Изобретение относится к области электросварки и в частности касается способа вибродуговой наплавки металла.
Известен способ нанлавки металла вибрирующим электродом пол. флюсом с охлаждением воздухом.
Предлагаемый способ имеет целью улучшение качества наплавленного металла и уменьшение диформации деталей при наплавке.
Отличительной особенностью указанного способа является то, что наплавка производится под флюсом с одновременным охлаждением детали водой вне зоны горения дуги.
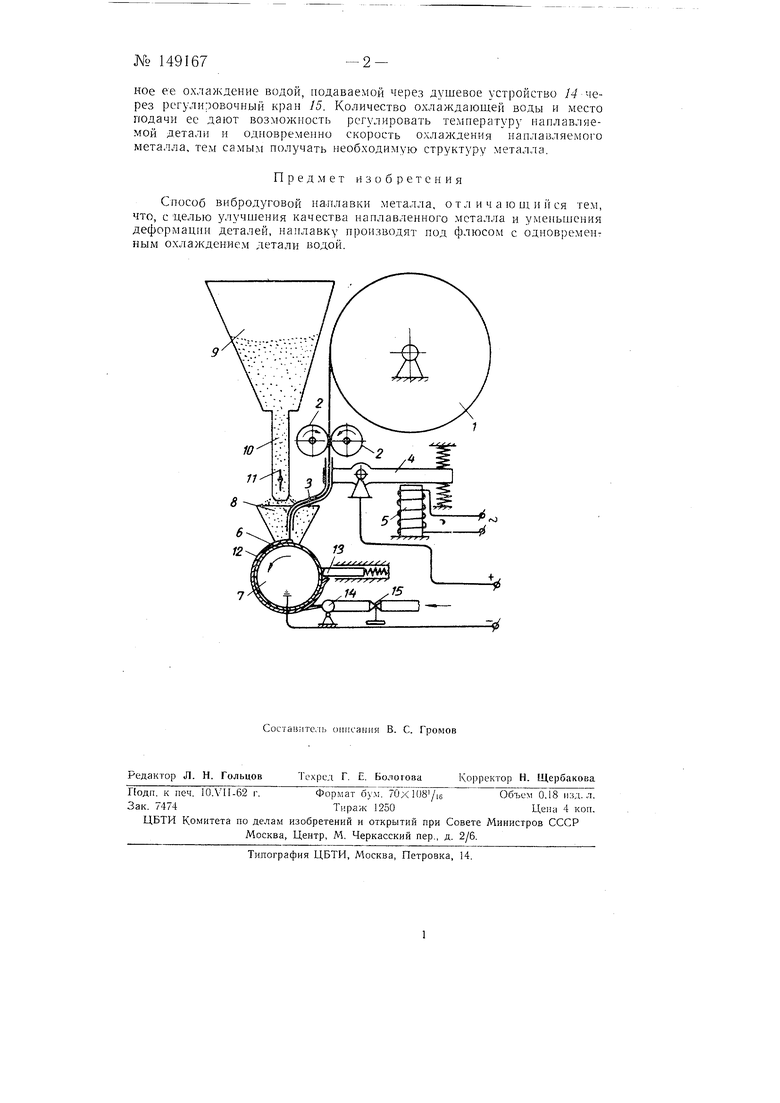
На чертеже Приведена схема вибродуговой наплавки металла по предлагаемому способу для восстановления первоначальных размеров изношенных деталей и получения твердых износостойких поверхностей.
Сварочная проволока из кассеты / роликами 2 подается через мупдштук 3 в зону горения дуги. Электрод получает вибрацию от вибратора 4 за счет переменного магнитного поля, создаваемого электромагнитом 5.
Горение дуги и формирование наплавляемого валика 6 происходит под слоем флюса, который удерживается иа враш,аюш,ейся детали 7 флюсоудерживающим приспособлением 8.
Пополнение расходуемого флюса осуш.ествляется из бункера 9 через флюсопровод 10 с регулировочной заслонкой //.
Расплавленный флюс, вступая в химическое взаимодействие с расплавленным металлом, раскисляет и легирует его, а затем в виде шлаковой корки 12 предотвращает окисление металла в период его крпсталлизации и дальнейшего охлаждения. Удаление застывшей шлаковой корки с наплавляемой детали осупгествляется специальным резцом 13, который пере.мещается вместе с наплавочной головкой вдоль наплавляемой детали. В целях предотвраш,енпя -перегрева детали 7 и управления ее температурой в процессе наплавки, осуществляется постоямное ее охлаждение водой, подаваемой через душевое устройство /4 через регулировочный кран 15. Количество охлаждающей воды и место подачи ее дают возможность регулировать температуру нанлавляемой детали и одновременно скорость охлаждения напла1зляемого металла, тем самым получать необходимую структуру металла.
Предмет изобретения
Способ вибродуговой наллавки металла, о т л и ч аюод и ися тем, что, с целью улучшения качества наплавленного металла и уменьшения деформацпн деталей, наплавку нроизводят под флюсом с одновременным охлаждением детали водой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ ИЗ ТРУДНОСВАРИВАЕМЫХ СТАЛЕЙ | 1999 |
|
RU2176581C2 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| Способ дуговой наплавки под флюсом цилиндрических изделий | 1988 |
|
SU1539011A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1997 |
|
RU2117560C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД ФЛЮСОМ НАРУЖНЫХ ИЛИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2410215C1 |
| СПОСОБ ШИРОКОСЛОЙНОЙ НАПЛАВКИ | 2000 |
|
RU2179913C1 |
| СПОСОБ НАПЛАВКИ | 2013 |
|
RU2512698C1 |
| СПОСОБ ОТДЕЛЕНИЯ ШЛАКОВОЙ КОРКИ | 1996 |
|
RU2113330C1 |
