ПреДоТагается способ непрерывного изготовления армированных строительных изделий из гипса и т. п. материалов путем выдавливания формуемой массы на конвейер из мундштука, через который вводят в изделие также и арматуру.
Отличительной особенностью предлагаемого способа является то, что для получения предварительно напряженных изделий арматуру (преимущественно в виде жгутов кз стеклянных нитей) поддерживают в процессе формировлния в натянутом состоянии путем приложения продольного усилия к уже схватившейся части отформованной лентыВ устройстве ,для осуществления этого способа предуом-атривается применение тянуш,их парных вальцов, между которььми зажимается схватившаяся часть отформованной ленты.
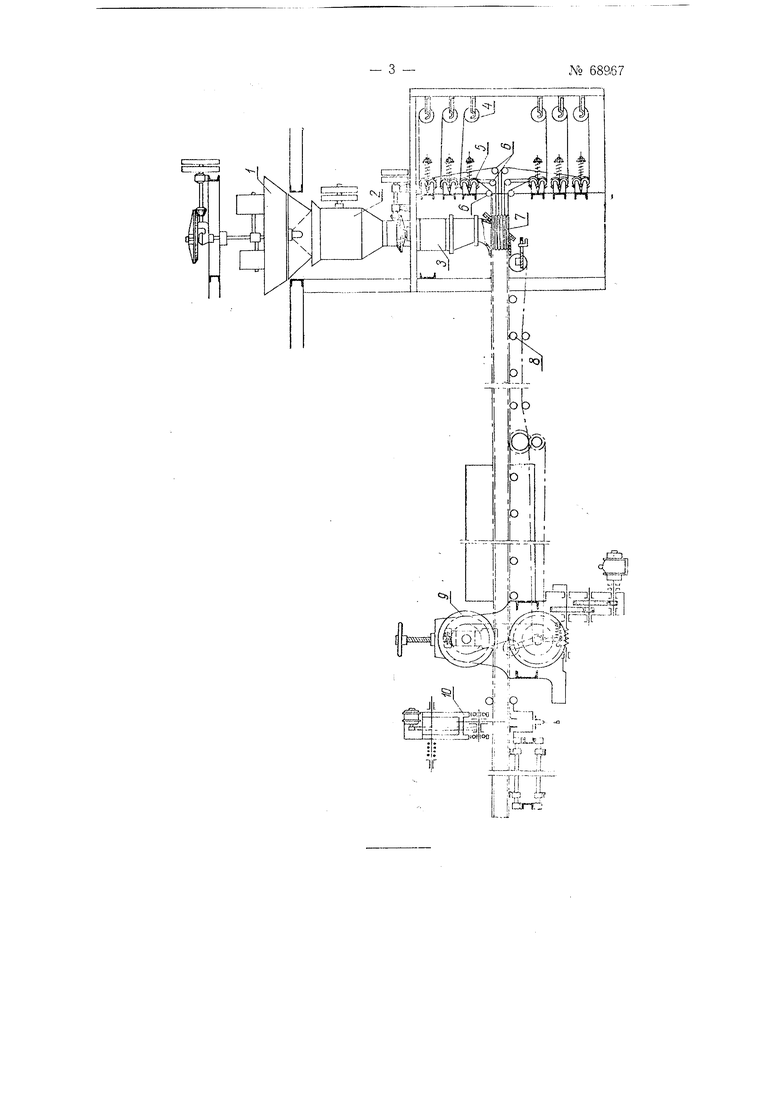
На чертеже показ.ана схема устройства для осуществления способа.
Раствор высокопрочного гипса, поступающий через бегуны /, вальцы 2 и вертикально расположенный пресс 3, выпрессовывается через специальный мундштук, отверстие которого соответствует форме изделия (балки, плиты или колонны). Одновременно из отверстия мундштука выходит арматура, например жгуты из стеклянных нитей, натянутые до 50-61% от их временного сопротивления. Арматура поступает с асатушек 4, установленных на специальной рамке, на натяжные устройства 5, снабженные пружинами и тормозами, и далее через ролики 6-3 направляющие трубки 7 мундштука пресса. Мундштуки с набором трубок 7 могут быть изготовлены съемными и имеющими расположение трубок, вводящих арм:атуру, в зависимости от формы изделия. По выходе из мундштука изделие поступает на конвейер 8, скорость которого рассчитана так, чтобы изделие за время движения на
№ 68967- 2 -
нем успело приобрести прочпюсть, достаточную для закрепления напряженных жгутов в высокопрочнам гипсе.
Принимая в среднем время схватыв-ания высокопрочного гипса с низким водогипсовым отношением около /2 часа, при скорости движения конвейера 2 м/мин, получим длину его 180 м. Пю выходе с ко«вейера балки по па|дают между ведущими валками 9, снабженными резиновыми обоаами, которые в сочетании с натяжными устройствами 5 создают напряжение в арматуре. Далее балки попадают под обрезной станок 10, способный перемещаться в период отрезки балки. Отрезанные балки попадают на поперечно перемещ ающийся транспортер, который их нагружает на тележки. Для изготовления колонны можно Применять массу из высокопрочного гипса, косвенно ар1мированную стеклянным волокном. Стекложгуты даются в колониях только как легкая продольн-ая арматур:а, обеспечивающая работу колонн на изгибПредмет изобретения
1.Способ непрерывного изготовления армированных строительных изделий из гипса и т. п. материалов путем выдавливания формуемой массы на конвейер из мундщтука, через который вво1ият в изделие Факже арматуру, отличающийся тем, что для получения предварительно напряженных изделий арматуру поддерживают в натянутом состоянии в процессе формования путем приложения продольного усилия к схвативщейся части отформованной ленты.
2.Устройство для осуществления способа по п. 1, от л и ч а ю щ е ес я примеиениам тянущих парных вальцов, между которыми 31ажимается схв1ативщаяся часть отформованной ленты.