Настоящее изобретение относится к способу изготовления торцевой стенки контейнера легкой конструкции, а также к созданию негерметичного контейнера из термопласта, оболочка которого представляет собой легкую трубку, изготовленную из скрученного спиралью пустотелого профиля, а торцевая стенка которого прикрепляется при помощи сварки.
Раньше торцевые стенки для контейнеров легкой конструкции из термопластов изготавливали из плоского диска, армированного плоского диска, а также в виде купола из одного слоя или из армированного одного слоя. Недостаток известных торцевых стенок заключается в том, что для их изготовления приходится использовать слишком толстую пластмассу, чтобы обеспечить достаточные прочность и устойчивость, что повышает производственные затраты и усложняет собственно способ производства. Если используются куполообразные торцевые стенки, то толщина материала может быть в некоторой степени уменьшена, однако потребление пластмассы все еще остается относительно высоким для каждой торцевой стенки. Также уже было предложено использовать цилиндрически изогнутую торцевую стенку контейнера, которую получают из заготовки, вырезанной из стенки легкой трубки такого же типа, что и трубка, образующая оболочку контейнера. После заданного времени рихтовки вырезанную деталь обрезают по форме детали, предназначенной для установки в контейнер, а затем полученную фасонную деталь приваривают внутри поверхности оболочки контейнера. За счет этого получают жесткую оболочку с меньшим расходом материала, чем в известных ранее технических решениях, однако чистый объем контейнера будет ограничен в такой же степени, что и раньше, причем установка фасонной детали в оболочку является сложной и трудоемкой операцией.
Известны также способы горячего прессования материала в виде экструдированного термопластичного двойного листа, причем в двойном листовом материале, между внутренним слоем и внешним слоем, имеются продольные каналы, разделенные между собой при помощи перегородок. Для того чтобы предотвратить сжатие этих каналов и сохранить по мере возможности гладкими внешние поверхности, предлагается, например, в патентах GB 2039824 и DE 2802180 закрывать торцы отдельных каналов за счет их спрессовывания вместе перед горячим прессованием, за счет чего воздух, замкнутый в каналах, не позволяет каналам сжиматься в ходе горячего прессования.
Для того чтобы облегчить прессование пластмассы в пластическом состоянии, в патенте DE 22287135 предложено использовать вакуум, чтобы достичь эффекта втягивания между пластмассой и поверхностью пресс-формы. В соответствии с патентом FR 2607434 вакуум используют между каждой из двух поверхностей формуемых стенок из пластмассы и полуформами, в то время как в соответствии с патентом DE 3710584 собственно пресс-форму не используют, однако кромки формуемой детали удерживают неподвижными и подводят сжатый воздух к одной стороне детали и в ее каналы, что приводит к куполообразному вздутию формуемой детали.
Общим признаком упомянутых выше известных способов является то, что прессуемые листы являются относительно тонкими, и задачей в основном было создание фонарей верхнего света и стеклянных куполов для ламп. Никаких указаний на то, что упомянутые выше способы могут быть использованы при изготовлении торцевых стенок контейнера, ни в одном из указанных документов не содержится. Более того, толстые двустенные листы в целом не могут быть получены путем экструзии, так что отсутствует какой-либо исходный материал для применения способа горячего прессования.
Задачей настоящего изобретения является устранение указанных недостатков, так чтобы можно было легко и быстро и при экономии материала изготавливать торцевые стенки контейнера и получить контейнер с такой торцевой стенкой. Эта задача решена за счет использования способа в соответствии с настоящим изобретением, который характеризуется следующими операциями:
- изготовление легкой термопластичной трубки большого размера за счет спиральной намотки и соединения вместе пустотелого профиля из термопласта;
- вырезание детали из такой трубки для получения заготовки торцевой стенки;
- нагревание заготовки до формуемого состояния;
- сжатие заготовки между позитивной и негативной полуформами с получением куполообразной детали;
- охлаждение куполообразной детали, зажатой между полуформами;
- обработка на станке краев охлажденной детали для приведения в соответствие с поверхностью поперечного сечения оболочки трубки и
- присоединение оболочки к торцевой стенке при помощи сварки.
