и создает опасность растрескивания вставки; невозможность обеспечения строго регламентированной величины усилия затяжки в связи с наличием синтетической вставки, создающей дополнительные силы трения в резьбовой паре.
Целью изобретения является уме ньшение сил трепия в резьбе при завинчивании - свинчивании при нормальной температуре (20°С) и повышение надежности стопорения при повышенных (свыше 100°С) и пониженных (нилсе -60°С) температзфах при стопорении в иитервале температур менее 16 и более 24°С.
Указанная цель достигается тем, что вставки выполнены из материалов, обладающих термомеханической «намятью, нри этом редукция форм вставок-при их мартенситной трансформации нагреванием или охлаждением от нормальной температуры направлена на создание натяга в резьбовом соединении. При этом вставки выполнены в виде колец, неподвижно закрепленных в малонагруженном участке элемента, причем одно кольцо выполнено с редукцией резьбовой поверхности в цилиндрическую при нагревании, а другое - при охлаждении, а вставки выполнены из сплава на основе металлида титан-никель.
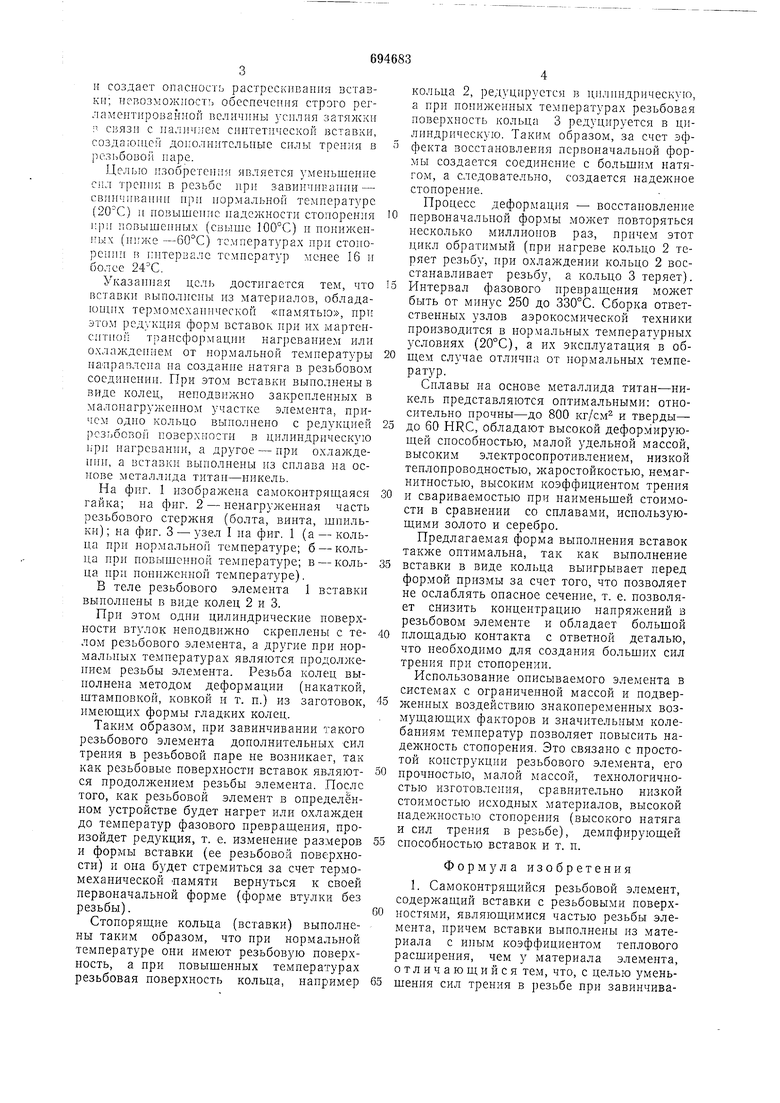
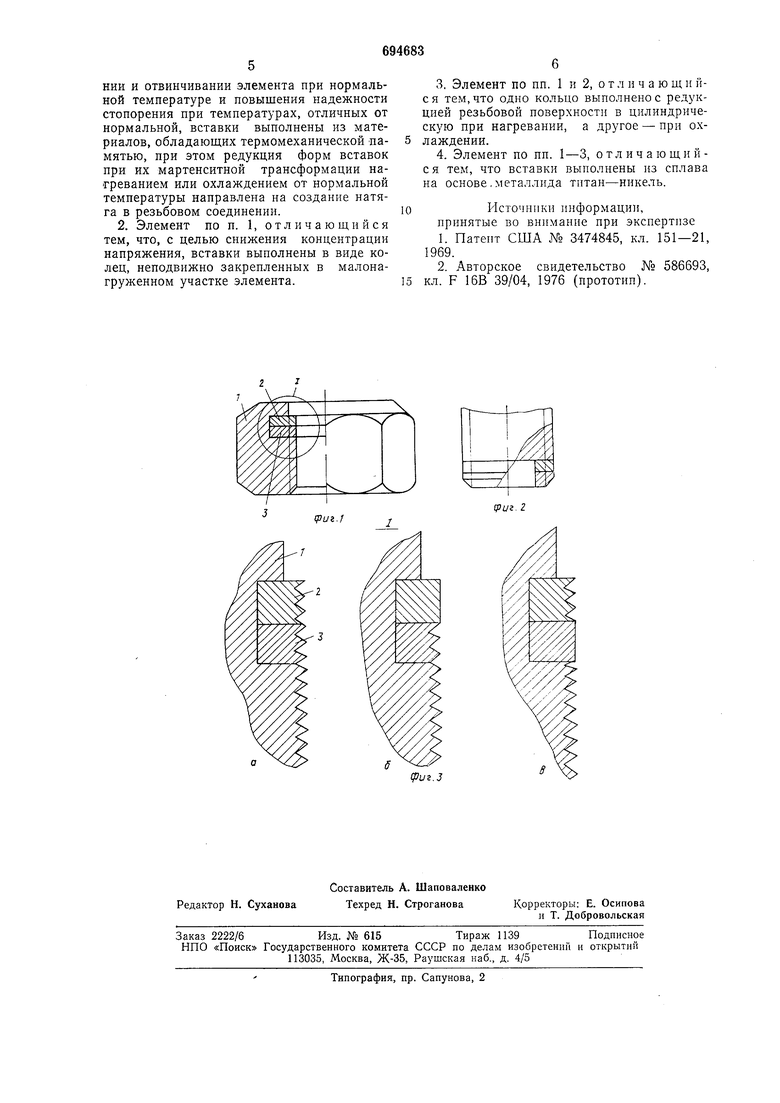
На фиг. 1 изобрал ена самоконтрящаяся гайка; на фиг. 2 - ненагруженная часть резьбового стержня (болта, винта, шнильки); на фиг. 3 - узел I на фиг. 1 (а - кольца нри нормальной температуре; б - кольца при повышенной температуре; в -кольца при пониженной температуре).
В теле резьбового элемента 1 вставки выполнены в виде колец 2 и 3.
При этом одни цилиндрические поверхности неподвижно скреплены с телом резьбового элемента, а другие при нормальных температурах являютсяпродолжением резьбы элемента. Резьба колец выполнена методом деформации (накаткой, штамповкой, ковкой и т. п.) из заготовок, имеющих формы гладких колец.
Таким образом, при завинчивании такого резьбового элемента дополнительных сил трения в резьбовой паре не возникает, так как резьбовые поверхности вставок являются продолжением резьбы элемента. После того, как резьбовой элемент в определённом устройстве будет нагрет или охлажден до температур фазового превращения, произойдет редукция, т. е. изменение размеров и формы вставки (ее резьбовой поверхности) и она будет стремиться за счет термомеханической памяти вернуться к своей первоначальной форме (форме втулки без резьбы).
