Одна задача изобретения заключается в создании первого устройства для непрерывного изготовления секции трубной изоляции из минеральной ваты, причем указанное устройство содержит:
- сердечник, имеющий внешнюю поверхность для задания формы внутренней поверхности изготавливаемой секции трубной изоляции;
- средства для обеспечения прикладывания минеральной ваты к внешней поверхности сердечника;
- отверждающее средство для обеспечения затвердевания изготавливаемой секции трубной изоляции в ее по существу трубчатой форме.
Вторая задача изобретения заключается в создании второго устройства для непрерывного изготовления секции трубной изоляции из минеральной ваты, причем указанное устройство содержит:
- по меньшей мере два параллельных сердечника, каждый из которых имеет внешнюю поверхность для задания формы внутренней поверхности изготавливаемой секции трубной изоляции;
- средства для обеспечения прикладывания минеральной ваты к внешней поверхности каждого сердечника;
- отверждающее средство для обеспечения затвердевания каждой изготавливаемой секции трубной изоляции в ее по существу трубчатой форме.
Изобретение относится также к первому способу для непрерывного изготовления секции трубной изоляции из минеральной ваты, причем указанный способ содержит этап, на котором образуют внутреннюю поверхность секции трубной изоляции из минеральной ваты посредством внешней поверхности сердечника.
Дополнительно к этому изобретение относится ко второму способу для непрерывного изготовления секции трубной изоляции из минеральной ваты, причем указанный способ содержит следующие этапы: образуют параллельно внутренние поверхности по меньшей мере двух секций трубной изоляции из минеральной ваты посредством внешней поверхности указанного одного из параллельных сердечников.
Еще одной задачей изобретения является создание секции трубной изоляции, изготовленной посредством способов согласно изобретению. Минеральная вата согласно данному описанию может представлять собой каменную вату или стекловату.
Уровень техники
В финском патентном документе FI 118822 В раскрыто устройство и способ для непрерывного изготовления трубной секции из минеральной ваты, предназначенной для термоизоляции. Это решение содержит следующие этапы: подают мат из минеральной ваты вокруг сердечника таким образом, что последующий оборот мата по меньшей мере частично перекрывает предыдущий оборот мата, и спрессовывают мат из минеральной ваты, подаваемый вокруг сердечника, с прикладыванием к сердечнику посредством устройства внешнего валка, содержащего по меньшей мере два расположенных с возможностью регулировки валка для изготовления заготовки секции трубной изоляции.
В финском патентном документе FI 120775 В раскрыто другое устройство и способ для непрерывного изготовления трубной секции из минеральной ваты, предназначенной для термоизоляции. Это решение, с другой стороны, содержит следующие этапы: подают вату в виде рыхлого материала в пространство между сердечником и окружающей его по существу трубчатой внешней формой. В этом решении, для задания формы заготовки трубной секции, сначала отверждают его внутреннюю и внешнюю поверхности путем нагревания по меньшей мере части сердечника и внешней формы, а после этого отверждают все еще не затвердевший слой между затвердевшими внутренней и внешней поверхностями.
В вышеупомянутых решениях разрезание секции трубной изоляции осуществляют на отдельном этапе посредством отдельного разрезающего средства после затвердевания изготавливаемой секции трубной изоляции.
Предпочтительно, чтобы прорезь в секции трубной изоляции, и предпочтительно даже дополнительный разрез, выполняли одновременно с каким-либо другим этапом способа, что позволило бы сократить время выпуска секции трубной изоляции и снизить потребление энергии, обусловленное выполнением отдельного шага разрезания.
Раскрытие изобретения
В данном описании представлено изобретение, относящееся к устройству и способу, в которых устранены недостатки уровня техники.
Первое устройство согласно изобретению отличается тем, что устройство дополнительно содержит:
- складывающее средство для обеспечения складывания полотна минеральной ваты в мат требуемой ширины и толщины, так что каждая складка уложена, по меньшей мере частично, поверх предыдущей складки;
- первое лезвие, расположенное на внешней поверхности сердечника, вытянутое в направлении его центральной оси и в его радиальном направлении и имеющее две противоположные, параллельные, плоские главные грани;
и тем, что средства для обеспечения прикладывания минеральной ваты к внешней поверхности сердечника состоят из изгибающих средств для обеспечения перемещения и изгибания мата, изготовленного складыванием, вдоль внешней поверхности сердечника и каждой главной грани первого лезвия на протяжении по меньшей мере части длины внешней поверхности сердечника и каждой главной грани первого лезвия.
Второе устройство согласно изобретению отличается тем, что устройство дополнительно содержит:
- складывающее средство для обеспечения складывания полотна минеральной ваты в мат требуемой ширины и толщины, так что каждая складка уложена, по меньшей мере частично, поверх предыдущей складки;
- разрезающее средство для обеспечения разрезания мата, изготовленного складыванием, в продольном направлении (в направлении производственной линии) по меньшей мере на две части;
- направляющее средство для обеспечения направления каждой части мата, разрезанного в продольном направлении по меньшей мере на две части, на предназначенный для нее один из параллельных сердечников для изготовления трубной секции;
- первое лезвие, расположенное на внешней поверхности каждого сердечника, вытянутое в направлении его центральной оси и в его радиальном направлении и имеющее две противоположные, параллельные, плоские главные грани;
и тем, что средства для обеспечения прикладывания минеральной ваты к внешней поверхности каждого из параллельных сердечников состоят из изгибающих средств для обеспечения перемещения и изгибания каждой разрезанной части мата, изготовленного складыванием, вдоль внешней поверхности каждого сердечника и каждой главной грани его первого лезвия на протяжении по меньшей мере части длины внешней поверхности каждого сердечника и каждой главной грани его первого лезвия.
Предпочтительные варианты осуществления первого и второго устройств согласно изобретению раскрыты в последующих зависимых пунктах 3-11 формулы изобретения.
Первый способ согласно изобретению отличается тем, что он содержит следующие этапы:
- складывают полотно минеральной ваты в мат требуемой ширины и толщины, так что каждая складка уложена, по меньшей мере частично, поверх предыдущей складки;
- продвигают мат вдоль внешней поверхности сердечника, снабженного первым лезвием, вытянутым в направлении его центральной оси и в его радиальном направлении и имеющим две противоположные, параллельные, плоские главные грани, путем продвижения и изгибания мата вдоль и с прикладыванием к внешней поверхности сердечника и каждой главной грани его первого лезвия на протяжении по меньшей мере части длины внешней поверхности сердечника и каждой главной грани первого лезвия;
- нагревают сердечник по меньшей мере вдоль его внешней поверхности и первое лезвие вдоль его двух главных граней для отверждения внутреннего канала и прорези секции трубной изоляции.
Второй способ согласно изобретению отличается тем, что он содержит следующие этапы:
- складывают полотно минеральной ваты в мат требуемой ширины и толщины, так что каждая складка уложена, по меньшей мере частично, поверх предыдущей складки;
- разрезают мат, изготовленный складыванием, по меньшей мере на две части в продольном направлении мата (в направлении производственной линии);
- направляют соответствующие части мата, разрезанного в продольном направлении по меньшей мере на две части, на соответствующие параллельные сердечники для изготовления трубной секции;
- продвигают каждую часть разрезанного мата вдоль внешней поверхности каждого сердечника, снабженного первым лезвием, вытянутым в направлении его центральной оси и в его радиальном направлении и имеющим две противоположные, параллельные, плоские главные грани, путем продвижения и изгибания каждой части разрезанного мата вдоль и с прикладыванием к внешней поверхности каждого сердечника и каждой главной грани его первого лезвия на протяжении по меньшей мере части длины внешней поверхности сердечника и каждой главной грани первого лезвия;
- нагревают каждый сердечник по меньшей мере вдоль его внешней поверхности и первое лезвие вдоль его двух главных граней для отверждения внутреннего канала и прорези каждой секции трубной изоляции.
Предпочтительные варианты осуществления способа согласно изобретению раскрыты в последующих зависимых пунктах 12-17 формулы изобретения.
