Известны формовочные станки карусельного типа, у которых прессование форм производится путем встряхивания, а допрессовка-путем давления. Такие станки выполняются обычно, в целях повышения производительности труда, с разделением операций на нескольких формах, что дает выход законченной формы через каждый определенный небольшой промежуток времени.
Обычным дефектом этих станков является недостаточная автоматичность торможения карусели в момент, когда включаются рабочие механизмы встряхивания, допрессовки и т. д., что имеет последствием поломку деталей и выход станков из строя.
Предлагаемым изобретением имеется в виду дать формовочный станок, в котором автоматичность торможения вращаюш,ейся карусели в требуемый момент обеспечивается полностью, что достигается соединением привода врашения и тормозного механизма в одном двуплечем рычаге.
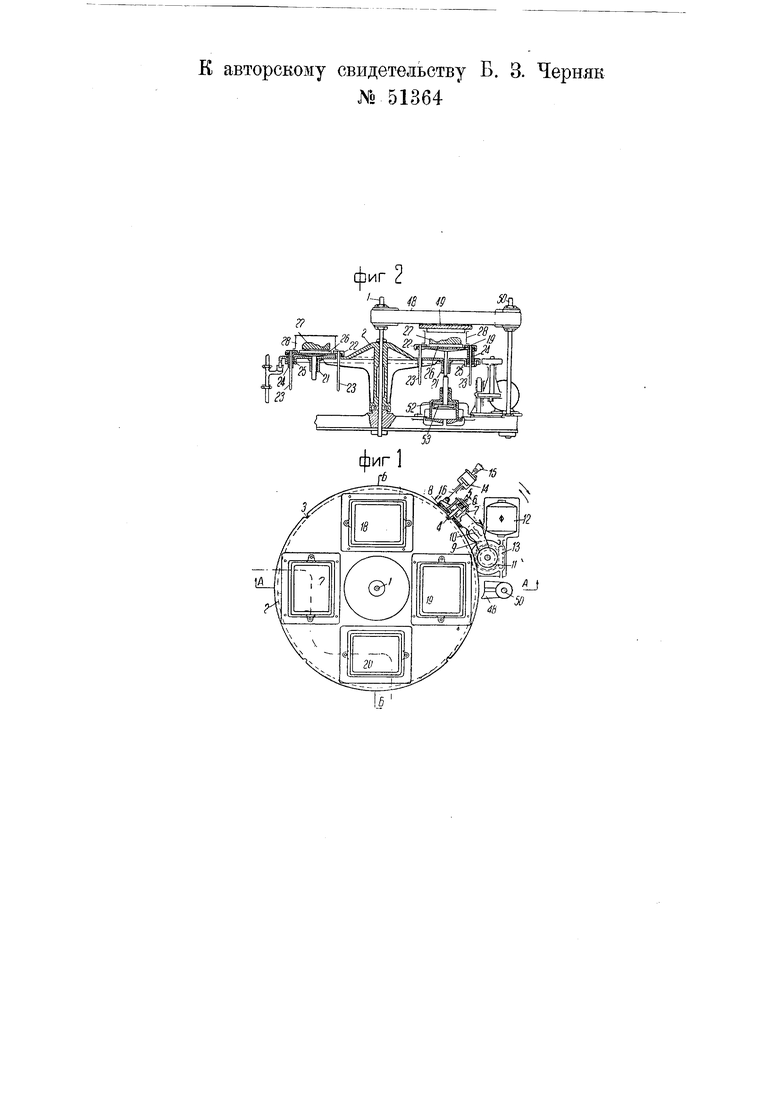
Около неподвижной вертикальной колонки 7 свободно вращается карусель 2. Карусель при остановке может быть точно зафиксирована в четырех определенных положениях. Для этой
цели, карусель снабжена по окружности четырьмя коническими углублениями 3. В эти углубления входит скользяший в неподвижных направляющих фиксирующий щтырь 4, снабженный выбрасывающей пружиной 5 и поршнем 6, движущимся в цилиндре 7. Для поглощения живой силы перед остановкой карусели служит тормозная колодка 8, находящаяся на одном конце двуплечего рычага 9, могущего качаться около неподвижной вертикальной оси JO. Другой конец рычага несет на себе ведущий фрикционный ролик //, приводимый в движение от электродвигателя 72 через редуктор 75 (редуктор и двигатель смонтированы на двуплечем рычаге и качаются вместе с ним). Цилиндр 75 (двойного действия) одним концом укреплен к неподвижному щарниру 75, а штоком 76 шарнирно связан с двуплечим рычагом 9.