За счет использования упомянутого выше способа легко можно получить прочную и легкую торцевую стенку контейнера, при низкой стоимости материала, при этом за счет такой торцевой стенки чистый объем контейнера может быть максимально увеличен, причем такой контейнер невозможно изготовить при использовании какого-либо ранее известного способа.
Нагрев заготовки торцевой стенки до пластического состояния преимущественно проводят при помощи ИК излучателя или ИК излучателей, в конвекционной печи или, возможно, при помощи нагретой пресс-формы. Нагрев может быть также осуществлен при помощи комбинации указанных средств. Для эффективного и по мере возможности однородного нагревания деталей большого размера до пластического состояния нагрев необходимо производить таким образом, чтобы все части формуемой заготовки в принципе нагревались одновременно.
Для того чтобы поддерживать контакт поверхностей заготовки со всеми поверхностями пресс-формы, когда полуформы прижимают друг к другу, так чтобы толщина готовой куполообразной торцевой стенки везде была одинаковой и перегородки между продольными каналами заготовки сохраняли свою высоту в ходе операции формования, поддерживают вакуум между каждой боковой поверхностью и поверхностью пресс-формы, воздействующей на указанную боковую поверхность.
В ходе операции формования, если стенка относительно толстой заготовки подвергается формованию с получением выпуклой конфигурации, то на нее воздействуют растягивающие усилия, направленные в плоскости указанной стенки, в то время как если стенка подвергается формованию с получением вогнутой конфигурации, то она сжимается в направлении плоскости указанной стенки. За счет этого существует тенденция появления на выпуклой поверхности вогнутостей у каждого продольного канала, так что выпуклая поверхность станет более или менее волнообразной. Для исключения этого явления в соответствии с предпочтительным вариантом осуществления настоящего изобретения предлагается создание растягивающего напряжения внутренней поверхности заготовки в ходе операции сжатия.
В соответствии с первым вариантом осуществления настоящего изобретения полуформы закаливаются в ходе операции формования.
После охлаждения детали, отформованной в виде купола, ее обрезают в виде круговой детали, совмещаемой с внешней оболочкой контейнера, после чего пластмассу удаляют из области кромки внутри внешней стенки детали торцевой стенки, по полосе, соответствующей толщине контейнера оболочки. В результате получают деталь торцевой стенки, внешняя стенка которой образует фланец, полностью закрывающий торцевую поверхность оболочки, причем область кромки указанной детали торцевой стенки выступает по оси в контейнер и находится в контакте с внутренней стенкой оболочки, на расстоянии, практически равном ее толщине.
Деталь торцевой стенки преимущественно может быть снабжена элементом дополнительного армирования до ее прикрепления к оболочке. Таким элементом дополнительного армирования преимущественно является лента, охватывающая область полотна периферии детали торцевой стенки, причем указанная лента может быть изготовлена из металла, а также из композиционного и другого материала. Преимущественно за счет машинной обработки может быть выполнена кольцевая канавка для указанной ленты армирования у полотна по периферии детали торцевой стенки.
Деталь торцевой стенки в соответствии с настоящим изобретением крепят к оболочке контейнера преимущественно при помощи как внутреннего, так и внешнего сварного шва. Сварка может быть произведена при помощи ручного экструдера, экструзионного автомата, при помощи сварки трением, способа электросварки или при помощи стыковой сварки сопротивлением.
Контейнер в соответствии с настоящим изобретением характеризуется тем, что его торцевая стенка отформована сжатием в виде купола и вырезана из легкой трубки такого же типа, что и трубка, образующая оболочку контейнера, по форме, соответствующей торцевой поверхности указанной трубки.
