1
Изобретение относится к оборудованию по производству бумажного шнура и касается крутильной машины.
Известна крутильная машина для вырабртки бумажного шнура, содержашая последовательно установленные механизм центральной пряди, крутильно-свивальный механизм с установленными на полом шпинделе паковками наружных прядей, питающий узел, механизм для калибровки шнура и узел намотки готового шнура 1.
Недостатком известной машины является невысокое качество вырабатываемого шнура, обусловленное тем, что одноступенчатая калибровка заданным диаметром вызывает посечки кромок скручиваемых лент, увеличивает их обрывность и требует значительного усилия для протягивания шнура через калибрующую втулку. Это затрудняет получение на машине качественного шнура.
Отсутствие приспособления для парафинирования исключает возможность выработки шнура /с водоотталкивающими свойствами.
Целью изобретения является повышение качества вырабатываемого шнура.
Эта цель достигается тем, что машина имеет приспособление для проклеивания центральной пряди, размещенное между механизмом подачи центральной пряди и крутильно-свивальным механизмом, приспособление для парафинирования наружной поверхности шнура и механизм предварительной калибровки шнура, установленные между крутильно-свивальным механизмом и питающим узлом. При этом приспособление для проклеивания центральной пряди имеет ванну, поплавок с направляющими роликами, помещенный в ванне, и щетку для контроля толщины наносимого слоя клея, закрепленную на стенке ванны.
Приспособление для парафинирования щнура имеет установленные на стойке столик с нагревательным элементом, парафиновую шайбу и грузовые шайбы для прижима парафиновой шайбы к столику. Механизм предварительной калибровки шнура содержит втулку и средство лля сообшения втулке врашательного движения.
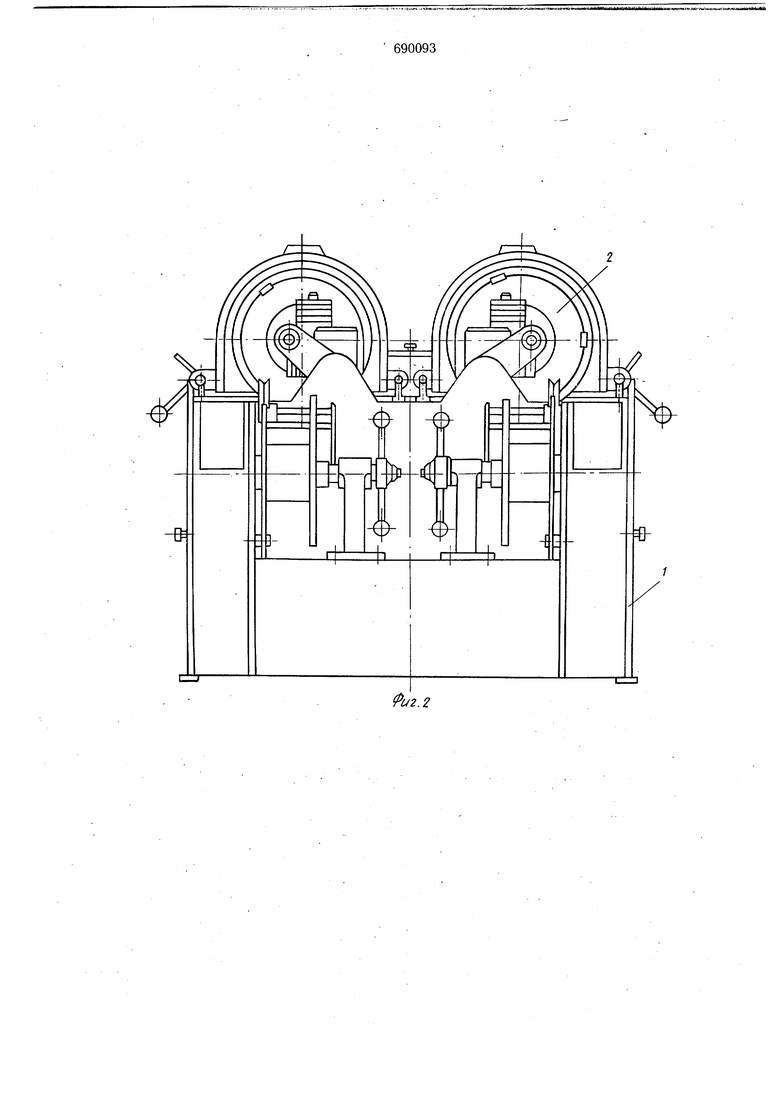
На фиг. 1 изображена крутильная машина, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - технологическая и
кинематическая схемы; на фиг. 4 - механизм подачи центральной пряди с приспособлением для проклеивания, вид сбоку; на фиг. 5 - то же, вид спереди; на фиг. б - питающий узел; на фиг. 7 - приспособление для парафинирования; на фиг. 8 - механизм предварительной калибровки.