Осуществление изобретения
Изобретение описано ниже более подробно со ссылками на прилагаемые чертежи, на которых:
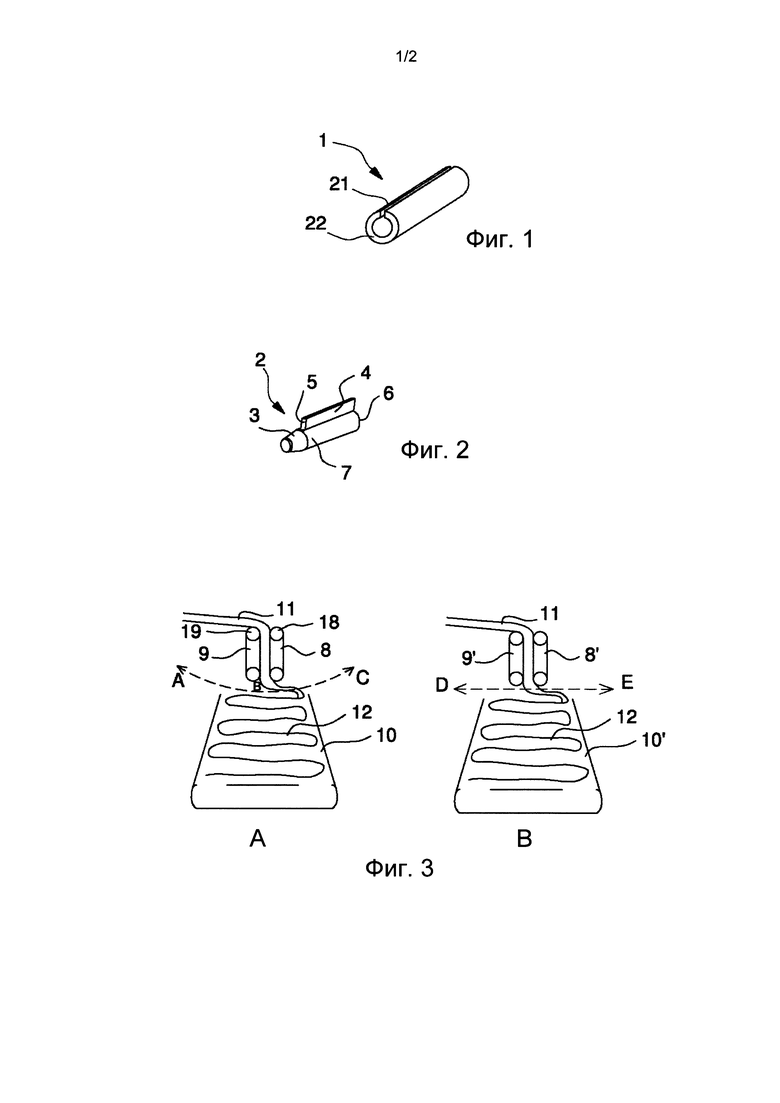
на фиг. 1 схематически в изометрии показана секция трубной изоляции согласно изобретению;
на фиг. 2 схематически в изометрии показан сердечник, являющийся компонентом устройства согласно изобретению для изготовления секции трубной изоляции из минеральной ваты;
на фиг. 3 вид А в изометрии показано складывающее средство, являющееся компонентом устройства согласно изобретению;
на фиг. 3 вид В в изометрии показаны несколько альтернативных вариантов осуществления складывающего средства, являющегося компонентом устройства согласно изобретению;
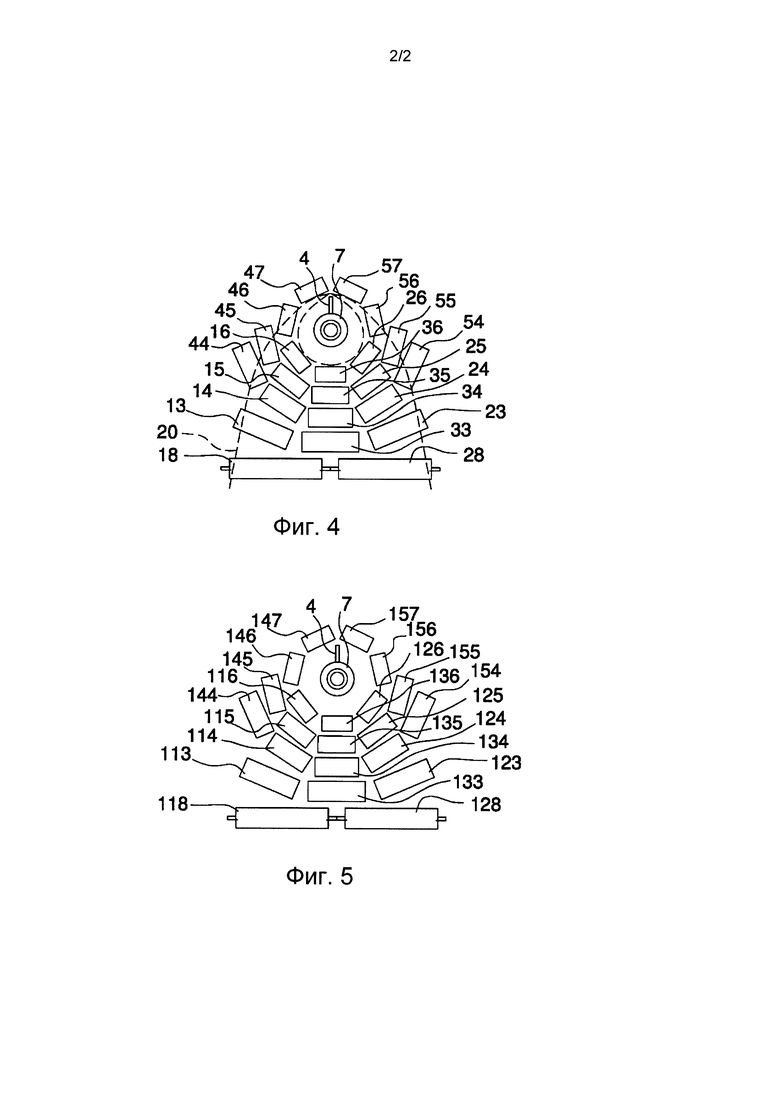
на фиг. 4 в изометрии в виде сзади в направлении производственной линии показано складывающее средство, являющееся компонентом устройства согласно изобретению;
на фиг. 5 в изометрии в виде сзади в направлении производственной линии показан альтернативный вариант складывающего средства, являющегося компонентом устройства согласно изобретению.
На фиг. 1 схематически в изометрии показана секция трубной изоляции из минеральной ваты согласно изобретению, содержащая продольную прорезь 21 и противоположный продольный внутренний разрез 22. В описанном далее варианте осуществления изобретения минеральная вата состоит из каменной ваты, но опционально она может также состоять из стекловаты.
Складывающее средство, показанное на фиг. 3, вид А, предназначено для складывания полотна минеральной ваты 11 на движущийся транспортер 10 в направлении производственной линии, то есть в ее продольном направлении, в виде мата 12 требуемой ширины и толщины, так что каждая складка уложена, по меньшей мере частично, поверх предыдущей складки. Складывающее средство содержит продвигающий минеральную вату маятник и транспортер 10, поверх которого полотно минеральной ваты 11 укладывается посредством маятника с образованием мата 12. Маятник содержит два разнесенных ленточных транспортера 8 и 9, каждый из которых содержит бесконечную ленту и два валка, окруженных лентой. Транспортер 10 расположен горизонтально под маятником. Главные поверхности лент, расположенных на ленточных транспортерах 8, 9, параллельны продольному направлению транспортера 10, расположенного под маятником. Таким образом, складываемое полотно минеральной ваты 11 подается из промежутка между ленточными транспортерами 8 и 9, при этом одна продольная кромка направляется на движущийся транспортер 10, расположенный под ним и несущий размещенный на нем мат 12 из минеральной ваты в направлении сердечника 2. Маятник содержит ленточные транспортеры 8 и 9, каждый из которых соответственно приводится в действие посредством вращающихся валов верхних валков 18 и 19, для обеспечения покачивания ленточных транспортеров 8 и 9 между двумя крайними конечными положениями А и С. Колебательное движение ленточных транспортеров 8 и 9 осуществляется таким образом, что в пространстве между ленточными транспортерами, из которого поступает полотно минеральной ваты, ленты маятника каждого из его ленточных транспортеров 8 и 9 по существу параллельны друг другу во время всего движения покачивания из одного крайнего конечного положения А до другого крайнего конечного положения С. В самом низком и нейтральном положении В каждый из транспортеров 8 и 9 ориентирован вертикально. Транспортер 10 переносит полученный минеральный мат для обеспечения вхождения его в контакт с изгибающими средствами и сердечником.