В торцевой стенке контейнера в качестве элемента армирования преимущественно используют ленту из металла или другого материала, охватывающую ее периферию.
В соответствии с предпочтительным вариантом контейнер представляет собой дренажный колодец, причем его куполообразной торцевой стенке придана форма переходника колодца.
Далее изобретение будет описано более подробно со ссылкой на чертежи, на которых
фиг.1 - вид с частичным разрезом примера легкой трубки, из которой вырезают заготовку торцевой стенки;
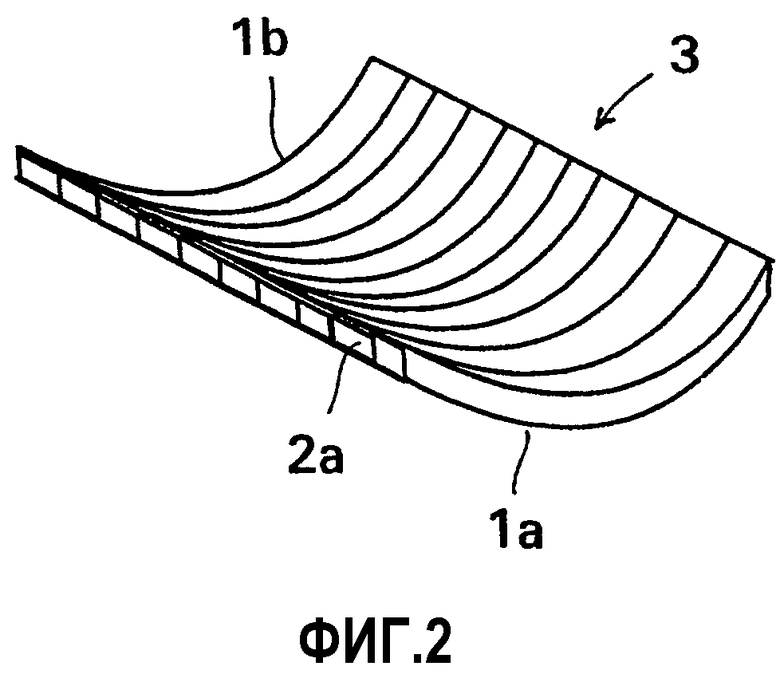
фиг.2 - перспективное изображение заготовки торцевой стенки, вырезанной из трубки в соответствии с фиг.1;
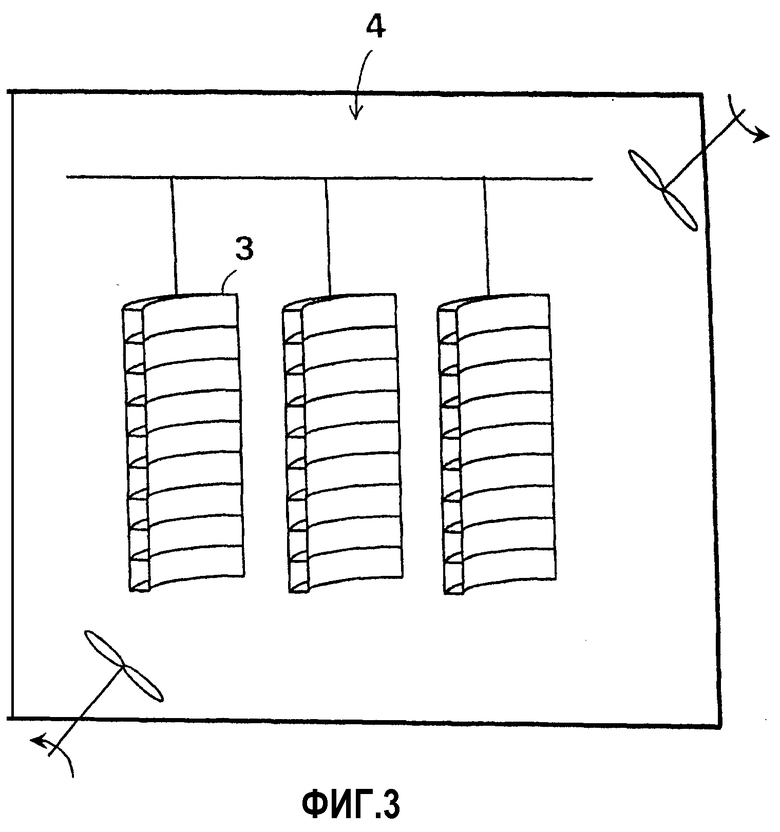
фиг.3 - схематично показанный пример обычной печи, которую используют для нагревания заготовок в соответствии с настоящим изобретением;
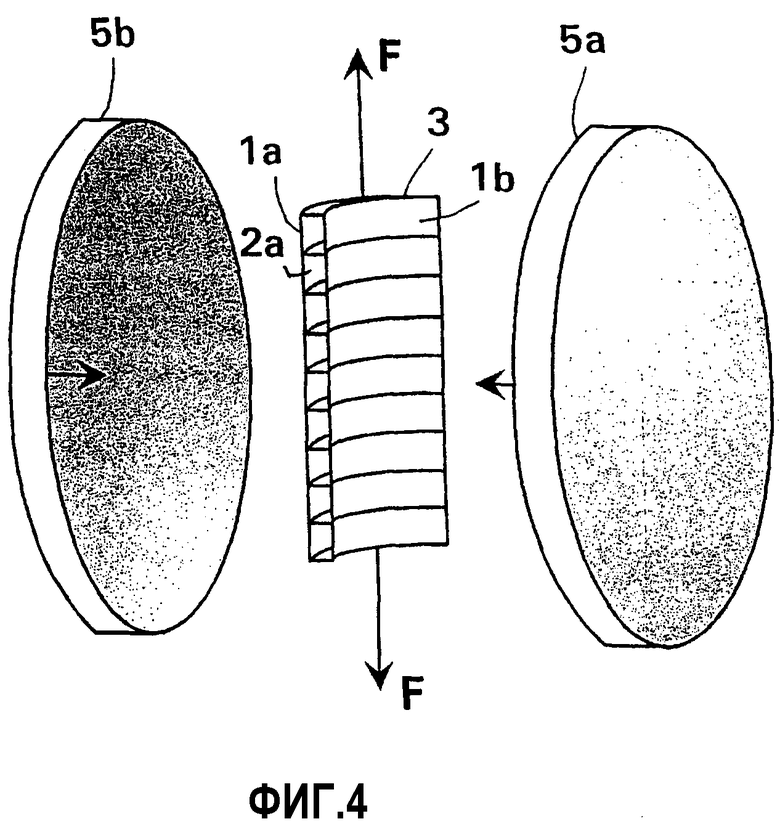
фиг.4 - схематично показанное сжатие в формах заготовки с получением куполообразной детали;
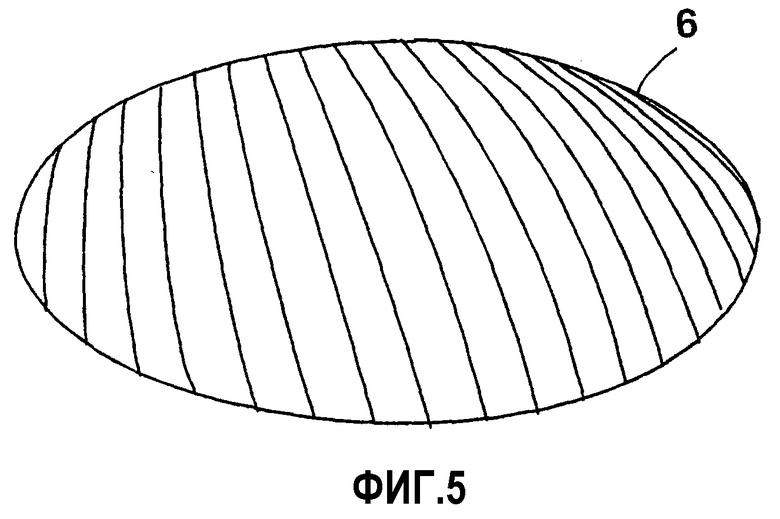