На станине 1 машины последовательно смонтированы механизм 2 подачи центральной пряди 3, приспособление 4 для проклейвания центральной пряди с направляющей воронкой 5, крутильно-свивальный механизм 6 с паковками 7 лент, являющихся наружными прядями шнура 8.
Между крутильно-свивальным механизмом 6 и питающим узлом 9 размещены приспособление 10 для парафинирования наружной поверхности шнура 8 и механизм 1 предварительной калибровки его, а за питающим узло.м 9 установлены механизм 12 окончательной калибровки щнура и узел намотки 13 шнура, .
.Машина содержит размещенный в станине 1 привод 14 рабочих ее органов и систему электроаппаратуры для управления машины.
Механизм 2 подачи центральной пряди 3 содержит два корпуса 15 и 16, в каждом из которых смонтирован шпиндель 17 (фиг. 5) На шпинделе 17 между дисками 18 посредством впрессованной втулки 19 установлен рулон 20 ленты, являющейся центральной прядью 3. Для создания натяжения при сматывании ленты с рулона 20 предусмотрено приспособление для подтормаживания рулона, содержащее гайку 21, связанную с подпружиненной ползушкой 22, размещенной в полости шпинделя 17 и связанной с од}1им из дисков 18. Второй диск 18 установлен на съемной замковой втулке 23.
Приспособление для проклеивания центральной пряди состоит из двух ванночек 24, соединенных между собой бачком 25. Клей .из бачка поступает в рабочие ванночки через .отверстие 26. На торцовой стенке каждой ванночки 24 установлен направляюший ролик 27, а ролики 28 и 29 смонтированы на поплавке 30, обеспечивающем постоянную глубину погружения ролика 29 в клей. Для регулирования толщины наносимого слоя клея предусмотрена щетка 31.
Питающий узел содержит корпус 32, в котором смонтирована червячная передача для вращения питающих дисков 33 (фиг. 6).
Изменение скорости вращения питающих дисков производится с помощью сменных шкивов 34. Вращательное движение питающий механиз.м получает от главного вала привода машины через клиноременную передачу 35.
Механизм для предварительной калибровки шнура имеет корпус 36, в котором смонтированы сменная калибрующая втулка 37 и зубчатая передача 38 (фиг. 8).
Сменная калибрующая втулка вставляется в стакан 39, имеющий резьбовое отверстие, в которое ввинчен винт 40 с двумя цилиндрическими концами, один из которых входит в паз калибрук)щей втулки, а другой -
в открытый паз ступицы щестерни 41.
Для предотвращения выпадания при работе механизма вращающиеся калибрующая втулка и стакан закрыты крыщкой 42, ввинчиваемой в крышку корпуса 36.
Приспособление 10 для парафинирования
установлено на кронштейне 43, закрепленном на корпусе 36 механизма предварительной калибровки (фиг. 6 и 7). Приспособление содержит стойку 44, на которой установлен столик 45, имеющий внутри нагревательный элемент, состоящий из -керамического диска 46 и спирали 47.
Температура нагревания столика регулируется переменным сопротивлением, установленным на пульте управления мащины. На стойку свободно насажена втулка 48,
прижимающая посредством сменных грузов 49 парафиновую шайбу 50 к Шнуру 8.
Сматываемая с рулона 20 лента заправляется через ролики приспособления 4 для проклеивания, с помощью которого на одну
ее сторону наносится слой клея. ТолЩ.ина слоя регулируется щеткой 31. Далее лента проходит через воронку 5 в полый щпиндель крутильно-свивального механизма 6. Воронка 5 в сочетании с кручением формирует ленту в трубочку с наружной, поверхностью, покрытой клеем.
Каждая лента с паковок 7 заправляется через ролик и окно соответствующего вкладыща 51, а также через паз и ролик крутильной кружки, изменяет направление движения и заправляется в воронку 10, в которой свивается с центральной прядью. Полученный шнур 8 проходит через приспособление 10 для парафинирования. .