На фиг. 3, вид В показан один вариант применения, альтернативный варианту применения складывающего средства, показанного на фиг. 3, вид А, причем в данном варианте маятник отсутствует, а вместо него используется податчик, который может представлять собой, например, податчик, образованный двумя параллельными ленточными транспортерами 8', 9', для подачи с определенного расстояния над транспортером 10' полотна минеральной ваты на транспортер 10', совершающий колебательные движения вперед и назад в поперечном направлении от крайнего конечного положения D до другого крайнего конечного положения Е. Транспортер 10' расположен в горизонтальном положении под податчиком маятника. Точно так же, как и в варианте применения, показанном на фиг. 3, вид А, главные поверхности лент, расположенных на ленточных транспортерах 8', 9', параллельны продольному направлению расположенного под ними транспортера 10'. В то же время, транспортер 10' переносит сложенный на него мат 12 вперед в направлении производственной линии, то есть в продольном направлении транспортера. Таким образом, складываемое полотно минеральной ваты 11 подается из пространства между ленточными транспортерами 8' и 9' на расположенный под ними движущийся транспортер 10'. За транспортером 10' может быть расположен ленточный транспортер (на чертежах не показан), являющийся неподвижным в своем поперечном направлении и переносящий затем мат, полученный складыванием, до обеспечения вхождения его в контакт с изгибающими средствами и сердечником.
Сердечник 2, представляющий собой компонент устройства согласно изобретению и показанный на фиг. 2 и 4, содержит секцию, имеющую цилиндрическую внешнюю поверхность 7, образующую большую часть продольной внешней поверхности сердечника 2. Однако сердечник имеет, если смотреть в направлении продолжения технологической линии, первый конец, снабженный секцией 3 в форме усеченного конуса, который в продольном направлении сердечника 2 расширяется и соединяется на своей внешней поверхности с цилиндрическим участком. Секция цилиндрической внешней поверхности сердечника 2 неподвижным образом согласована с первым лезвием 4, вытянутым вдоль центральной оси и в радиальном направлении сердечника и имеющим две противоположные, параллельные, плоские главные грани. Первое лезвие 4 имеет, если смотреть в направлении производственной линии, первую вертикальную кромку 5, имеющую клинообразную форму в продольном направлении лезвия и сердечника, так что клин имеет вершину, образованную первой кромкой лезвия. Усеченный конус 3 на первом конце сердечника 2 имеет соответствующую форму, а первое лезвие 4 имеет клиновидную форму, способствующую перемещению минеральной ваты в форме мата до вхождения ее в контакт с входным концом сердечника 2 и первого лезвия 4.
На фиг. 4 показано конкретные изгибающие средства, посредством которых мат из минеральной ваты 11, образованный складыванием, постепенно изгибается в продольном направлении и продвигается вдоль по существу цилиндрической внешней поверхности 7а сердечника 2 и каждой главной грани первого лезвия 4, так что, не далее чем на выходном конце сердечника 2 мат полностью изгибается и покрывает по существу цилиндрическую внешнюю поверхность сердечника 2 и каждую главную грань первого лезвия. Продольная ось сердечника 2 расположена горизонтально.
В варианте осуществления изобретения, показанном на фиг. 4, изгибающие средства содержат бесконечную ленту 20 и расположенные под ней валки 18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57, вращающиеся валы которых расположены поперечно относительно направления движения ленточного транспортера и продольной оси сердечника 2. Ленточный транспортер, показанный на фиг. 4, содержит группы валков, содержащие валки, расположенные в ряд как в поперечном направлении, так и в продольном направлении. Для каждой поперечно ориентированной группы вращающиеся валы входящих в нее валков расположены в одной и той же поперечной плоскости относительно продольного направления ленточного транспортера и сердечника. В поперечном направлении ленточного транспортера валки 18 и 28 составляют первую группу валков, валки 13, 33 и 23 - вторую группу валков, валки 44, 14, 34, 24 и 54 - третью группу валков, валки 45, 15, 35, 25 и 55 - четвертую группу валков, а валки 47, 46, 16, 36, 26, 56 и 57 - пятую группу валков. В первой группе валков, валы валков 18 и 28 расположены в горизонтальной плоскости и поперечно относительно продольной оси сердечника 2. В группах валков со второй по пятую, только валы валков 33, 34, 35 и 36, лежащих непосредственно под сердечником 2, ориентированы в горизонтальной плоскости. Все горизонтально расположенные валки 18, 28, 33, 34, 35 и 36 групп валков с первой по пятую находятся в одной и той же горизонтальной плоскости, расположенной значительно ниже горизонтальной плоскости, в которой расположен сердечник 2, так что между горизонтальной плоскостью, проходящей через самые высокие точки, если смотреть в вертикальном направлении, на боковых поверхностях данных конкретных валков, и горизонтальной плоскостью, проходящей через самые низкие точки, если смотреть в вертикальном направлении, на боковой поверхности цилиндрической внешней поверхности 7 сердечника 2 имеется разность высот, которая по существу равна или меньше толщины мата из минеральной ваты в зависимости от требуемой степени сжатия.
Количество валков ниже ленты в ее поперечном направлении на входном конце (в направлении производственной линии) ленточного транспортера равно по меньшей мере одному валку. В первой группе валков количество валков только два (валки 18 и 28), и они являются относительно длинными. Во второй группе валков количество валков составляет три (валки 13, 33 и 23), но они короче валков первой группы, причем расположенные ближе к внешней части валки 13 и 33 наклонены в равной степени кверху со стороны своих внешних концов относительно сердечника. В третьей группе валков количество валков составляет четыре (валки 44, 14, 34 и 24), и они короче валков второй группы, причем внешние концы валков 14 и 24 наклонены вверх в большей степени, чем валки 13 и 23 второй группы валков, а расположенные ближе к внешней части валки 44 и 54 наклонены вверх в большей степени, чем валки 14 и 24. Четвертая группа валков также имеет четыре валка, но внешние концы валков 45, 15, 35, 25 и 55 наклонены вверх в большей степени, чем соответствующие валки третьей группы валков. В пятой группе валков количество валков составляет семь (валки 47, 46, 16, 36, 26, 56 и 57), при этом валки короче валков предыдущей группы валков, они составляют кольцо из валков по существу округлой формы и окружают по существу весь сердечник со второго его конца с тем, чтобы обеспечить изготовление трубной изоляции максимально круглой формы, а на выходном конце сердечника максимально ровную внешнюю поверхность. Таким образом, валки, расположенные под участками кромки бесконечной ленты в направлении движения несущей поверхности ленты 20 ленточного транспортера выполнены с возможностью наклона с возрастающей степенью относительно кромки ленты и внешней поверхности 7 сердечника 2, так чтобы обеспечивать для области левой боковой кромки ленты 20, если смотреть в направлении движения ленточного транспортера, постепенное, в направлении движения, увеличение поворота по часовой стрелке относительно внешней поверхности сердечника, а также относительно одной (левой) главной грани первого лезвия 4, и чтобы обеспечивать для области правой боковой кромки ленты постепенное, в направлении движения, увеличение поворота против часовой стрелки относительно внешней поверхности сердечника, а также относительно другой (правой) главной грани первого лезвия 4, в результате чего обеспечен постепенный наклон обоих участков кромки ленты 20 кверху и ближе друг другу.