фиг.5 - схематичное перспективное изображение промежуточного вида отпрессованной детали торцевой стенки;
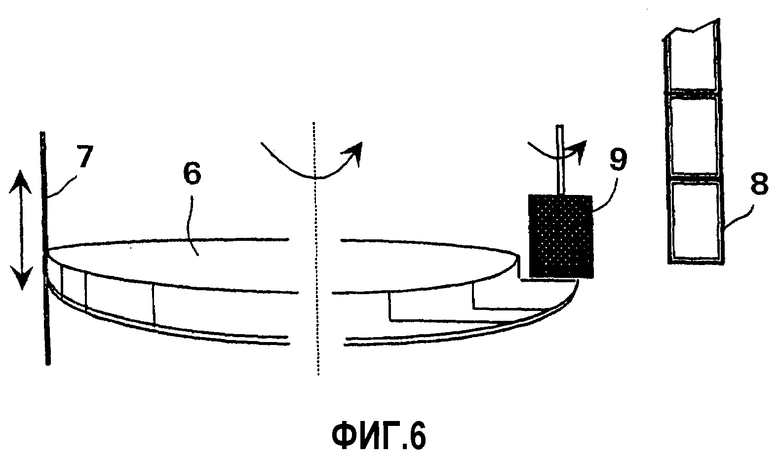
фиг.6 - схематично показанная обработка на станке краевого участка детали торцевой стенки в соответствии с формой торцевой поверхности оболочки контейнера;
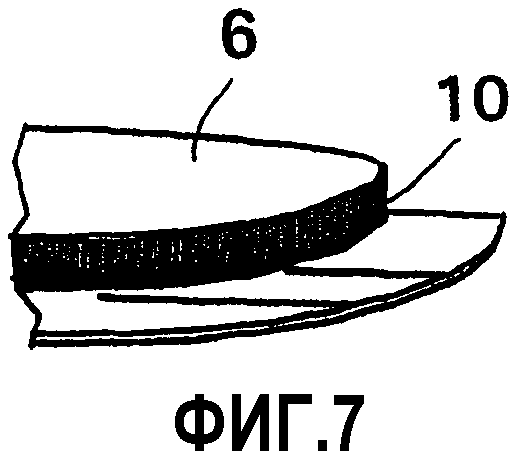
фиг.7 - пример элемента армирования детали торцевой стенки;
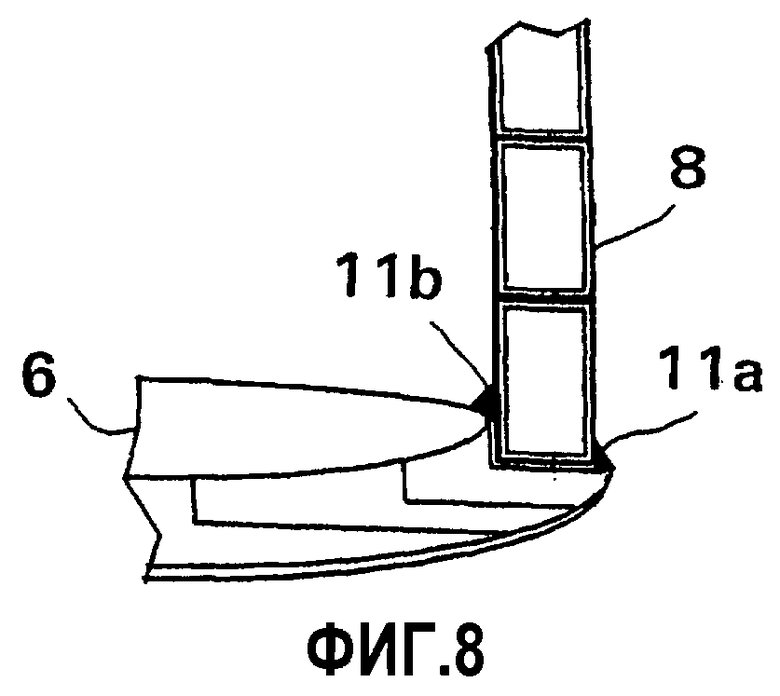
фиг.8 - детально показанный вид крепления торцевой стенки к оболочке контейнера.
