Это достигается тем, что в предлагаемое картонной ленте для изготовления пакетов участки с наклонными линиями перегиба имеют дополнительные разделительные линии с расположенными на них щелями между заготовками, при этом щели покрыты полимерным слоем так, что полимерный слой при перегибе заготовок будет удвоен на щвах и расположен между противоположными слоями картона.
Полимерный слой расположен с двух сторон ленты так, что каждая щель имеет двухслойное полимерное покрытие.
Длина щелей соответствует ширине участков, образованных продольными линиями перегиба.
Ширина щели соответствует общей ширине крайних поперечпых участков двух смежных заготовок, граничащих с разделительной линией.
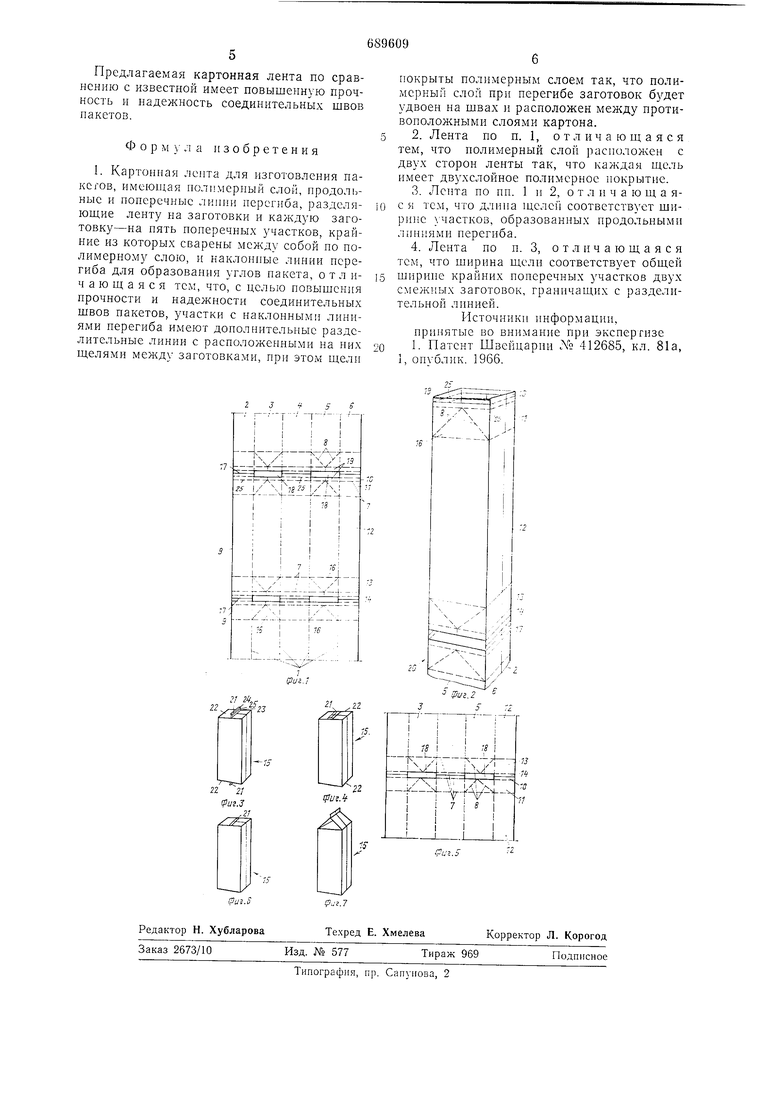
На фиг. 1 схематично изображена предлагаемая картонная лента для изготовления пакетов; на фиг. 2 - часть картонной ленты, свернутая в трубку; на фиг. 3 и 4 - пакеты, выполненные из картонной ленты, изображенной на фиг. 1; на фиг. 5 - часть картонной лепты для изготовления пакетов; на фиг. 6 - пакет, изготовленный из лепты, показанной на фиг. 5; на фиг. 7 - пакет, изготовленный из картонной ленты, согласно другому варианту изобретения.
Картонная лента (фиг. 1-4) имеет продольные линии 1 перегиба, разделяющие ее на продольные участки 2-6, поперечные линии 7 перегиба и наклонные линии 8 перегиба.
Поперечные линии 7 перегиба разделяют ленту на заготовки 9 и каждую заготовку- на пять поперечных участков 10-14, при этом крайние участки 10 и 14 сварены между собой по полимерному слою.
Наклонные линии 8 перегиба служат для образования углов пакета 15, при этом участки 16 с наклонными линиями 8 имеют разделительные линии 17, на которых расположены щели 18 между заготовками.
Длина щелей 18 соответствует ширине участков 3, 4, 5, образованных продольными линиями перегиба, а ширина щели 18 соответствует общей ширине крайних поперечных участков 10 и 14 двух смежных заготовок, граничащих с разделительной линией 17.