При ходе поршня в одну сторону двуплечий рычаг прижимает к ободу карусели фрикционный ролик 7/ и отжимает тормозную колодку 8 и фиксирующий штырь 4; при этом карусель начнет вращаться. Обратный же ход поршня выключит ролик и нажмет тормозную колодку, что обес.печит замедление вращения карусели до момента полной ее остановки штырем 4.
На карусели 2 расположены четыре одинаковых формовочных стола, занимающие места 77, 18, / и 20. Каждый формовочный стол своим хвостовиком свободно вставлен в направляющие 27, неподвижно привинченные к карусели.
На формовочных столах свободно лежат одинаковые провальные рамки 22, причем каждая провальная рамка своими штырями 23 проходит сквозь направляющие втулки 24, привинченные наглухо к формовочным столам. У каждого формовочного стола одна из втулок 24 своейнаружной поверхностью скользит по соответствующей направляющей 25, неподвижно укрепленной на карусели. Такое устройство обеспечивает точное движение провальной рамки относительно формовочного стола при протяжке и не позволяет формовочному столу вместе с рамкой поворачиваться около своего хвостовика, позволяя, однако, вертикально перемещаться как столам с рамками относительно карусели, так и рамкам относительно столов.
На формовочных столах укрепляются подмодельные плиты 26, снабженные моделями 27, а на провальных рамках 22 устанавливаются протяжные плиты и опоки 28. В случае моделей простых очертаний и достаточных уклонов опоки ставятся непосредственно на провальные рамки без протяжных плит.
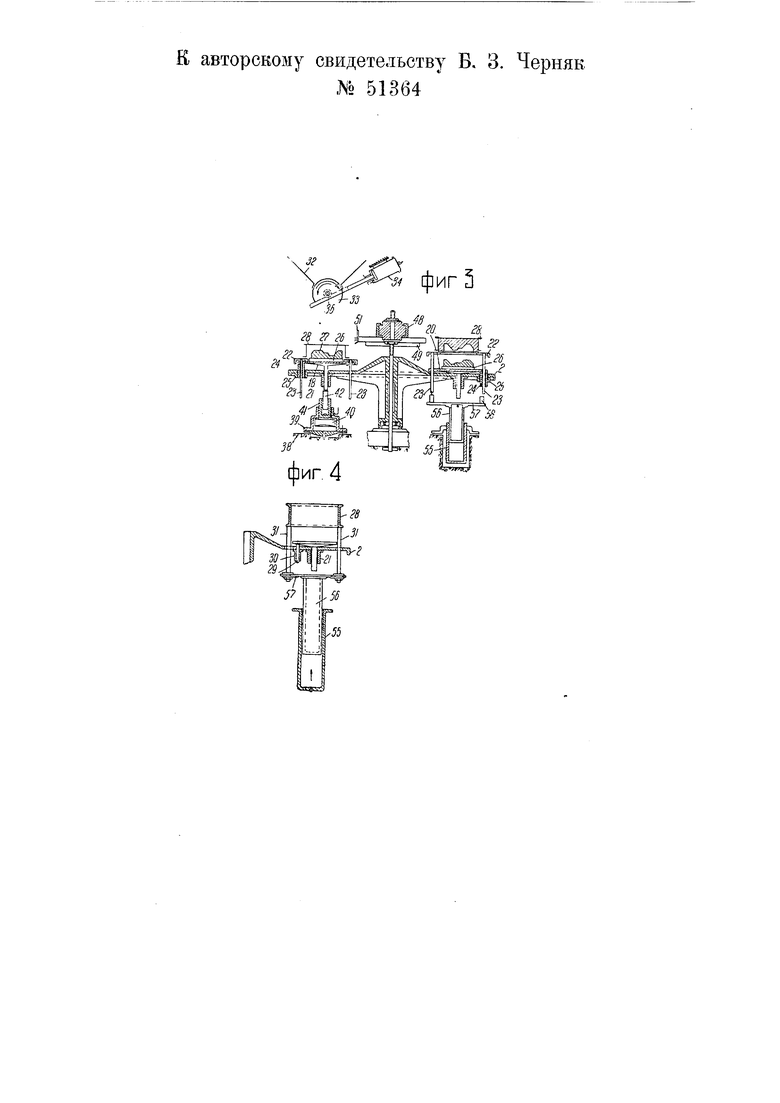
На фиг. 4 показан вариант изменения конструкции формовочного стола (показан стол на месте 20 для осуществления машины со штифтовым съемом опок.. В этом случае провальные рамы 22 со штырями 23 отсутствуют. Во избежание поворачивания формовочные столы снабжены штоками 29, входящими в направляющие 30, неподвижно укрепленные на карусели. Опока ставится непосредственно на подмодельную плиту (на фиг. 4 не показана), с которой после формовки снимается непосредственно четырьмя штифтами 31.