Наклон групп валков может быть регулируемым или постоянным. Принцип установки валков и степень наклона валков в группах валков выбирают таким образом, что на входном конце ленточного транспортера поверхность ленты 20 сначала является плоской, а по мере приближения к сердечнику и на входном конце сердечника она постепенно сначала приобретает форму желоба, а затем на выходном конце сердечника поверхность ленты 20 постепенно становится цилиндрической формы, что обеспечивает изготовление трубной изоляции, внешняя поверхность которой имеет максимально круглую (цилиндрическую) требуемую форму, а на выходном конце сердечника максимально ровную внешнюю поверхность.
Таким образом, изгибающие средства, выполненные в виде ленточного транспортера, переносят мат 12 из минеральной ваты вперед в направлении к сердечнику 2 и с прикладыванием к нему таким образом, что мату 12 сначала сообщается с помощью поверхности ленты ленточного транспортера форма открытого желоба, а в конце, на выходном конце сердечника 2, по существу цилиндрическая трубчатая форма, при этом уже снабженная прорезью в продольном направлении трубной изоляции. Это обеспечено посредством прижимания мата 12 цилиндрической секцией ленточного транспортера, на выходном конце сердечника, вплотную вокруг сердечника 2, к его цилиндрической внешней поверхности 7 и к двум главным граням первого лезвия 4.
Количество валков в изгибающих средствах в виде ленточного транспортера, показанных на фиг. 4, не ограничено указанным выше количеством, но может варьироваться в зависимости от размера секции трубной изоляции. Кроме того, расстояние валков от сердечника может варьироваться в зависимости от толщины изоляции. Материал ленты 20 ленточного транспортера может представлять собой, например, пластик или сетчатую ленту из стальной проволоки, также обладающие возможностью изгибания в форме внешней поверхности трубной секции.
Отверждающее средство содержит главным образом первое отверждающее средство для нагревания внешней поверхности 7 сердечника 2 и двух главных граней первого лезвия 4 с целью отверждения внутреннего канала и прорези секции трубной изоляции, и второе отверждающее средство для полного отверждения внешней поверхности и секции трубной изоляции. В случае, когда лента изгибающих средств в форме ленточного транспортера представляет собой сетчатую ленту из стальной проволоки, ее нагревание может вызывать некоторое отверждение внешней поверхности минеральной ваты трубной изоляции, а полное отверждение выполняется посредством отдельного отверждающего модуля, что может частично совпадать с формированием внутреннего канала в трубной секции, выполняться непосредственно после него, или же на значительно более позднем технологическом этапе. В этом случае сетчатая лента из стальной проволоки составляет часть второго отверждающего средства или непосредственно представляет собой дополнительный отверждающий элемент.
На фиг. 5 показано решение, представляющее собой альтернативу изгибающим средствам, показанным на фиг. 4, не содержащее ленту и образованное исключительное посредством валков, установленных аналогичным образом, как и в изгибающих средствах, показанных на фиг. 4. Следовательно, аналогично варианту осуществления изобретения, показанному на фиг. 4, вариант осуществления, показанный на фиг. 5, содержит пять поперечно ориентированных групп валков. Валки 118 и 128 составляют первую группу валков, валки 113, 133 и 123 составляют вторую группу валков, валки 144, 114, 134, 124 и 154 составляют третью группу валков, валки 145, 115, 135, 125 и 155 составляют четвертую группу валков, а валки 147, 146, 116, 136, 126, 156 и 157 составляют пятую группу валков. Все валки в данном варианте осуществления изобретения предпочтительно представляют собой металлические валки.
В первой группе валков количество валков только два (валки 118 и 128), и они являются относительно длинными. Во второй группе валков количество валков составляет три (валки 113, 133 и 123), но они короче валков первой группы, причем расположенные ближе к внешней части валки 113 и 133 наклонены в равной степени кверху со стороны внешних своих концов относительно сердечника 2. В третьей группе валков количество валков составляет четыре (валки 144, 114, 134 и 124), и они короче валков второй группы, причем внешние концы валков 114 и 124 наклонены вверх в большей степени, чем валки 113 и 123 второй группы валков, а расположенные ближе к внешней части валки 144 и 154 наклонены вверх в большей степени, чем валки 114 и 124. Четвертая группа валков также имеет четыре валка, но внешние концы валков 145, 115, 135, 125 и 155 наклонены вверх в большей степени, чем соответствующие валки третьей группы. В пятой группе валков количество валков составляет семь (валки 147, 146, 116, 136, 126, 156 и 157), при этом валки короче валков предыдущей группы, и они образуют кольцо из валков по существу округлой формы и окружают по существу весь сердечник со второго его конца с тем, чтобы обеспечить изготовление трубной изоляции максимально круглой формы, а на выходном конце сердечника максимально ровную внешнюю поверхность.
Все горизонтально расположенные валки 118, 128, 133, 134, 135 и 136 групп с первой по пятую расположены в одной и той же горизонтальной плоскости, находящейся значительно ниже горизонтальной плоскости, в которой расположен сердечник 2, так что между горизонтальной плоскостью, проходящей через самые высокие точки, если смотреть в вертикальном направлении, на боковых поверхностях данных конкретных валков, и горизонтальной плоскостью, проходящей через самые низкие точки, если смотреть в вертикальном направлении, на боковой поверхности цилиндрической внешней поверхности 7 сердечника 2, имеется разность высот, которая по существу равна или меньше толщины мата из минеральной ваты в зависимости от требуемой степени сжатия.
Аналогично описанному применительно к варианту осуществления изобретения, показанному на фиг. 4, отверждающее средство, используемое в варианте осуществления изобретения, показанном на фиг. 5, содержит главным образом первое отверждающее средство для нагревания внешней поверхности 7 сердечника и двух главных граней первого лезвия 4 с целью отверждения внутреннего канала и прорези трубной изоляции, и второе отверждающее средство для полного отверждения внешней поверхности и трубной изоляции. В случае, когда валки в группах валков представляют собой металлические валки, они могут быть нагреты до температуры отверждения и тем самым могут быть использованы для отверждения до некоторой степени минеральной ваты вдоль ее внешней поверхности изготавливаемой трубной изоляции при ее перемещении вперед в направлении движения производственной линии. Продольная ось сердечника 2 расположена горизонтально.
По существу трубчатая внешняя поверхность 7 сердечника 2 может быть снабжена вторым лезвием (на чертежах не показано), вытянутым в направлении центральной оси и в поперечном направлении сердечника, расположенным параллельно первому лезвию 4 и имеющим две противоположные, параллельные главные грани, расположенным на внешней поверхности 7 сердечника 2 противоположно первому лезвию, причем посредством указанного второго лезвия в трубной изоляции выполняется продольный разрез одновременно с сообщением мату по существу трубчатой формы посредством сердечника. Второе лезвие может также быть выполнено с возможностью нагревания для формирования с его помощью отвержденной внутренней прорези.
Описанное выше устройство обеспечивает непрерывное изготовление секции трубной изоляции из минеральной ваты посредством способа, содержащего следующие этапы:
- складывают полотно минеральной ваты 11 в мат 12 требуемой ширины и толщины, так что каждая складка уложена частично поверх предыдущей складки;
- изгибают мат 12 в один оборот вокруг сердечника 2, имеющего по существу трубчатую внешнюю поверхность 7. Сердечник 2 имеет внешнюю поверхность 7, снабженную первым лезвием 4, вытянутым в направлении его центральной оси и в его поперечном направлении и имеющим две противоположные, параллельные, плоские главные грани;
- нагревают сердечник 2 по меньшей мере вдоль его внешней поверхности 7 и первое лезвие 4 вдоль его двух главных граней для отверждения внутреннего канала трубной изоляции и прорези.
