсячных долей секунд). За счет этого, а также за счет замены пневмопривода гидрюпри водом, использование подводимой энергии и КПД машины значительно возрастают. Возможность накопления гидроакк мулятором (гидропружиной) большой потенциальной энергии (1000 Дж и более), позволяет значительно сокра тить число циклов динамического нагружения, достаточное уплотнение форм достигается за 1 - 10 циклов. В машине можно управлять параме ми нагружения уплотняемой смеси. С пень предварительного уплотнения с си и затяжка пневмОгидравлической пружины механизма прессования опре деляется в режиме встряхивания с о новременным прессованием давлением 9 рабочей жидкости, подаваемой в полость 22 прессового цилиндра 18. Энергия и длительность динамического нагружения может изменяться от импульса к импульсу за счет изменения максимального давления рабочей жидкс сти, достигаемого в полости гидропружины. Жесткость торможения смеси прессовой плитой определяется регулируемым соотношением объемов жидкости и газа в полости пневмогидравлической пружины механизма прессова.нш1 и иверционностно цилиндра прессовая с прессовой плитой, масса которых может быть изменена при использовании дополнительных грузов, прикрепляемых сверху к прессовой плите. В режиме импульсного разгона стола с последующим динамическим согласованием смеси можно изменять также величинузазора Н между прессовой плитой и свободной поверхностью . смеси. Регулирование параметров рабочего процесса машины позволяет оптимизировать технологический процесс уплотнения смеси, повысить производительность и качество форм и снизить энергозатраты на уплотнение. Снижение шума дЬстигается за счет исключения жесткого механического удара, как определяющего фактора процесса уплотнения, и аэродинамического шума отработанного сжатого воздуха при выхлопе. . , Предлагаемая формовочная машина позволяет уменьшить время уплотнения полуформ с 5-8 до 1с. Использование обратного хода прессовой плиты для однввременной вытяжки модели и снятия готовой полуформы способствует сокращению времени изготовления полуформ, которое составляет не более 18-20 с, что приводит к повьш1ению производительности формовочной машины до 180 пф/ч. Технико-экономический эффект создается при внедрении за счет повышения производительности, улучшения качества уплотнения форм и условий труда, снижения энергозатрат на уплотнение и уровня шума при работе и составляет более 7,5 тыс.руб. в год на одну формовочную машину.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессово-встряхивающая формовочная машина | 1983 |
|
SU1106577A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
| Формовочная машина | 1987 |
|
SU1503980A1 |
| Формовочная машина | 1987 |
|
SU1503979A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1992 |
|
RU2038894C1 |
| Встряхивающая формовочная машина | 1988 |
|
SU1560364A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Встряхивающая формовочная машина | 1989 |
|
SU1708494A1 |
| ПРЕССОВО-ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2022685C1 |
| Встряхивающая формовочная машина | 1974 |
|
SU514658A1 |
ПРЕССОВО-ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА, содержащая механизм встряхивания, включающий рабочий стол с хвостовиком, амортизатор, цилиндр-основание, механизм прессования, расположенный над рабочим столом, отличающаяся тем, что,с целью повышения производительности и снижения энергозатрат и шума, в хвостовике стола .выполнена замкнутая полость, сообщенная с полостью цилиндра основания, а амортизатор выполнен в виде подпружиненнр го поршня, имеющего в верхнем торце открытую полость и i уплотнительное кольцо, расположенное по периметру открытой полости. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аксенов Л.Н | |||
| Оборудование литейньк цехов | |||
| М., Машиностроение, 1977, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ регулирования режима термического деаэратора | 1982 |
|
SU1038703A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