Изготовление торцевой стенки в соответствии с настоящим изобретением производят следующим образом. Сначала изготавливают легкую термопластичную трубку 1 путем спиральной намотки термопластичного пустотелого профиля 2, имеющего главным образом прямоугольное поперечное сечение, вокруг вращающегося цилиндрического барабана или другой соответствующей оправки, и путем соединения смежных витков этого пустотелого профиля 2 вместе, например, при помощи сварки, в результате чего получают легкую трубку 1, которая содержит внешнюю стенку 1a и внутреннюю стенку 1b, а также идущую по спирали перегородку (разделительную стенку) 1c, соединяющую вышеупомянутые стенки, причем между указанными стенками имеется также идущий по спирали канал 2a.
Из стенки термопластичной трубки 1, изготовленной в соответствии с описанным выше, вырезают в основном прямоугольную изогнутую деталь, которую используют в качестве заготовки 3 для торцевой стенки. Указанную заготовку 3 направляют, например, в обычную печь 4, в которой ее нагревают до тех пор, пока термопластичная заготовка 3 не достигает пластического состояния. Затем заготовку 3 помещают между двумя полуформами 5a, 5b, одной из которых является позитивная полуформа (пуансон) с куполообразной выпуклой поверхностью, а другой является негативная полуформа (матрица) 5b с куполообразной вогнутой поверхностью. Для того чтобы стенки 1a и 1b заготовки 3 в ходе прессование в формах возможно точнее соответствовали формующим поверхностям полуформ 5a, 5b и чтобы поперечные сечения продольных каналов 2a между стенками 1a и 1b оставались неизменными, к внутренней стенке 1b заготовки прикладывают растягивающее усилие в ходе прессование в формах, как это схематично показано стрелками FF на фиг.4. Кроме того, преимущественно поддерживают вакуум между полуформами 5a и 5b и соответствующими стенками 1a и 1b заготовки 3, по меньшей мере тогда, когда полуформы прижаты друг к другу.
Деталь, отформованную в виде купола, охлаждают, пока она еще зажата между полуформами 5a, 5b, после чего ее обрезают в виде куполообразного диска 6, показанного на фиг.5, с диаметром, соответствующим внешнему диаметру изготавливаемого контейнера, как это схематично показано в левой части фиг.6. Обрезку преимущественно проводят таким образом, что заготовка 3 приводится во вращение вокруг своей центральной оси, в то время как нож 7 установлен на расстоянии от указанной центральной оси, которое соответствует внешнему диаметру изготавливаемого контейнера. В ходе того же самого вращения или в другой рабочей операции полосу, имеющую ширину, соответствующую толщине оболочки 8 изготавливаемого контейнера, вырезают из кромки диска 6 внутри выпуклой внешней стенки диска 6, как это схематично показано в правой части фиг.6.
Фреза 9, которую используют для обработки на станке участка края торцевой стенки 6, может преимущественно иметь такую форму, что она одновременно вырезает кольцевую канавку у полотна края детали торцевой стенки 6, предназначенную для введения ленты армирования 10 из металла, композиционного или другого материала, охватывающей деталь торцевой стенки 6.