Стопорящие кольца (вставки) выполнены таким образом, что при нормальной температуре они имеют резьбовую поверхность, а при повыщенных температурах резьбовая поверхность кольца, например
кольца 2, редуцируется в цилиндрическую, а при пониженных темнературах резьбовая поверхность кольца 3 редуцируется в цилиндрическую. Таким образом, за счет эффекта восстановления первоначальной формы создается соединение с большим натягом, а следовательно, создается надежное стопорение.
Процесс деформация - восстановление первоначальной формы может повторяться несколько миллионов раз, причем этот цикл обратимый (при нагреве кольцо 2 теряет резьбу, -при охлаждении кольцо 2 восстанавливает резьбу, а кольцо 3 теряет). Интервал фазового превращения может быть от минус 250 до 330°С. Сборка ответственных узлов аэрокосмической техники производится в нормальных температурных условиях (20°С), а их эксплуатация в общем случае отлична от нормальных температур.
Сплавы на основе металлида титан-никель представляются оптимальными: относительно прочны-до 800 кг/см и тверды- до 60 ПКС, обладают высокой деформирующей способностью, малой удельной массой, высоким электросопротивлением, низкой теплопроводностью, жаростойкостью, немагнитностью, высоким коэффициентом трения и свариваемостью при наименьщей стоимости в сравнении со сплавами, использующими золото и серебро.
Предлагаемая форма выполнения вставок также оптимальна, так как выполнение вставки в виде кольца выигрывает перед формой призмы за счет того, что позволяет не ослаблять опасное сечение, т. е. позволяет снизить концентрацию напряжений в резьбовом элементе и обладает большой площадью контакта с ответной деталью, чтЬ необходимо для создания больших сил трения при стопорении.
Иснользование описываемого элемента в системах с ограниченной массой и подверженных воздействию знакопеременных возмущающих факторов и значительным колебаниям температур позволяет повысить надежность стопорения. Это связано с простотой конструкции резьбового элемента, его прочностью, малой массой, технологичностью изготовления, сравнительно низкой стоимостью исходных материалов, высокой надежностью стопорения (высокого натяга и сил трения в резьбе), демпфирующей способностью вставок и т. п.