Складывание осуществляют таким образом, что полотно минеральной ваты 11 подают посредством маятника на движущийся транспортер 10 посредством покачивания полотна минеральной ваты 11 вперед и назад в поперечном направлении относительно направления движения транспортера 10. Изготовленный складыванием мат 12 изгибают в один оборот вокруг сердечника 2, имеющего по существу трубчатую внешнюю поверхность 7 таким образом, что расположенные по направлению движения участки кромки мата складывают постепенно вверх и ближе друг другу в направлении движения, в результате чего мат сначала приобретает форму открытого желоба и, наконец, вблизи сердечника, приобретает по существу трубчатую форму с предусмотренной продольной прорезью, посредством прижимания мата вплотную вокруг сердечника к его внешней поверхности и к двум главным граням первого лезвия. Наконец, секцию трубной изоляции отверждают целиком вдоль ее внешней поверхности.
Трубная изоляция может иметь продольный разрез, выполненный одновременно с приданием мату по существу трубчатой формы посредством сердечника, в связи с чем по существу трубчатая внешняя поверхность 7 сердечника 2 снабжена вторым лезвием (на чертежах не показано), вытянутым в направлении центральной оси и в поперечном направлении сердечника, параллельным первому лезвию и имеющим две противоположные и параллельные главные грани, и расположенным на внешней поверхности 7 сердечника 2 противоположно первому лезвию.
Группа изобретений относится к устройству и способу для непрерывного изготовления секции трубной изоляции из минеральной ваты. Устройство содержит сердечник, имеющий внешнюю поверхность (7) для задания формы внутренней поверхности изготавливаемой секции (1) трубной изоляции, отверждающее средство для обеспечения затвердевания изготавливаемой секции (1) трубной изоляции, складывающее средство для обеспечения складывания полотна минеральной ваты (11) в мат (12). На внешней поверхности (7) сердечника (2) расположено первое лезвие (4), вытянутое в направлении его центральной оси и в его радиальном направлении. Устройство также содержит изгибающие средства для обеспечения перемещения и изгибания мата (12), изготовленного складыванием, вдоль и с прикладыванием к внешней поверхности (7) сердечника и каждой главной грани первого лезвия (4) на протяжении по меньшей мере части длины внешней поверхности (7) сердечника и каждой главной грани первого лезвия (4). 6 н. и 12 з.п. ф-лы, 5 ил.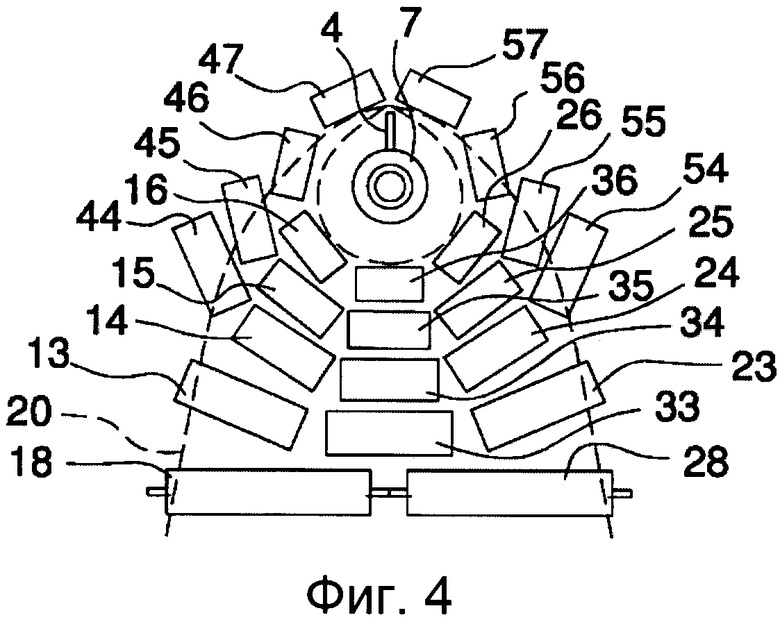
1. Устройство для непрерывного изготовления секции трубной изоляции из минеральной ваты, причем указанное устройство содержит:
- сердечник, имеющий внешнюю поверхность (7) для задания формы внутренней поверхности изготавливаемой секции (1) трубной изоляции;
- средства для обеспечения прикладывания минеральной ваты к внешней поверхности (7) сердечника;
- отверждающее средство для обеспечения затвердевания изготавливаемой секции (1) трубной изоляции в ее по существу трубчатой форме;
- складывающее средство для обеспечения складывания полотна минеральной ваты (11) в мат (12) требуемой ширины и толщины, так что каждая складка уложена, по меньшей мере частично, поверх предыдущей складки;
- первое лезвие (4), расположенное на внешней поверхности (7) сердечника (2), вытянутое в направлении его центральной оси и в его радиальном направлении и имеющее две противоположные, параллельные, плоские главные грани;
причем средства для обеспечения прикладывания минеральной ваты к внешней поверхности (7) сердечника (2) состоят из изгибающих средств (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57; или 118, 120; 113, 133, 123; 144, 114, 134, 124, 154; 145, 115, 135, 125, 155; 147, 146, 116, 136, 126, 156, 157) для обеспечения перемещения и изгибания мата (12), изготовленного складыванием, вдоль и с прикладыванием к внешней поверхности (7) сердечника и каждой главной грани первого лезвия (4) на протяжении по меньшей мере части длины внешней поверхности (7) сердечника и каждой главной грани первого лезвия (4); отличающееся тем, что
изгибающие средства содержат ленточный транспортер, содержащий бесконечную ленту (20) и установленные внутри нее валки (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57), предназначенные для вращения на них бесконечной ленты (20), причем вращающиеся валы валков расположены поперечно относительно продольной оси сердечника (2), в результате чего количество валков (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57) ниже ленты (20) в ее поперечном направлении на входном конце (в направлении производственной линии) ленточного транспортера равно по меньшей мере одному валку (18, 20), причем количество валков ленточного транспортера в поперечном направлении ленты (20) возрастает, но уменьшается их длина в направлении выходного конца (в направлении производственной линии) сердечника, при этом валки (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57), расположенные под участками кромки бесконечной ленты в направлении движения несущей поверхности ленты (20) ленточного транспортера, выполнены с возможностью наклона с возрастающей степенью относительно кромки ленты и внешней поверхности (7) сердечника (2), так чтобы обеспечивать для области левой боковой кромки ленты (20), если смотреть в направлении движения ленточного транспортера, постепенное, в направлении движения, увеличение поворота по часовой стрелке относительно внешней поверхности сердечника, а также относительно одной (левой) главной грани первого лезвия (4), и чтобы обеспечивать для области правой боковой кромки ленты постепенное, в направлении движения, увеличение поворота против часовой стрелки относительно внешней поверхности сердечника, а также относительно другой (правой) главной грани первого лезвия (4), в результате чего обеспечен постепенный наклон обоих участков кромки ленты (20) кверху и ближе друг другу таким образом, что под действием ленточного транспортера обеспечена возможность сначала придания мату (12) формы открытого и постепенно понижающегося желоба вдоль сердечника (2) и с прикладыванием к нему, а затем, не далее чем на выходном конце сердечника, придания ему по существу трубчатой формы вдоль и с прикладыванием к внешней поверхности сердечника (2) и двух главных граней первого лезвия (4) путем прижимания мата (12) вплотную к внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) с одновременной транспортировкой мата вперед посредством ленты (20) ленточного транспортера.
2. Устройство по п. 1, в котором складывающее средство содержит маятник (18, 19), выполненный с возможностью подачи полотна минеральной ваты (11), и транспортер (10) для складывания поверх него полотна минеральной ваты (11) посредством маятника в мат (12) при перемещении вперед несущей поверхности транспортера (10) одновременно с качанием маятника, обеспечивающего подачу полотна минеральной ваты, вперед и назад в направлении, поперечном направлению транспортирования полотна транспортером (10).