После обработки на станке участка края детали торцевой стенки 6 в соответствии с описанным здесь выше эта стенка легко может быть прикреплена к дну оболочки контейнера, которая содержит легкую трубку того же типа, что и трубка, из которой вырезана заготовка 3 детали торцевой стенки 6. Деталь торцевой стенки 6 преимущественно крепят к оболочке сваркой, при помощи внешнего 11a и внутреннего 11b сварных швов, с использованием ручного экструдера и/или экструзионного автомата.
Настоящее изобретение относится к способу изготовления легкой торцевой стенки контейнера, а также к созданию негерметичного контейнера из термопласта. Оболочкой контейнера является легкая трубка, изготовленная из скрученного спиралью пустотелого профиля, а торцевая стенка контейнера закреплена при помощи сварки. Термопластичный пустотелый профиль скручен спиралью, и полученные смежные витки сварены вместе для получения легкой трубки, из которой вырезают деталь для образования заготовки торцевой стенки контейнера. Заготовку нагревают до формуемого состояния и прессуют в виде купола между позитивной и негативной полуформами. После охлаждения кромки отпрессованной детали обрабатывают на станке для совпадения с поперечным сечением оболочки контейнера. Полученную деталь торцевой стенки крепят к оболочке контейнера при помощи сварки. Технический результат заключается в повышении технологичности изготовления торцевой стенки контейнера. 2 н. и 11 з.п. ф-лы, 8 ил.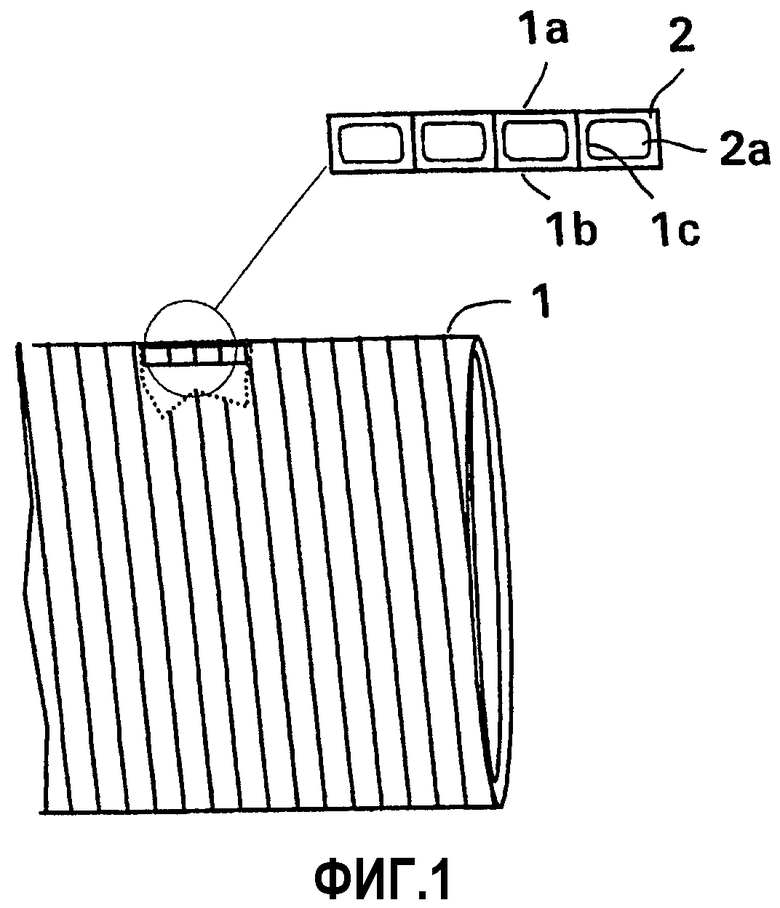
| US 4898708 А, 06.02.1990 | |||
| Способ получения высокомолекулярных ароматических полиамидов | 1959 |
|
SU132401A1 |
| US 3360158 A, 26.12.1967 | |||
| JP 59045113 A, 13.03.1984. | |||