Над каруселью, над местами расположения формовочных столов 77
и 20, установлен монорельс, снабженный пневматическими или другими подъемниками, облегчающими установку пустых Опок на стол 77 и съем готовых опок со стола 20. Такое расположение монорельса позволяет пользоваться для обслуживания стола на месте 20 подъемником, освободившимся от установки опок на стол на место 77, обеспечивая правильное (не перекрестное) движение и хорошее использование подъемников над машиной.
Над формовочным столом, расположенным на месте 18, неподвижно установлен бункер 32 (фиг. 3 и 5) с формовочной землей. Бункер снабжен дозатором 33, отмеривающим нужное количество формовочной земли для заполнения одной формы. Открывание и закрывание дозатора производится цилиндром 34 (двойного действия). Поршневой шток цилиндра 34 при помощи зубчатой рейки 55 и шестерни 36 наполняет дозатор из бункера и опрокидывает его в находящуюся под ним на столе 18 пустую опоку, засыпая ее землей. Для лучшего движения земли по стенкам бункера и дозатора и для избежания застревания земли на стенке бункера укреплен пневматический вибратор 37 (показан лишь на фиг. 5), работающий от общего трубопровода одновременно с цилиндром 34.
Под формовочным столом, расположенным над местом 18, на изолированном от всех прочих механизмов фундаменте 38 установлен неподвижный цилиндр 39. В цилиндре движется вертикально поршень 40, в верхней своей части переходящий во встряхивающий цилиндр 41 несколько меньшего диаметра. Внутри встряхивающего цилиндра вертикально перемещается встряхивающий плунжер 42, при помощи штока 43 (фиг. 5) связанный с воздухораспределительным золотником встряхивания 44. Регулировка положения штока 43 относительно плунжера 42 производится двумя гайками, что позволяет регулировать высоту хода встряхивания, а следовательно, и силу ударов. За счет вертикального хода поршня 40, перед началом работы встряхивания упирающегося в хвостовик стола 18, последНИИ приподнимается над каруселью и предохраняет ее от восприятия ударов при встяхивании стола 18. Сила и работа ударов поглощается массой поршня 40 и, смягченные образованной под ним подушкой сжатого воздуха, окончательно поглощаются массой изолированного фундамента 38.
Одновременно с опрокидыванием дозатора 33 происходит пуск сжатого воздуха в механизм встряхивания (детали 39-44) при посредстве общего с дозатором трубопровода. Таким образом на столе/5 происходит одновременно и засыпка и утряска земли в опоку, ранее установленную на стол. Трубопровод встряхивающего механизма снабжен крЗаном 45, а трубопровод цилиндра 34 бункера кранами 46 и 47, допускающими регулировку количества поступающего к ним воздуха при наладке машины.
Над формовочным столом, занимающим место 19, расположена неподвижно траверса 48 с укрепленной на ней упорной прессовой плитой Р. Высота траверсы над каруселью регулируется гайками на неподвижных колонках / и 50. На траверсе 48 устанавливается и закрепляется на надлежащей высоте неподвижный скребок 51 (фиг. 3), служащий для разравнивания и сгребания излишка земли с верхней части опоки до прессовки за счет поворота карусели и формовочного стола и движения опоки на формовочном столе под скребком в процессе поступления опоки под прессовую плиту 49. Под траверсой 48 на фундаменте укреплен неподвижный вертикальный прессующий цилиндр 52 с прессующим поршнем 53. Последний при ходе вверх, упираясь в хвостовик формовочного стола, находящегося на месте 19, поднимает его вместе со стоящей на нем опокой 28 и прессует (допрессовка) верхние слои земли в опоке (недостаточно уплотняемые встряхиванием). Упором при допрессовке служит прессовая плита 49. Поступление воздуха в прессовый цилиндр может быть отрегулировано краном 54.