Формула изобретения
1. Самоконтрящийся резьбовой элемент, содержащий вставки с резьбовыми поверхностями, являющимися частью резьбы элемента, причем вставки выполнены из материала с иным коэффициентом теплового расщирения, чем у материала элемента, отличающийся тем, что, с целью уменьшения сил трения в резьбе при завинчиваНИИ и отвинчивании элемента при нормальной температуре и повышения надежности стопорения при температурах, отличных от нормальной, вставки выполнены из материалов, обладающих термомеханической памятью, при этом редукция форм вставок при их мартенситной трансформации нагреванием или охлаждением от нормальной температуры направлена на создание натяга в резьбовом соединении.
2. Элемент по п. 1, отличающийся тем, что, с целью снижения концентрации напряжения, вставки выполнены в виде колец, неподвижно закрепленных в малонагруженном участке элемента.
3.Элемент по пп. 1 и 2, о т л и ч а ю щ и йся тем, что одно кольцо выполнено с редукцией резьбовой поверхности в цилиндрическую при нагревании, а другое - при охлаждении.
4.Элемент по пп. 1-3, отличающийся тем, что вставки выполнены из сплава на основе,металлида титан-никель.
Источники информации,
принятые во внимание при экспертизе
1.Патент США № 3474845, кл. 151-21, 1969.
2.Авторское свидетельство № 586693, кл. F I6B 39/04, 1976 (прототип).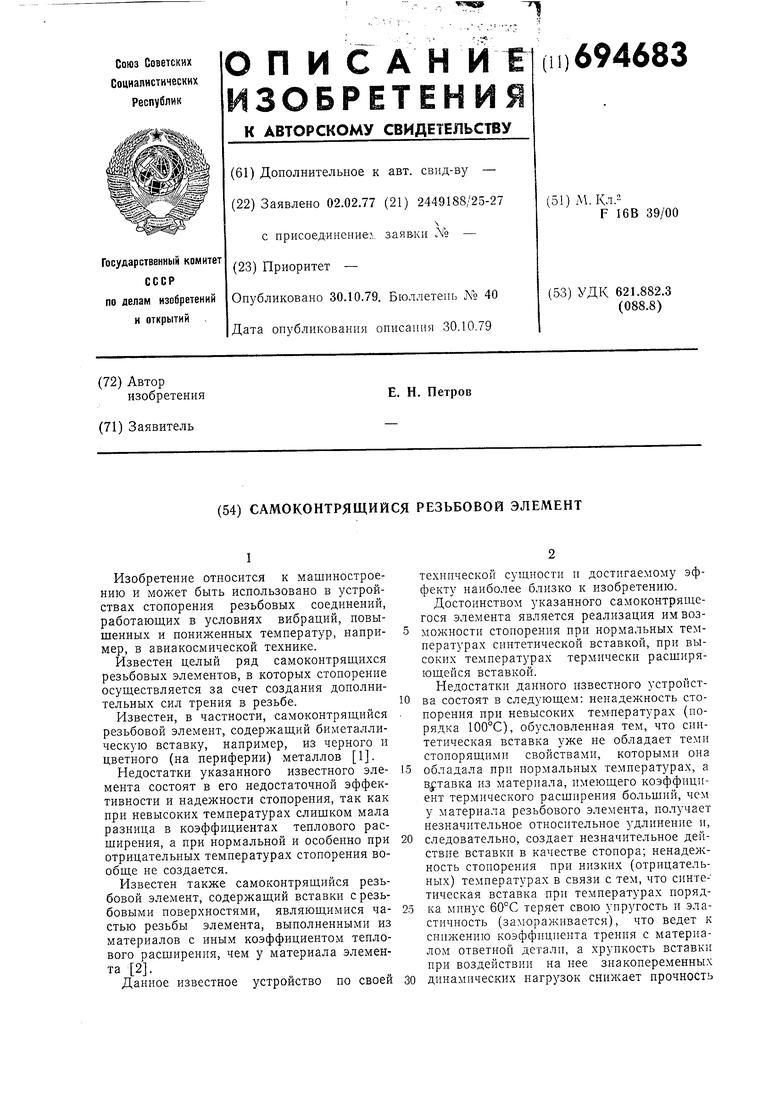
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоконтрящийся резьбовой элемент | 1978 |
|
SU734443A1 |
| Самостопорящийся резьбовой элемент | 1989 |
|
SU1705623A1 |
| Самоконтрящийся резьбовой элемент | 1978 |
|
SU734444A1 |
| Самоконтрящийся резьбовой элемент | 1976 |
|
SU586693A1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2194198C1 |
| Самоконтрящаяся резьбовая вставка | 1984 |
|
SU1180570A1 |
| САМОСТОПОРЯЩАЯСЯ ГАЙКА | 1999 |
|
RU2235926C2 |
| Стенд для испытаний резьбовых соединений на самоотвинчивание | 1981 |
|
SU1017943A1 |
| Самоконтрящееся резьбовое соединение | 1976 |
|
SU617626A1 |
| Самоконтрящаяся гайка | 1986 |
|
SU1390450A1 |
Риг.2
lput,3