Из заготовки ленты (фиг. 1) может быть изготовлен пакет в форме прямоугольного параллелепипеда, в котором поперечный участок 12 образует четыре стороны, ноперечные участки 11 и 13 образуют квадратной формы концы пакета, а крайние поперечные участки 10 и 14 - швы на его концах.
Между сторонами щелей 18 и поперечпыми линиями перегиба, ограничивающими крайние поперечные участки 10 и 14, имеются участки 19, которые могут быть перегнуты дважды на их середн1:с, что облегчает перегиб концов пакета п соедипенпе их в шов.
Вещество, подлежащее упаковке, подается в образованную из заготовки лепты трубку 20, которая одновременно движется вниз (фиг. 2). После заполнения осуществляется операция образования шва при помощи нажнмпых роликов (на чертежах не показаHbi), причем обработка верхнего конца нижнего пакета, наполнение последнего и обра:к) дна верхнего пакета осуществляются одновременно. При упаковке жидкого продукта целесообразно вынолнять шов под
уровнем жидкости в трубке 20, выдавливая тем еамым избыток жидкости во время образования шва в верхнюю заготовку пакета.
Подачу жидкости в трубку 20 можно осуп,ествлять непрерывно. Затем пакеты отделяются отрезанием по разделительной линии 17.
Пакет 15 (фиг. 3), образованный из заготовки 9, имеет швы 21 на концах 22, состоящие из двух наложенных одна па другую частей 23 и 24, разделенных линией 25 перегиба. Нижняя часть 23 шва 21 состоит из четырех слоев, плотно соединенных между собой в процессе образования шва благодаря сварке полимерных слоев картона при помощи прижимного ролика.
Щели 18 покрыты полимерным слоем так, что полимерные слои при перегибе заготовок будут удваиваться в верхней части 24
шва 21 и располагаться между противоположными слоями картона (фиг. 3).
На стадии образования щва прижимной ролик сваривает полимерные слои, которые соединяют картонные слои вместе.
Последний пакет, образованный из заготовки 9 (фиг. 5, 6), имеет шов 21, который содержит только одну часть, состоящую из двух картонных слоев. Полимерный слой, покрывающий щели 18, удвоен и расположен между этими картонными слоями в процессе образования шва.
Пакет 15 (фиг. 7) может быть образован из заготовки, в которой ширина поперечного участка И больше, чем половина ширины участков 3 и 5, а углы, образованные линиями 7 и 8 перегиба, соответственно также больше.
В заготовке ленты участок 4 может иметь б6льп1ую ширипу, чем ширина участков 3 и
5, в )езультате образуется пакет с прямоугольным поперечным сечением.
Размеры различных частей ленты могут быть изменены в случае необходимости. Полимерные слои могут быть расположе ы с двух сторон картонной ленты так, чтобы каждая П1ель 18 имела двухслойное полимерное покрытие, например, при изготовлении пакетов для молока. Скорость изго|овлеппя пакетов может составлять примерно 7 Ti,ic. пакетов в 1 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛИВНОЙ КЛАПАН ДЛЯ ОПОРОЖНЕНИЯ ГЕРМЕТИЧНЫХ УПАКОВОК С ЖИДКОСТЬЮ, ТАКИХ КАК МЕШКИ С ЖИДКОСТЬЮ | 1995 |
|
RU2143387C1 |
| УСТРОЙСТВО ДЛЯ СРАЩИВАНИЯ ПОЛОТЕН МАТЕРИАЛА | 1996 |
|
RU2186009C2 |
| Устройство и способ для изготовления секции трубной изоляции из минеральной ваты и секция трубной изоляции | 2015 |
|
RU2623604C2 |
| ПЛОСКИЙ ЭЛЕМЕНТ | 1996 |
|
RU2190070C2 |
| ЗУБЧАТОЕ СОЕДИНЕНИЕ | 2005 |
|
RU2387535C2 |
| ЛАМИНИРОВАННЫЙ МАТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННОГО МАТА ИЗ МИНЕРАЛЬНОЙ ВАТЫ | 2007 |
|
RU2411120C1 |
| КОНСТРУКЦИЯ И СПОСОБ ВЫПОЛНЕНИЯ ШВА ДЛЯ ТРУБНОЙ ИЗОЛЯЦИИ | 2010 |
|
RU2455555C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ СТЕНКИ КОНТЕЙНЕРА ЛЕГКОЙ КОНСТРУКЦИИ И КОНТЕЙНЕР С ТАКОЙ ТОРЦЕВОЙ СТЕНКОЙ | 2002 |
|
RU2294834C2 |
| Способ получения составной пленки и устройство для его осуществления | 1980 |
|
SU1085510A3 |
| УЧАСТОК ТРУБЫ | 2012 |
|
RU2527777C2 |