Под формовочным столом, расположенным на месте 20 (фиг. 3), на фундаменте установлен механизм для
отделения заформованных опок от моделей и модельной плиты. Этот механизм состоит из вертикального неподвижного цилиндра 5.5, в котором вертикально движется плунжер 56, несущий на себе траверсу 57. Последняя, ири помощи выступов 58, при своем движении приподнимает штыри 23, а вместе с ними и провальную рамку 22 со стоящей на ней законченной и готовой опокой 28. При этой операции опока отделяется от модели, остающейся внизу на неподвижном формовочном столе 20.
На показанном на фиг. 4 варианте щтифтового съема на траверсе 57, вместо выступов 55, укрепляются штифты 31, при подъеме проходящие в вырезы карусели и непосредственно поднимающие (снимающие) опоку 28 с формовочного стола на место 20 (с модельной плиты, установленной на столе).
На траверсе 57 укреплен движущийся вместе с ней штырь 59, заканчивающийся в нижней своей части золотником 60. Золотник при своем движении уменьшает сечение трубопровода, подводящего рабочую среду к цилиндру 55 в тот момент, когда начинается и происходит отделение модели от отпечатка в опоке, т. е. когда во избежание срыва формы нужно медленное и плавное движение опоки; в остальной части хода золотник 60 оставляет сечение трубопровода полностью открытым, обеспечивая достаточную скорость движения плунжера 56. Кроме того, для регулировки количества воздуха, поступающего к цилиндру 55, служит кран 66.
Против наружной кромки формовочного стола на месте 20 неподвижно установлен цилиндр 61 с пневматическим вибратором 62, вделанным в конец поршневого штока 63. В момент съема поршневой шток 63 с вибратором 62 прижат к кромке стола, и удары вибратора, таким образом, через кромку стола передаются к модели и производят -расталкивание последней непосредственно в момент ее отделения от отпечатка, а также предварительно, незадолго до начала этого момента, так как вибратор начинает работать в момент прикосновения к кромке стола. Это включение вибратора (пуск воздуха) производится клапаном 64, укрепленным также на конце штока, причем открывание клапана совершается благодаря нажатию о клапан кромки стола. Сжатый воздух подводится к клапану 64 при помощи гибкого шланга 65.
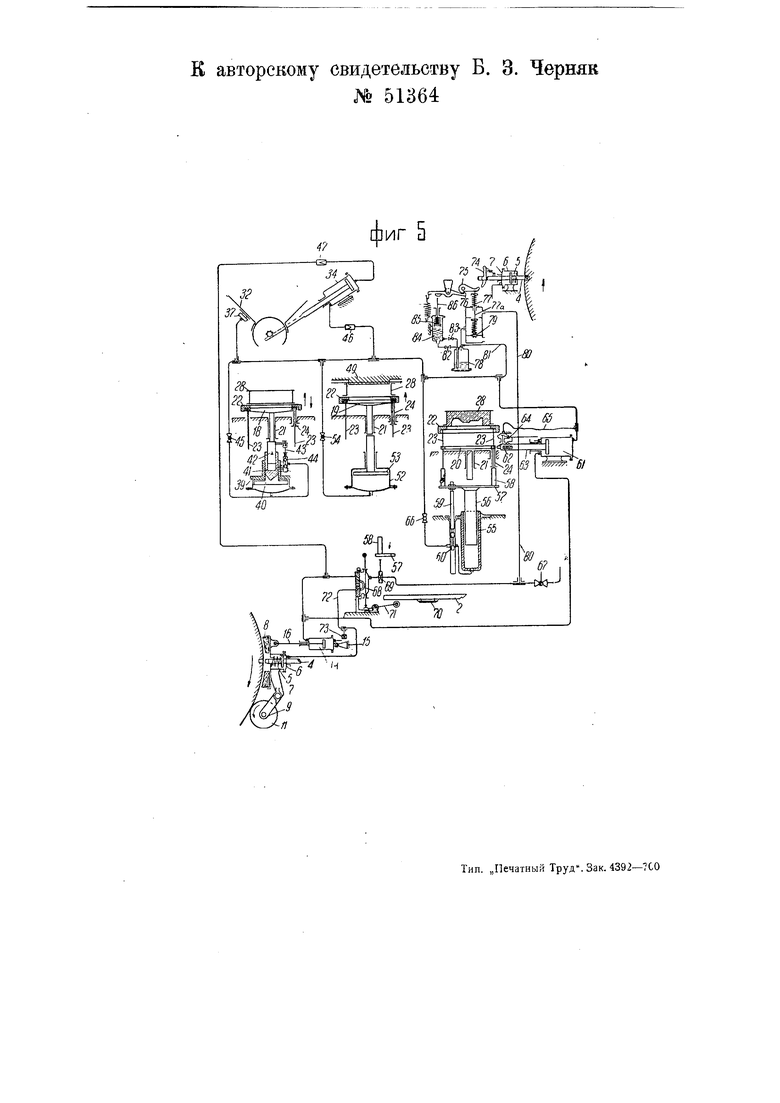