3. Устройство по п. 1, в котором складывающее средство содержит неподвижный податчик, выполненный с возможностью подачи полотна минеральной ваты, и транспортер (10'), расположенный под ним и выполненный с возможностью перемещения вперед и назад в поперечном направлении, для складывания поверх него полотна минеральной ваты (11) в мат (12) в результате перемещения транспортера в поперечном направлении при перемещении вперед несущей поверхности транспортера (10').
4. Устройство по п. 1, в котором внешняя поверхность (7) сердечника (2) является по существу цилиндрической, причем она снабжена вторым лезвием, вытянутым в направлении центральной оси и в радиальном направлении сердечника, параллельным первому лезвию (4) и имеющим две противоположные, параллельные, плоские главные грани, и расположенным на внешней поверхности (7) сердечника (2) противоположно первому лезвию (4), причем первое лезвие предназначено для выполнения продольной прорези в секции трубной изоляции, а второе лезвие используется для выполнения продольного разреза в секции трубной изоляции, одновременно с приданием мату по существу цилиндрической формы на сердечнике.
5. Устройство по п. 1, в котором отверждающее средство содержит первое отверждающее средство для нагревания по меньшей мере внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) для отверждения внутреннего канала и прорези секции трубной изоляции, и второе отверждающее средство для отверждения секции трубной изоляции полностью вдоль внешней поверхности.
6. Устройство по п. 4, в котором отверждающее средство содержит первое отверждающее средство для нагревания по меньшей мере внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) и второго лезвия для отверждения внутреннего канала, внутреннего разреза и прорези секции трубной изоляции, и второе отверждающее средство для отверждения секции трубной изоляции полностью вдоль внешней поверхности.
7. Устройство для непрерывного изготовления секции трубной изоляции из минеральной ваты, причем указанное устройство содержит:
- сердечник, имеющий внешнюю поверхность (7) для задания формы внутренней поверхности изготавливаемой секции (1) трубной изоляции;
- средства для обеспечения прикладывания минеральной ваты к внешней поверхности (7) сердечника;
- отверждающее средство для обеспечения затвердевания изготавливаемой секции (1) трубной изоляции в ее по существу трубчатой форме;
- складывающее средство для обеспечения складывания полотна минеральной ваты (11) в мат (12) требуемой ширины и толщины, так что каждая складка уложена, по меньшей мере частично, поверх предыдущей складки;
- первое лезвие (4), расположенное на внешней поверхности (7) сердечника (2), вытянутое в направлении его центральной оси и в его радиальном направлении и имеющее две противоположные, параллельные, плоские главные грани;
причем средства для обеспечения прикладывания минеральной ваты к внешней поверхности (7) сердечника (2) состоят из изгибающих средств (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57; или 118, 120; 113, 133, 123; 144, 114, 134, 124, 154; 145, 115, 135, 125, 155; 147, 146, 116, 136, 126, 156, 157) для обеспечения перемещения и изгибания мата (12), изготовленного складыванием, вдоль и с прикладыванием к внешней поверхности (7) сердечника и каждой главной грани первого лезвия (4) на протяжении по меньшей мере части длины внешней поверхности (7) сердечника и каждой главной грани первого лезвия (4); отличающееся тем, что
изгибающие средства содержат роликовый транспортер, содержащий множество валков (118, 120; 113, 133, 123; 144, 114, 134, 124, 154; 145, 115, 135, 125, 155; 147, 146, 116, 136, 126, 156, 157), причем вращающиеся валы валков расположены поперечно относительно продольной оси сердечника (2), в результате чего количество валков (118, 120; 113, 133, 123; 144, 114, 134, 124, 154; 145, 115, 135, 125, 155; 147, 146, 116, 136, 126, 156, 157) в поперечном направлении на входном конце роликового транспортера (в направлении производственной линии) равно по меньшей мере одному валку (118, 120), а количество валков ленточного транспортера в его поперечном направлении возрастает, но уменьшается их длина в направлении выходного конца сердечника (2), причем валки (118, 120; 113, 133, 123; 144, 114, 134, 124, 154; 145, 115, 135, 125, 155; 147, 146, 116, 136, 126, 156, 157) в направлении движения роликового транспортера выполнены с возможностью наклона с возрастающей степенью относительно внешней поверхности (7) сердечника (2), так чтобы обеспечивать возможность для валков, расположенных в области левой боковой кромки роликового транспортера, если смотреть в направлении движения роликового транспортера, постепенного, в направлении движения, увеличения поворота по часовой стрелке относительно внешней поверхности (7) сердечника и одной (левой) главной грани первого лезвия (4), и чтобы обеспечивать возможность для валков, расположенных в области правой боковой кромки валков, постепенного, в направлении движения, увеличения поворота против часовой стрелки относительно внешней поверхности сердечника и другой (правой) главной грани первого лезвия (4), в результате чего обеспечена возможность постепенного, в направлении движения производственной линии, наклона областей кромки роликового транспортера кверху и ближе друг другу таким образом, что посредством роликового транспортера обеспечена возможность сначала придания мату (12) формы открытого и постепенно понижающегося желоба с прикладыванием к внешней поверхности сердечника (2), а затем, не далее чем на выходном конце сердечника, придания ему по существу трубчатой формы относительно внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) путем прижимания мата (12) вплотную к внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) с одновременной транспортировкой мата вперед посредством роликового транспортера.
8. Устройство для непрерывного изготовления секции трубной изоляции из минеральной ваты, причем указанное устройство содержит:
- по меньшей мере два параллельных сердечника, каждый из которых имеет внешнюю поверхность (7) для задания формы внутренней поверхности изготавливаемой секции трубной изоляции;
- средства для обеспечения прикладывания минеральной ваты к внешней поверхности (7) каждого сердечника;
- отверждающее средство для обеспечения затвердевания каждой изготавливаемой секции трубной изоляции в ее по существу трубчатой форме;
- складывающее средство для обеспечения складывания полотна минеральной ваты (11) в мат (12) требуемой ширины и толщины, так что каждая складка уложена, по меньшей мере частично, поверх предыдущей складки;
- разрезающее средство для обеспечения разрезания мата, изготовленного складыванием, в продольном направлении (в направлении производственной линии) по меньшей мере на две части;
- направляющее средство для обеспечения направления каждой части мата, разрезанного в продольном направлении по меньшей мере на две части, на предназначенный для нее один из параллельных сердечников для изготовления трубной секции;
- первое лезвие (4), расположенное на внешней поверхности (7) каждого сердечника (2), вытянутое в направлении его центральной оси и в его радиальном направлении и имеющее две противоположные, параллельные, плоские главные грани;
причем средства для обеспечения прикладывания минеральной ваты к внешней поверхности (7) каждого из параллельных сердечников состоят из изгибающих средств (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57; или 118, 120; 113, 133, 123; 144, 114, 134, 124, 154; 145, 115, 135, 125, 155; 147, 146, 116, 136, 126, 156, 157) для обеспечения перемещения и изгибания каждой разрезанной части мата (12), изготовленного складыванием, вдоль и с прикладыванием к внешней поверхности (7) каждого сердечника и каждой главной грани его первого лезвия (4) на протяжении по меньшей мере части длины внешней поверхности (7) каждого сердечника и каждой главной грани его первого лезвия (4); отличающееся тем, что изгибающие средства содержат ленточный транспортер, содержащий бесконечную ленту (20) и установленные внутри нее валки (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57), предназначенные для вращения на них бесконечной ленты (20), причем вращающиеся валы валков расположены поперечно относительно продольной оси сердечника (2), в результате чего количество валков (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57) ниже ленты (20) в ее поперечном направлении на входном конце (в направлении производственной линии) ленточного транспортера равно по меньшей мере одному валку (18, 20), причем количество валков ленточного транспортера в поперечном направлении ленты (20) возрастает, но уменьшается их длина в направлении выходного конца (в направлении производственной линии) сердечника, при этом валки (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57), расположенные под участками кромки бесконечной ленты в направлении движения несущей поверхности ленты (20) ленточного транспортера, выполнены с возможностью наклона с возрастающей степенью относительно кромки ленты и внешней поверхности (7) сердечника (2), так чтобы обеспечивать для области левой боковой кромки ленты (20), если смотреть в направлении движения ленточного транспортера, постепенное, в направлении движения, увеличение поворота по часовой стрелке относительно внешней поверхности сердечника, а также относительно одной (левой) главной грани первого лезвия (4), и чтобы обеспечивать для области правой боковой кромки ленты постепенное, в направлении движения, увеличение поворота против часовой стрелки относительно внешней поверхности сердечника, а также относительно другой (правой) главной грани первого лезвия (4), в результате чего обеспечен постепенный наклон обоих участков кромки ленты (20) кверху и ближе друг другу таким образом, что под действием ленточного транспортера обеспечена возможность сначала придания мату (12) формы открытого и постепенно понижающегося желоба вдоль сердечника (2) и с прикладыванием к нему, а затем, не далее чем на выходном конце сердечника, придания ему по существу трубчатой формы вдоль и с прикладыванием к внешней поверхности сердечника (2) и двух главных граней первого лезвия (4) путем прижимания мата (12) вплотную к внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) с одновременной транспортировкой мата вперед посредством ленты (2) ленточного транспортера.