При протягивании шнура между парафиновой шайбой 50 и столиком 45 шайба
вращается, чем обеспечивается ее равномерное истирание. Толщина слоя парафина, наносимого на поверхность щнура, регулируется усилием прижатия парафиновой щайбы к щнуру и изменением температуры нагревания рабочей поверхности столика.
Скрученный шнур с наружной поверхностью, покрытой парафином, поступает в механизм 11 предварительной калибровки. В результате трения шнура о поверхность калибрующей втулки последняя нагревается,
при этом .парафин, нанесенный на шнур, плавится и впитывается в его поверхность. Из механизма предварительной калибровки шнур поступает на ролики питающего узла 9, которые, опетливаются шнуром три раза,
благодаря чему создается усилие, необходимое для сматывания лент с входных рулонов и протягивания шнура чер.з втулку механизма предварительной калибровки. Одновременно питающий механизм подает шнур во втулку механизма 12 окончательной калибровки, который калибрует шнур по заданному диаметру. После окончательной калибровки готовый шнур поступает в узел намотки 13 и наматывается в бухты. Наличие механизма для предварительной калибровки шнура увеличивает производительность машины за счет снижения количества обрывов скручиваемых лент, повышает ее экономические показатели за счет уменьшения отходов сырья и уменьшения потребляемой мощности электроэнергии. Наличие приспособлений для проклеивания центральной пряди и парафинирования наружной поверхности шнура обеспечивает увеличение ассортимена шнуров, вырабатываемых на машине. Формула изобретения 1. Крутильная машина для выработки бумажного шнура, содержашая последовательно смонтированные механизм прдачи центральной пряди, крутильно-свивальный механизм с установленными на полом шпинделе паковками наружных прядей, питающий узел, механизм для калибровки шнура и узел намотки готового шнура, отлйчаюгг аяся тем, что, с целью повышения качества шнура, она имеет приспособление для проклеивания центральной пряди, размещенное между механизмом подачи центральной пряди и крутильно-свйвальным механизмом, приспособление для парафинирования наружной поверхности шнура и механизм предварительной калибровки шнура, установленные между крутильно-свйвальным механизмом и питающим узлом. 2.Крутильная машина по п. 1, отличающаяся тем, что приспособление для проклеивания центральной пряди имеет ванну, поплавок с направляющими роликами, помещенный в ванне, и щетку для контроля толщины наносимого слоя клея, закрепленную на стенке ванны. 3.Крутильная мащина по п. 1, отличающаяся тем, что приспособление для парафинирования щнура имеет установленные на стойке столик с нагревательным элементом, парафиновую шайбу и грузовые шайбы для прижима парафиновой шайбы к столику. 4.Крутильная машина по п. 1, отличающаяся тем, что механизм предварительной калибровки шнура содержит втулку и средство для сообщения втулке вращательного движения. Источники информации, принятые во внимание при экспертизе 1. ПатентСША № 1990514, кл. 57-144, опублик. 1935.
tf
Фиг Л


| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления круглых ремешков к наручным часам | 1960 |
|
SU137618A1 |
| КРУТИЛЬНЫЙ МЕХАНИЗМ ДЛЯ ВЫРАБОТКИ ШНУРА | 1972 |
|
SU336386A1 |
| Машина для упаковки катушек с швейными нитками | 1959 |
|
SU134178A1 |
| ПРОВОЛОКА С СЕРДЕЧНИКОМ, СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2712991C2 |
| СПОСОБ РАСПРЕДЕЛЕНИЯ КЛЕЯ НА ТРУБЧАТЫХ КАРТОННЫХ СЕРДЕЧНИКАХ В ПЕРЕМОТОЧНЫХ МАШИНАХ | 2015 |
|
RU2688833C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАНАТОВ | 1924 |
|
SU4317A1 |
| Крутильно-свивальный узел устройства для получения свитых нитей | 1986 |
|
SU1451188A1 |
| Агрегат для изготовления упакованных ватных рулонов | 1990 |
|
SU1758111A1 |
| Крутильная машина для скрутки отдельных прядей проволок в трос | 1976 |
|
SU667171A3 |
| Устройство для навивки армирующего шнура на трубчатую заготовку | 1983 |
|
SU1141060A1 |





15
f/
23
V
-26
24
21
25
.5
39
/