Система, автоматически распределяющая воздух к различным элементам машины, имеет следующее устройство. Сжатый воздух из магистрали, пройдя запорный вентиль 67, поступает к корпусу пускового золотника 68. Перед золотником 68 на трубопроводе, подводящем воздух, поставлен блокировочный клапан 69. Шпиндель этого клапана расположен в машине таким образом, что в своем самом нижнем положении траверса 57 нажимает на шпиндель, и магистраль открыта для пуска воздуха в золотник 68 лишь в том случае, когда готовая опока уже снята, и плунжер 56 вместе с траверсой 57 опустились в крайнее нижнее положение, т. а. может беспрепятственно начинаться следующий (очередной) цикл работы.
В предыдущем 1;икле перед остановкой карусели пусковой золотник 68 находится в крайнем верхнем положении, так как кулачок 70 (их на карусели четыре), двигавшийся вместе с каруселью 2, при помощи двуплечего рычажка 7/ автоматически передвинул золотник вверх (на фиг. 5 показано его крайнее нижнее положение). При крайнем верхнем положении золотника воздух из магистрали по трубе 72 поступает в наружную полость цилиндра 14. Под давлением поступившего воздуха поршень и шток 16 прижимают к кромке карусели тормозную колодку 8, обеспечивая этим торможение и остановку карусели 2. Ведущий фрикционный ролик 11 на другом конце двуплечего рычага 9 в это время отведен от карусели и вращается вхолостую. При соответствующей регулировке опережения включения (положение на карусели кулачков 70 и регулировка нажатия тормоза) за счет давления в наружной полости цилиндра J4, достигаемой редукционным клапаном 73,
к моменту совпадения осей фиксирующего штыря 4 и соответствующего конического углубления 3, можно добиться почти полного поглощения живой силы карусели и вследствие этого безударной плавной остановки ее. Кроме цилиндра М, воздух поступает к цилиндру 7 и, действуя на поршень 6, прижимает фиксирующий штырь 4 к кромке карусели, замедляющей благодаря торможению свое движение, и в момент совпадения соответствующего углубления 3 конец фиксирующего штыря 4 входит в него, останавливая стол в точно определенном положении, необходимом для совпадения поворачивающихся вместе с каруселью 2 формовочных столов на местах /7, fS, 9 и 20 с неподвижными механизмами встряхивания, засыпки, прессовки, съема и т. д.