9. Устройство по п. 8, в котором складывающее средство содержит маятник (18, 19), выполненный с возможностью подачи полотна минеральной ваты (11), и транспортер (10) для складывания поверх него полотна минеральной ваты (11) посредством маятника в мат (12) при перемещении вперед несущей поверхности транспортера (10) одновременно с качанием маятника, обеспечивающего подачу полотна минеральной ваты, вперед и назад в направлении, поперечном направлению транспортирования полотна транспортером (10).
10. Устройство по п. 8, в котором складывающее средство содержит неподвижный податчик, выполненный с возможностью подачи полотна минеральной ваты, и транспортер (10'), расположенный под ним и выполненный с возможностью перемещения вперед и назад в поперечном направлении, для складывания поверх него полотна минеральной ваты (11) в мат (12) в результате перемещения транспортера в поперечном направлении при перемещении вперед несущей поверхности транспортера (10').
11. Устройство по п. 8, в котором внешняя поверхность (7) сердечника (2) является по существу цилиндрической, причем она снабжена вторым лезвием, вытянутым в направлении центральной оси и в радиальном направлении сердечника, параллельным первому лезвию (4) и имеющим две противоположные, параллельные, плоские главные грани, и расположенным на внешней поверхности (7) сердечника (2) противоположно первому лезвию (4), причем первое лезвие предназначено для выполнения продольной прорези в секции трубной изоляции, а второе лезвие используется для выполнения продольного разреза в секции трубной изоляции, одновременно с приданием мату по существу цилиндрической формы на сердечнике.
12. Устройство по п. 8, в котором отверждающее средство содержит первое отверждающее средство для нагревания по меньшей мере внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) для отверждения внутреннего канала и прорези секции трубной изоляции, и второе отверждающее средство для отверждения секции трубной изоляции полностью вдоль внешней поверхности.
13. Устройство по п. 11, в котором отверждающее средство содержит первое отверждающее средство для нагревания по меньшей мере внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) и второго лезвия для отверждения внутреннего канала, внутреннего разреза и прорези секции трубной изоляции, и второе отверждающее средство для отверждения секции трубной изоляции полностью вдоль внешней поверхности.
14. Устройство по п. 11 или 12, в котором лента (20) ленточного транспортера представляет собой сетчатую ленту из стальной проволоки, выполненную с возможностью изгибания с приобретением цилиндрической формы и выполненную с возможностью нагревания для выполнения сетчатой лентой из стальной проволоки функции предварительно отверждающего элемента для внешней поверхности секции трубной изоляции.
15. Устройство по п. 11 или 12, в котором валки (118, 120; 113, 133, 123; 144, 114, 134, 124, 154; 145, 115, 135, 125, 155; 147, 146, 116, 136, 126, 156, 157) роликового транспортера представляют собой металлические валки, выполненные с возможностью их нагревания для выполнения металлическими валками функции предварительно отверждающего средства для внешней поверхности секции трубной изоляции.
16. Устройство для непрерывного изготовления секции трубной изоляции из минеральной ваты, причем указанное устройство содержит:
- по меньшей мере два параллельных сердечника, каждый из которых имеет внешнюю поверхность (7) для задания формы внутренней поверхности изготавливаемой секции трубной изоляции;
- средства для обеспечения прикладывания минеральной ваты к внешней поверхности (7) каждого сердечника;
- отверждающее средство для обеспечения затвердевания каждой изготавливаемой секции трубной изоляции в ее по существу трубчатой форме;
- складывающее средство для обеспечения складывания полотна минеральной ваты (11) в мат (12) требуемой ширины и толщины, так что каждая складка уложена, по меньшей мере частично, поверх предыдущей складки;
- разрезающее средство для обеспечения разрезания мата, изготовленного складыванием, в продольном направлении (в направлении производственной линии) по меньшей мере на две части;
- направляющее средство для обеспечения направления каждой части мата, разрезанного в продольном направлении по меньшей мере на две части, на предназначенный для нее один из параллельных сердечников для изготовления трубной секции;
- первое лезвие (4), расположенное на внешней поверхности (7) каждого сердечника (2), вытянутое в направлении его центральной оси и в его радиальном направлении и имеющее две противоположные, параллельные, плоские главные грани;
причем средства для обеспечения прикладывания минеральной ваты к внешней поверхности (7) каждого из параллельных сердечников состоят из изгибающих средств (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57; или 118, 120; 113, 133, 123; 144, 114, 134, 124, 154; 145, 115, 135, 125, 155; 147, 146, 116, 136, 126, 156, 157) для обеспечения перемещения и изгибания каждой разрезанной части мата (12), изготовленного складыванием, вдоль и с прикладыванием к внешней поверхности (7) каждого сердечника и каждой главной грани его первого лезвия (4) на протяжении по меньшей мере части длины внешней поверхности (7) каждого сердечника и каждой главной грани его первого лезвия (4); отличающееся тем, что
изгибающие средства содержат роликовый транспортер, содержащий множество валков (118, 120; 113, 133, 123; 144, 114, 134, 124, 154; 145, 115, 135, 125, 155; 147, 146, 116, 136, 126, 156, 157), причем вращающиеся валы валков расположены поперечно относительно продольной оси сердечника (2), в результате чего количество валков (118, 120; 113, 133, 123; 144, 114, 134, 124, 154; 145, 115, 135, 125, 155; 147, 146, 116, 136, 126, 156, 157) в поперечном направлении на входном конце роликового транспортера (в направлении производственной линии) равно по меньшей мере одному валку (118, 120), а количество валков ленточного транспортера в его поперечном направлении возрастает, но уменьшается их длина в направлении выходного конца сердечника (2), причем валки (118, 120; 113, 133, 123; 144, 114, 134, 124, 154; 145, 115, 135, 125, 155; 147, 146, 116, 136, 126, 156, 157) в направлении движения роликового транспортера выполнены с возможностью наклона с возрастающей степенью относительно внешней поверхности (7) сердечника (2), так чтобы обеспечивать возможность для валков, расположенных в области левой боковой кромки роликового транспортера, если смотреть в направлении движения роликового транспортера, постепенного, в направлении движения, увеличения поворота по часовой стрелке относительно внешней поверхности сердечника (7) и одной (левой) главной грани первого лезвия (4), и чтобы обеспечивать возможность для валков, расположенных в области правой боковой кромки валков, постепенного, в направлении движения, увеличения поворота против часовой стрелки относительно внешней поверхности сердечника и другой (правой) главной грани первого лезвия (4), в результате чего обеспечена возможность постепенного, в направлении движения производственной линии, наклона областей кромки роликового транспортера кверху и ближе друг другу таким образом, что посредством роликового транспортера обеспечена возможность сначала придания мату (12) формы открытого и постепенно понижающегося желоба с прикладыванием к внешней поверхности сердечника (2), а затем, не далее чем на выходном конце сердечника, придания ему по существу трубчатой формы относительно внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) путем прижимания мата (12) вплотную к внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) с одновременной транспортировкой мата вперед посредством роликового транспортера.
17. Способ для непрерывного изготовления секции трубной изоляции из минеральной ваты, причем внутреннюю поверхность секции трубной изоляции из минеральной ваты образуют посредством внешней поверхности (7) сердечника, причем способ содержит следующие этапы:
- складывают полотно минеральной ваты (11) в мат (12) требуемой ширины и толщины, так что каждая складка уложена, по меньшей мере частично, поверх предыдущей складки;
- продвигают мат (12) вдоль внешней поверхности сердечника, снабженного первым лезвием (4), вытянутым в направлении его центральной оси и в его радиальном направлении и имеющим две противоположные, параллельные, плоские главные грани, путем продвижения и изгибания мата (12) вдоль и с прикладыванием к внешней поверхности (7) сердечника и каждой главной грани его первого лезвия (4) на протяжении по меньшей мере части длины внешней поверхности (7) сердечника и каждой главной грани первого лезвия (4), причем указанное изгибание выполняют посредством изгибающих средств, содержащих ленточный транспортер, содержащий бесконечную ленту (20) и установленные внутри нее валки (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57), предназначенные для вращения на них бесконечной ленты (20), причем вращающиеся валы валков расположены поперечно относительно продольной оси сердечника (2), в результате чего количество валков (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57) ниже ленты (20) в ее поперечном направлении на входном конце (в направлении производственной линии) ленточного транспортера равно по меньшей мере одному валку (18, 20), причем количество валков ленточного транспортера в поперечном направлении ленты (20) возрастает, но уменьшается их длина в направлении выходного конца (в направлении производственной линии) сердечника, при этом валки (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57), расположенные под участками кромки бесконечной ленты в направлении движения несущей поверхности ленты (20) ленточного транспортера, выполнены с возможностью наклона с возрастающей степенью относительно кромки ленты и внешней поверхности (7) сердечника (2), так чтобы обеспечивать для области левой боковой кромки ленты (20), если смотреть в направлении движения ленточного транспортера, постепенное, в направлении движения, увеличение поворота по часовой стрелке относительно внешней поверхности сердечника, а также относительно одной (левой) главной грани первого лезвия (4), и чтобы обеспечивать для области правой боковой кромки ленты постепенное, в направлении движения, увеличение поворота против часовой стрелки относительно внешней поверхности сердечника, а также относительно другой (правой) главной грани первого лезвия (4), в результате чего обеспечен постепенный наклон обоих участков кромки ленты (20) кверху и ближе друг другу таким образом, что под действием ленточного транспортера обеспечена возможность сначала придания мату (12) формы открытого и постепенно понижающегося желоба вдоль сердечника (2) и с прикладыванием к нему, а затем, не далее чем на выходном конце сердечника, придания ему по существу трубчатой формы вдоль и с прикладыванием к внешней поверхности сердечника (2) и двух главных граней первого лезвия (4) путем прижимания мата (12) вплотную к внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) с одновременной транспортировкой мата вперед посредством ленты (2) ленточного транспортера;
- нагревают сердечник (2) по меньшей мере вдоль его внешней поверхности (7) и первое лезвие (4) вдоль его двух главных граней для отверждения внутреннего канала и прорези секции трубной изоляции.
18. Способ для непрерывного изготовления секции трубной изоляции из минеральной ваты, причем внутренние поверхности по меньшей мере двух секций трубной изоляции из минеральной ваты образуют параллельно посредством внешней поверхности (7) предназначенного для них одного из параллельных сердечников, причем способ содержит следующие этапы:
- складывают полотно минеральной ваты (11) в мат (12) требуемой ширины и толщины, так что каждая складка уложена, по меньшей мере частично, поверх предыдущей складки;
- разрезают мат, изготовленный складыванием, по меньшей мере на две части в продольном направлении мата (в направлении производственной линии);
- направляют соответствующие части мата, разрезанного в продольном направлении по меньшей мере на две части, на соответствующие параллельные сердечники для изготовления трубной секции;
- продвигают каждую часть разрезанного мата (12) вдоль внешней поверхности каждого сердечника, снабженного первым лезвием (4), вытянутым в направлении его центральной оси и в его радиальном направлении и имеющим две противоположные, параллельные, плоские главные грани, путем продвижения и изгибания каждой части разрезанного мата (12) вдоль и с прикладыванием к внешней поверхности (7) каждого сердечника и каждой главной грани его первого лезвия (4) на протяжении по меньшей мере части длины внешней поверхности (7) сердечника и каждой главной грани первого лезвия (4), причем указанное изгибание выполняют посредством изгибающих средств, содержащих ленточный транспортер, содержащий бесконечную ленту (20) и установленные внутри нее валки (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57), предназначенные для вращения на них бесконечной ленты (20), причем вращающиеся валы валков расположены поперечно относительно продольной оси сердечника (2), в результате чего количество валков (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57) ниже ленты (20) в ее поперечном направлении на входном конце (в направлении производственной линии) ленточного транспортера равно по меньшей мере одному валку (18, 20), причем количество валков ленточного транспортера в поперечном направлении ленты (20) возрастает, но уменьшается их длина в направлении выходного конца (в направлении производственной линии) сердечника, при этом валки (18, 20; 13, 33, 23; 44, 14, 34, 24, 54; 45, 15, 35, 25, 55; 47, 46, 16, 36, 26, 56, 57), расположенные под участками кромки бесконечной ленты в направлении движения несущей поверхности ленты (20) ленточного транспортера, выполнены с возможностью наклона с возрастающей степенью относительно кромки ленты и внешней поверхности (7) сердечника (2), так чтобы обеспечивать для области левой боковой кромки ленты (20), если смотреть в направлении движения ленточного транспортера, постепенное, в направлении движения, увеличение поворота по часовой стрелке относительно внешней поверхности сердечника, а также относительно одной (левой) главной грани первого лезвия (4), и чтобы обеспечивать для области правой боковой кромки ленты постепенное, в направлении движения, увеличение поворота против часовой стрелки относительно внешней поверхности сердечника, а также относительно другой (правой) главной грани первого лезвия (4), в результате чего обеспечен постепенный наклон обоих участков кромки ленты (20) кверху и ближе друг другу таким образом, что под действием ленточного транспортера обеспечена возможность сначала придания мату (12) формы открытого и постепенно понижающегося желоба вдоль сердечника (2) и с прикладыванием к нему, а затем, не далее чем на выходном конце сердечника, придания ему по существу трубчатой формы вдоль и с прикладыванием к внешней поверхности сердечника (2) и двух главных граней первого лезвия (4) путем прижимания мата (12) вплотную к внешней поверхности (7) сердечника (2) и двух главных граней первого лезвия (4) с одновременной транспортировкой мата вперед посредством ленты (2) ленточного транспортера;
- нагревают каждый сердечник (2) по меньшей мере вдоль его внешней поверхности (7) и первое лезвие (4) вдоль его двух главных граней для отверждения внутреннего канала и прорези каждой секции трубной изоляции.
| US 3939022 A, 17.02.1976 | |||
| US 3050106 A, 21.08.1962 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРЖДЕННОГО НЕТКАНОГО ПОЛОТНА ИЗ МИНЕРАЛЬНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2152489C1 |
| US 5030192 A, 09.07.1991 | |||
| US 5642601 A, 01.07.1997 | |||
| АППАРАТ И СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ТРУБНОЙ СЕКЦИИ ИЗ МИНЕРАЛЬНОЙ ВАТЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ИЗОЛЯЦИОННЫХ ЦЕЛЕЙ | 2006 |
|
RU2376139C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ТРУБНОЙ СЕКЦИИ ИЗ МИНЕРАЛЬНОЙ ВАТЫ | 2006 |
|
RU2381411C2 |