На свободном нижнем конце фиксирующего штыря 4 укреплен шарнирный пружинный кулачок 74, который, двигаясь вместе со штырем 4, нажимает рычажок 75 автоматического трехходового клапана, который и остается нажатым благодаря защелке, защелкивающей выступ рычажка 75. Рычажок 75 в таком положении удерживает нажатым шпиндель трехходового клапана и сжимает пружину 77. Трехходовой двухседельный клапан в зажатом положении соединяет ответвление магистрали 80 с масляным резервуаром 78, а отверстие выхлопа 79 перекрывает. Через ответвление 5/ сжатый воздух поступает в трубопровод, идущий по машине, откуда через разветвления одновременно поступает к цилиндру дозатора 34, к цилиндру встряхивающего механизма 29, к цилиндру прессового механизма 52, к цилиндру 55 механизма для отделения опоки от модели, к вибратору 62 и к цилиндру 67 для подачи вибратора и его прижатия к кромке формовочного стола. Таким образом, все перечисленные механизмы приводятся одновременно в действие. Так как включение всех этих механизмов производится ходом фиксирующего штыря, то обеспечена блокировка и невозможность включения их до полной остановки карусели в точно определенных местах. Одновременно с действием вышеперечисленных механизмов сжатый воздух вытесняет масло из резервуара 8по трубе, снабженной регулирующим краном 83, в цилиндр 84. Поступающее в цилиндр масло сжимает пружину над поршнем 85. После перетекания из резервуара 78 соответствующего количества масла щток 86 в конце своего хода давлением масла нажимает двуплечий рычаг защелки 76, и последняя освобождает рычажок 73. Освобожденный от защелки рычажок 75 перестает удерживать в сжатом состоянии пружину 77 и, под действием пружины, щпиндель трехходового двухседельного клапана возвращается в первоначальное положение, при котором поступление воздуха из магистрали им перекрывается, а трубопровод 5/ и масляный резервуар 78 соединяются с атмосферой через открытое седло клапана 79. Это обеспечивает одновременное выключение и прекращение работы механизмов встряхивания, прессования, отделения опоки от модели и вибратора. При этом ранее вытесненное из резервуара 78 масло возвращается в него обратно под действием пружины над порщнем 55. Для обеспечения быстрого и свободного возврата масла, независимо от регулировки крана 83, оно возвращается в масляный резервуар 78 помимо регулирующего крана 83 по параллельному трубопроводу через открывающийся обратный клапан 82. Благодаря полному свободному сечению обратного трубопровода и клапана 82 обеспечивается быстрое перетекание масла. Из резервуара 78 в цилиндр ( масло будет перетекать в течение разного времени в зависимости от сечения,отрегулированного краном 83. Это время регулируется с таким расчетом, чтобы оно было достаточно для одновременного выполнения операций на всех формовочных столах на местах /7, J8, J9, 20. Время это определяется самой продолжительной операцией, например, засыпкой и встряхиванием, или .на столе 18 отделением от модели и съемом готовой опоки на столе, занимающем место 20 и т. п.
Таким образом, кран 83 регулирует
необходимую и достаточную для работы продолжительность включения сжатого воздуха к механизмам, одновременно работающим у всех четырех формовочных столов.
К моменту окончания работы этих механизмов готовая опока должна быть снята со стола на месте 20, новая пустая опока должна быть установлена на стол на месте /7, и рабочий, нажимая педалью на рукоятку 87 пускового золотника 68, передвигает его в положение, указанное на фиг. 5. При этом положении золотника 63 воздух из магистрали по разветвлениям трубопровода поступает в наружную полость цилиндра 34, передвигая при этом дозатор в положение, когда он будет заполняться из бункера, поступает в цилиндр 6J, отводящий вибратор от стола, и поступает к внутренней полости цилиндра /4, вследствие чего тормозная колодка 8 и щтырь 4 отводятся от карусели, а ролик /7 прижимается и начинает очередной поворот карусели. Поворот происходит беспрепятственно, так как при этом положении пускового золотника пространство над поршнем 6 фиксирующего щтыря 4 соединено с атмосферой, и силой выбрасывающей пружины 5 фиксирующий штырь выходит из углубления карусели, обеспечивая беспрепятственный поворот последней. Затем в момент, предшествующий остановке поворота карусели 2, пусковой золотник передвигается в крайнее верхнее положение при помощи кулачка 70, движущегося вместе с каруселью, и т. д. (цикл работы мащины снова повторяется).
Предмет изобретения.
Встряхивающий карусельного типа формовочный станок с механизмом для верхней допрессовки форм, отличающийся применением для сообщения вращения карусели 2 и для торможения карусели в момент включения рабочих механизмов соответственно фрикционного ролика /7 и штыря 4 с горизонтальными колодками 8, каковые ролик 77 и штырь-/ укреплены на концах двуплечего рычага 9.
к авторскому свидетельству Б. 3. Черняк
№ 51364
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления форм | 1971 |
|
SU446347A1 |
| Пневматическая формовочная машина | 1933 |
|
SU44313A1 |
| Устройство для определения полезной работы встряхивающих машин | 1937 |
|
SU54144A1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Формовочная машина для изготовления песчаных полуформ в крупногабаритных опоках | 1962 |
|
SU150982A1 |
| Формовочная машина | 1974 |
|
SU481363A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
Е авторскому свидетельству В. 3. Черняк
№ 51364
фиг 3
к авторскому свидетельству Б. 8. Черняк
№ 51364
s/
